Ультразвуковая сварка термопластов
Ультразвуковая сварка - это метод соединения термопластичных компонентов путем нагрева и последующего плавления поверхностей в контакте. [ 1 ] Механическая вибрация с частотой между 10 и 70 кГц и амплитудой от 10 до 250 мкм применяется к соединяющимся частям. После того, как ультразвуковая энергия выключена, детали остаются в контакте под давлением в течение некоторого времени, в то время как слой расплава остывает, создавая сварку. [ 2 ]
Различные конструкции соединений и управление процессами используются при ультразвуковой сварке. Острованая поверхность обычно вводится в одну из частей, обеспечивающих согласованность процесса сварки. [ 3 ] Компоненты ультразвуковых сварочных систем, а также области применения описаны в статье Ультразвуковой сварки .
Преимущества и недостатки
[ редактировать ]Следующие преимущества обычно приписываются ультразвуковой сварке: [ 1 ] [ 2 ]
- Легко автоматизированный процесс
- Общий недорогой процесс
- Инструмент можно быстро изменить
- Процесс довольно быстрый и обычно завершается за одну операцию
- Широко принято в массовых производственных отраслях для производства мелких компонентов
- Процесс не вводит загрязняющие вещества в швадные суставы. Хорошо подходят для медицинской промышленности
- Нет необходимости использовать оборудование для удаления сварочных паров, так как они не производятся в этом процессе
Ниже приведены недостатки ультразвуковой сварки:
- В зависимости от дизайна части, светильники могут быть дорогими
- Хотя процесс обычно используется для сварки мелких деталей, его нелегко принять для более крупных компонентов. Для сварки таких компонентов потребуется более одного шага
Описание процесса
[ редактировать ]Полезовать и непрерывная сварка - это моды сварки термопластиков. [ 3 ]
Ультразвуковая сварка ультразвуковой сварки
[ редактировать ]С ультразвуковой сваркой Plunge детали сначала закреплены в приспособлении. Ультразвуковая энергия затем применяется для создания сварного шва. После того, как сварка охлаждается, детали удаляются из приспособления.
В начале процесса привод перемещается в часть. Этот этап называется вниз. [ 3 ] Ультразвуковая энергия может применяться на этом этапе в зависимости от размера используемого рога. Чем больше рога, тем сильнее вибрировать. Следовательно, применение ультразвуковой энергии во время удара вниз становится необходимым ( предварительно запуская ). В других случаях вибрация применяется после того, как рог вступил в контакт с частью, и было создано некоторое давление. Затем сила продолжает линейно увеличиваться до некоторого предопределенного значения.
Мощность повышается в то же время, когда применяется ультразвуковая энергия, чтобы приспособить вибрацию стека. [ 1 ] После некоторого периода времени достигается устойчивый процесс, который указывает на достаточное плавление на границе раздела. На этом этапе ультразвуковая энергия выключается. В производстве это часто происходит до достижения устойчивого процесса в качестве желаемой силы шва для сварного шва для конкретного применения, как правило, достигается на этом этапе. Инструменты продолжают оставаться на части в течение определенного периода времени, называемого временем удержания. Это позволяет определенное давление ( удержание силы применять ) к детали. Держите время, как правило, длится половина времени сварного шва, позволяя сварному шва.
Инструмент удаляется из детали во время фазы под названием «Up-удар». Этот этап проходит по завершении времени удержания. [ 3 ] Некоторое количество пластикового субстрата может оставаться на поверхности инструментов после процесса сварки. Чтобы очистить поверхность, ультразвуковая энергия применяется, когда инструмент втягивается из детали ( после взрыва после шва ).
