Термическое профилирование


Термический профиль — это сложный набор данных о температуре и времени, обычно связанный с измерением температур в печи (например, печи оплавления ). Термический профиль часто измеряется по различным параметрам, таким как наклон, выдержка, время выше ликвидуса (TAL) и пик.
Термический профиль можно ранжировать по тому, как он вписывается в окно процесса (спецификация или предел допуска). [1] Исходные значения температуры нормализуются в процентах относительно среднего значения процесса и пределов окна. Центр окна процесса определяется как ноль, а крайние края окна процесса составляют ±99%. [1] Индекс окна процесса (PWI), превышающий или равный 100 %, указывает на то, что профиль находится за пределами ограничений процесса. PWI, равный 99 %, указывает на то, что профиль находится в пределах ограничений процесса, но работает на границе окна процесса. [1] Например, если среднее значение процесса установлено на уровне 200 °C, а окно процесса откалибровано на 180 °C и 220 °C соответственно, то измеренное значение 188 °C соответствует индексу окна процесса, равному -60%.
Метод используется в различных промышленных и лабораторных процессах, [2] включая сборку электронных компонентов, оптоэлектронику, [3] оптика, [4] биохимическая инженерия, [5] пищевая наука, [6] обеззараживание опасных отходов, [ нужна ссылка ] и геохимический анализ. [7]
Пайка электронных изделий
[ редактировать ]Одним из основных применений этого метода является пайка электронных сборок. Сегодня используются два основных типа профилей: Ramp-Soak-Spike (RSS) и Ramp-To Spike (RTS). В современных системах практика управления качеством в обрабатывающей промышленности привела к появлению автоматических алгоритмов процесса, таких как PWI, где паяльные печи поставляются с предустановленной обширной электроникой и программируемыми входами для определения и уточнения характеристик процесса. Используя такие алгоритмы, как PWI, инженеры могут калибровать и настраивать параметры для достижения минимальной дисперсии процесса и почти нулевого уровня дефектов.
Процесс перекомпоновки
[ редактировать ]При пайке термический профиль представляет собой сложный набор значений времени и температуры для различных параметров процесса, таких как наклон, выдержка, TAL и пик. [8] Паяльная паста содержит смесь металла, флюса и растворителей, которые способствуют фазовому переходу пасты из полутвердого состояния в жидкость и в пар; и металл из твердого состояния в жидкое. Для эффективного процесса пайки пайку необходимо проводить в тщательно выверенных условиях в печи оплавления . Подробное описание конвекционной печи оплавления
Сегодня при пайке используются два основных типа профилей:
- Рампа-замачивание-шип (RSS)
- Рампа к шипу (RTS)

Рампа-Впитывание-Шип
[ редактировать ]
Рампа определяется как скорость изменения температуры с течением времени, выраженная в градусах в секунду. [9] : 14 Наиболее часто используемый предел процесса составляет 4 °C/с, хотя многие производители компонентов и паяльной пасты указывают значение 2 °C/с. Многие компоненты имеют спецификацию, согласно которой повышение температуры не должно превышать заданную температуру в секунду, например 2 °C/с. Быстрое испарение флюса, содержащегося в паяльной пасте, может привести к появлению дефектов, таких как подъем свинца, образование надгробий и шариков припоя. Кроме того, при высоком содержании влаги быстрый нагрев может привести к образованию пара внутри детали, что приведет к образованию микротрещин. [9] : 16
На участке пропитки профиля паяльная паста приближается к фазовому переходу. Количество энергии, подаваемой как компоненту, так и печатной плате, приближается к равновесию. На этом этапе большая часть флюса испаряется из паяльной пасты. Продолжительность замачивания варьируется для разных паст. Масса печатной платы — еще один фактор, который необходимо учитывать при определении продолжительности выдержки. Чрезмерно быстрая теплопередача может привести к разбрызгиванию припоя, образованию шариков припоя, перемычкам и другим дефектам. Если передача тепла происходит слишком медленно, концентрация флюса может оставаться высокой, что может привести к образованию холодных паяных соединений, пустотам и неполному оплавлению. [9] : 16
