Анализ DFM на основе правил для электроэрозионной обработки
Эта статья нуждается в дополнительных цитатах для проверки . ( сентябрь 2015 г. ) |
Электроэрозионная обработка (или электроэрозионная обработка) — один из наиболее точных производственных процессов, позволяющих создавать сложные или простые формы и геометрии внутри деталей и сборок. Метод обработки, обычно используемый для твердых металлов. Электроэрозионная обработка позволяет работать с металлами, для которых традиционные методы обработки неэффективны. [1]

Проектирование для технологичности (также иногда известное как проектирование для производства или DFM) — это общее инженерное искусство проектирования продуктов таким образом, чтобы их было легко производить. Эта концепция существует практически во всех инженерных дисциплинах, но ее реализация сильно различается в зависимости от технологии производства. DFM описывает процесс проектирования или разработки продукта с целью облегчить производственный процесс и снизить производственные затраты. DFM позволит устранить потенциальные проблемы на этапе проектирования, что является наименее затратным способом их решения. На технологичность могут повлиять и другие факторы, такие как тип сырья, форма сырья, допуски на размеры и вторичная обработка, такая как отделка.
В зависимости от различных типов производственных процессов существуют определенные рекомендации по практике DFM. Эти рекомендации DFM помогают точно определить различные допуски, правила и общие производственные проверки, связанные с DFM. Ниже приведены рекомендации, основанные на правилах, на которые можно опираться при проектировании деталей. Детали разработаны с учетом технологичности и электроэрозионной обработки.
Соображения механической конструкции
[ редактировать ]Минимальный внутренний угловой радиус
[ редактировать ]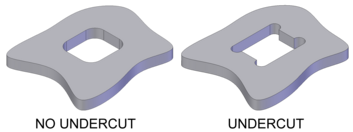
Минимальный радиус внутреннего угла элемента определяет максимальный диаметр проволоки, который можно использовать. Для успешной обработки диаметр проволоки должен быть менее чем в два раза больше минимального радиуса внутреннего угла. Однако для создания угла необходимо учитывать величину окончательного перереза и небольшое количество маневров. Для проводов небольшого диаметра рекомендуется следующее: [2]
| Проволока | Диапазон диаметров |
|---|---|
| Высокопрочная латунная проволока | 0.006'' |
| Проволока со стальным сердечником | 0,002–0,004 дюйма |
| Молибденовая проволока | 0,002–0,004 дюйма |
| Вольфрамовая проволока | 0,0008–0,002 дюйма |
Отделка поверхности
[ редактировать ]Обработка поверхности подразумевает небольшие локальные отклонения поверхности от идеально ровной идеала. Это один из важных факторов, контролирующих трение и образование передаточного слоя при скольжении.
Многие станки для электроэрозионной обработки проволоки используют схему генерации импульсов, использующую низкую мощность для зажигания и высокую мощность для обработки. Однако он не подходит для процесса финишной обработки, поскольку энергия, генерируемая высоковольтной подсхемой, слишком велика для получения желаемой гладкой поверхности. Уменьшение качества обработки поверхности позволяет производителю производить деталь за меньшее количество проходов, с более высоким уровнем тока и более высокой скоростью съема металла, что позволяет сократить время и стоимость производства. [3]
Удаление материала
[ редактировать ]Удаление материала при электроэрозионной обработке связано с эрозионными эффектами, возникающими при возникновении дискретных пространственных разрядов между инструментом и электродами заготовки. Между этими двумя электродами возникают кратковременные искры. Генератор выделяет электрическую энергию, которая отвечает за плавление небольшого количества материала с обоих электродов. Деталь должна быть спроектирована и подготовлена таким образом, чтобы количество припуска, удаляемого электроэрозионной обработкой, было относительно небольшим. Традиционные методы обработки, такие как фрезерование, можно использовать для удаления большей части заготовки с помощью чистовых операций, выполняемых электроэрозионной обработкой. [4]
Одновременная обработка
[ редактировать ]Электроэрозионная обработка, дополненная системами ЧПУ, представляет собой высококонкурентную модель для изготовления ковочных штампов, литейной оснастки, форм для литья пластмасс под давлением и оснастки для порошковых металлов. Это позволяет пользователю одновременно обрабатывать несколько высокоточных деталей за один зажим. Конструкции следует рассматривать таким образом, чтобы несколько деталей можно было штабелировать и обрабатывать одновременно или для одной детали можно одновременно выполнять несколько операций электроэрозионной обработки. [5]
Увеличение отверстий
[ редактировать ]Когда существующие отверстия необходимо увеличить или изменить форму с помощью электроэрозионной обработки, сквозные отверстия предпочтительнее глухих, поскольку они обеспечивают более легкий поток диэлектрической жидкости мимо обрабатываемой области. [2]
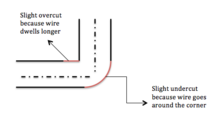
Острые углы
[ редактировать ]При резке острых углов проволока удерживается дольше по внутреннему радиусу, вызывая небольшой перерез. По внешнему радиусу он ускоряется, оставляя небольшой подрез. Следовательно, при проектировании детали следует избегать острых углов. [6]
Гальваническая коррозия
[ редактировать ]Гальваническая коррозия — это электрохимический процесс, при котором один металл разъедает преимущественно другой, когда оба металла находятся в электрическом контакте в присутствии электролита. При электроэрозионной обработке происходит некоторая степень обмена материала между проволокой или датчиком и основным материалом. Электроды и основной материал следует выбирать так, чтобы предотвратить гальваническую коррозию, насколько это возможно.
Ссылки
[ редактировать ]- ^ «Все об электроэрозионной обработке (электроэрозионной обработке)» . www.edmmachining.com . Проверено 10 сентября 2015 г.
- ^ Jump up to: а б «Возможности процесса рассмотрения проектирования электроэрозионной обработки (EDM) | Преимущество инженеров» . www.engineersedge.com . Проверено 10 сентября 2015 г.
- ^ Дж. Т. Хуан*, Ю. С. Ляо** и Ю. Х. Чен**. «Исследование по достижению идеальной поверхности при электроэрозионной обработке» (PDF) .
- ^ «ПЕРСОНАЛЬНЫЕ ПРОЦЕССЫ УДАЛЕНИЯ МАТЕРИАЛА» (PDF) .
- ^ Майкл Лемберски, Лана Лемберски. Современные технологии производства и смета . п. 23.
- ^ «Понимание процесса электроэрозионной обработки проволоки» (PDF) .