Непрерывная ультразвуковая сварка
[ редактировать ]

ответ
Режим непрерывной ультразвуковой сварки используется для соединения тонких слоев материала и часто используется для производственных продуктов для больниц, таких как платья и стерильная одежда, и в других приложениях. [ 2 ]
Два слоя материала протягиваются через пространство между диском - вращающимся барабаном (наковальней) - и рогом (изображением). Поверхность наковальни содержит определенную картину. Сварная сварка создается в этих неровностях, и области между пиками остаются непредубежденными. [ 2 ] Поверхность рога, как правило, круглый, что предотвращает нежелательное захват материала. Круглый рог также допускает надлежащее распределение силы на интерфейсе контакта. [ 3 ]
Более двух слоев материала может быть сварен сразу. Материалы, которые будут сварены, испытывают аналогичные вибрации с материалами в погружении в сварку, но короче вовремя. [ 3 ] Держать силу для недавно сварной области обеспечивается ранее сварной секцией, которая вышла из инструмента и охлаждена. [ 1 ]
Сварка сканирования - это тип непрерывной ультразвуковой сварки, и в этом случае могут быть сварены большие пластины или листы. [ 3 ] При сканировании сварки закреплены на стационарном столе, и рог перемещается через часть, создавая шваров. Также можно использовать комбинацию стационарного рога и мобильного стола. Рог имеет круглые края, как и в случае с непрерывной сваркой, а ультразвуковые вибрации аналогичны сварки. Рог можно использовать для обеспечения силы удержания.
Управление процессом
[ редактировать ]Различные ультразвуковые сварочные машины предлагают различные элементы управления процессами. Каждое приложение определяет уровень управления процессом. В случае, если с обычными точечными сварными швами, ручной сварщики будет достаточно. Более сложное оборудование с компьютеризированным управлением и встроенным статистическим программным обеспечением (SPC) может быть подходящим в отрасли медицинских устройств и других приложениях, требующих узких допусков и высококачественных сварных швов. [ 1 ]
Следующие режимы управления процессом используются в ультразвуковой сварке:
- Время
- Энергия
- Крах
- Пиковая мощность
- Земля обнаружена
Большинство из этих режимов требуют контроллера на основе микропроцессора, в то время как базовой сварной системы будет достаточно для режима времени. Параметры сварки можно контролировать в режиме реального времени с помощью контроллеров на основе микропроцессоров.
Большинство сварочных систем включают режим времени , который позволяет оператору указать продолжительность процесса сварки, независимо от других параметров. [ 3 ] В режиме управления энергией вибрация инструмента продолжается до тех пор, пока не будет достигнут заданный уровень энергии. Энергетический режим может использоваться в сочетании с режимом времени для улучшения качества сварных деталей. Определенные временные ограничения могут быть определены для достижения необходимого уровня энергии. Если фактическое время для достижения заданного уровня энергии отклонится от этих ограничений, такое событие будет указывать на потенциальную проблему с сварной шерстью.
В режиме коллапса ультразвуковая энергия применяется до тех пор, пока детали не обрушится (перемещенные относительно друг друга) до определенной высоты. [ 1 ] В дополнение к контроллеру на основе микропроцессора, линейный энкодер в системах используется с управлением коллапсом. В этом режиме окончательная высота шва для шва также можно контролировать путем обнаружения положения рога. В режиме пиковой мощности вибрация продолжается до тех пор, пока не будет достигнут предопределенный уровень мощности. Окончательные размеры сварного шва также можно контролировать с помощью режима обнаружения заземления . В этом случае ультразвуковая энергия применяется до тех пор, пока рог не установит электрический контакт с приспособлением, расположенным на желаемой высоте.
Различные комбинации режимов управления процессами могут быть использованы для определения рабочего окна и помощи в контроле качества.
Совместный дизайн
[ редактировать ]Как и в других процессах сварки, Join Design является важным шагом в разработке продукта. Многие факторы следует учитывать в совместном дизайне, таких как материалы, которые должны быть сварены, толщина деталей, условия эксплуатации конечного продукта, эстетика и другие. Узкая площадь контакта между соединениями является важным атрибутом дизайна. Это позволяет более низкий вход энергии для генерации поверхностного слоя расплавленного пластика. Запасные части должны обеспечить необходимое выравнивание без помех на их поверхностные особенности. [ 2 ]
Энергетические директора
[ редактировать ]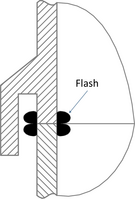
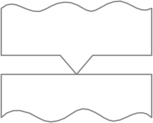

Энергетический директор - это треугольный участок, отлитый на одной из частей сустава. [ 2 ] В то время как детали изначально связываются друг с другом через этот треугольник, они несут наибольшее напряжение и, следовательно, являются первой частью, которая расплавляется при применении ультразвуковой энергии. Цель директоров энергии состоит в том, чтобы гарантировать, что достаточное количество материала расплавляется, поскольку они заполняют разрыв между спаривающимися частями. Директора энергии, чаще всего используемые с аморфными полимерами, но также могут использоваться с полукристаллическими полимерами. [ 1 ]
В то время как Flash обычно производится с такой совместной конструкцией, она может быть покрыта флэш -ловушкой. Эта совместная функция скрывает вспышку, обеспечивающую эстетический вид. Минимальная рекомендуемая толщина стенки в этом случае составляет 2,03 - 2,29 мм. [ 2 ] Поскольку меньшая площадь поверхности используется для создания сварного шва с конструкцией Step Saint, она может иметь более низкую прочность, чем конструкция склада.
Обычно рекомендуются следующие размеры для директоров энергии: [ 2 ]
- Для аморфных материалов: 0,254–1,53 мм ширина основания; Высота: 50–65% от базовой ширины; 90 ° Apex
- Для полукристаллических материалов: 0,254–1,27 мм ширина основания; Высота: 85% от базовой ширины; 60 ° Apex
Более высокий угол вершины обеспечивает большую прочность сварки и обеспечивает плотное уплотнение. Такой дизайн также хорошо работает с поликарбонатом и акрилом.
Butt Saint является одной из наиболее распространенных конфигураций сварки, используемых с директорами по энергии. Герметическое уплотнение не может быть легко достигнуто в полукристаллических полимерах, поскольку они кристаллизуются быстрее при воздействии воздушной атмосферы. [ 2 ] Тем не менее, герметическое уплотнение можно получить с помощью аморфных полимеров, обеспечивающих хорошее выравнивание спаривающихся деталей с дополнительными приспособлениями.
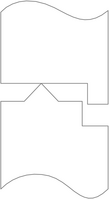
Проект языка и канавки не требует дополнительных приспособлений для правильного выравнивания. Расплавленный пластик полностью заключен в канавку, обеспечивая эстетический вид. Минимальная рекомендуемая толщина стенки составляет 3,05–3,12 мм. [ 2 ]
Сдвижные суставы
[ редактировать ]
Некоторые приложения требуют, чтобы пластиковые сварные швы были герметично стабильными. Чтобы удовлетворить это требование, вместо директоров энергии обычно используются сдвижные соединения. [ 3 ] Для достижения правильного уплотнения необходимы небольшие допуски. Такое условие может быть трудно удовлетворить более крупными частями.
Когда сдвиг соединяется, верхняя часть контактирует с нижним вдоль тонкого края, который является первой секцией, которая расплавалась. Этот расплавленный материал затем течет вдоль боковой стенки нижней части, заполняя зазор между частями. В то время как сдвиг соединение обеспечивает выравнивание для спаривающихся деталей, [ 2 ] Часто требуется дополнительные приспособления, чтобы поддержать верхнюю часть соединения от отклонения наружного, поскольку он испытывает нажатие силы от инструмента. [ 1 ] Чтобы смягчить риск отклонения, важна надежная конструкция верхней части, обеспечивающая достаточную жесткость.
Сдвижные суставы можно использовать со всеми полимерами. Они хорошо подходят для цилиндрических деталей. [ 2 ]
Ссылки
[ редактировать ]- ^ Jump up to: а беременный в дюймовый и фон глин час Гревелл, Дэвид А.; Бенатар, Авраам; Парк, Джун Б. (2003). Справочник по сварке пластмассы и композитов . Гансер. С. 141–188. ISBN 1569903131 .
- ^ Jump up to: а беременный в дюймовый и фон глин час я Дж k л Трутон, Майкл Дж. (2008). Справочник по Пластмассам присоединяется: практическое руководство (2 -е изд.). Уильям Эндрю Инк. С. 15–35. ISBN 9780815515814 .
- ^ Jump up to: а беременный в дюймовый и фон глин час я Gallego-Juárez, Juan A.; Графф, Карл (2014). Ультразвуковая мощность: применение высокоинтенсивного ультразвука . Woodhead Publishing. С. 295–312. ISBN 9781782420286 .