После участка выдержки профиль переходит в участок разгона до пика профиля, который соответствует заданному температурному диапазону и времени, превышающему температуру плавления сплава. Успешные профили имеют температуру на 30 °C выше температуры ликвидуса , что составляет примерно 183 °C для эвтектики и примерно 217 °C для бессвинцовой стали. [9] : 16–17
Последняя область этого профиля — секция охлаждения. Типичная спецификация для охлаждения обычно составляет менее -6 °C/с (нисходящий наклон). [9] : 17
Рампа к шипу
[ редактировать ]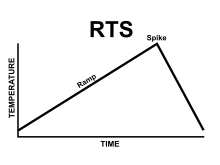
Профиль Ramp to Spike (RTS) представляет собой почти линейный график, начинающийся на входе процесса и заканчивающийся на пиковом сегменте, с большим Δt (изменение температуры) на участке охлаждения. В то время как Ramp-Soak-Spike (RSS) допускает скорость около 4 °C/с, требования RTS составляют около 1–2 °C/с. Эти значения зависят от характеристик паяльной пасты. Период выдержки RTS является частью линейного изменения и его не так легко различить, как в RSS. Замачивание контролируется в первую очередь скоростью конвейера . Пик профиля RTS является конечной точкой линейного перехода к пиковому сегменту профиля. Те же соображения относительно дефектов профиля RSS применимы и к профилю RTS. [9] : 18
Когда печатная плата входит в сегмент охлаждения, отрицательный наклон обычно круче, чем восходящий. [9] : 18
Крепления для термопар
[ редактировать ]Термопары (или ТС) представляют собой два разнородных металла, соединенных сварным швом. Чтобы термопара могла считывать температуру в любой заданной точке, сварной шов должен находиться в прямом контакте с объектом, температуру которого необходимо измерить. Две разнородные проволоки должны оставаться отдельными, соединенными только на бусине; в противном случае показания больше не будут находиться на сварном шве, а в том месте, где металлы впервые соприкасаются, что делает показания недействительными. [9] : 20
Зигзагообразные показания термопары на графике профиля указывают на слабо прикрепленные термопары. Для получения точных показаний термопары прикрепляются к участкам, различающимся по массе, расположению и известным проблемным местам. Кроме того, они должны быть изолированы от потоков воздуха. Наконец, для обеспечения наилучших условий отбора проб размещение нескольких термопар должно варьироваться от густонаселенных до менее населённых участков печатной платы. [9] : 20
Используются несколько методов крепления, в том числе эпоксидная смола , высокотемпературный припой, каптон и алюминиевая лента, каждый из которых имеет разную степень успеха для каждого метода. [10]
Эпоксидные смолы хорошо закрепляют термопроводящие проводники на профильной плате, чтобы они не запутывались в печи во время профилирования. Эпоксидные смолы бывают как изоляционными, так и проводниковыми. Необходимо проверить характеристики, иначе изолятор может сыграть негативную роль в сборе данных профиля. Возможность нанесения этого клея в одинаковых количествах и толщинах трудно измерить количественно. Это снижает воспроизводимость. Если используется эпоксидная смола, необходимо проверить ее свойства и характеристики. Эпоксидная смола функционирует в широком диапазоне температурных допусков.
Свойства припоя, используемого для крепления ТК, отличаются от свойств электросоединительного припоя. Высокотемпературный припой — не лучший выбор для крепления термопары по нескольким причинам. Во-первых, он имеет те же недостатки, что и эпоксидная смола – количество припоя, необходимое для приклеивания ТК к подложке, варьируется от места к месту. Во-вторых, припой является проводящим и может вызвать короткое замыкание термопар. Как правило, существует проводник небольшой длины, который подвергается воздействию температурного градиента. Вместе эта открытая область вместе с физическим сварным швом создает электродвижущую силу (ЭДС). Проводники и сварной шов размещаются в однородной среде в пределах температурного градиента, чтобы минимизировать воздействие ЭМП.
Каптоновая лента — одна из наиболее широко используемых лент и методов крепления термопар и термопроводников. При нанесении нескольких слоев каждый слой оказывает аддитивное воздействие на изоляцию и может отрицательно повлиять на профиль. Недостатком этой ленты является то, что печатная плата должна быть очень чистой и гладкой, чтобы обеспечить герметичное покрытие сварного шва термопары и проводников. Еще одним недостатком каптоновой ленты является то, что при температуре выше 200 °C лента становится эластичной и, следовательно, ТК имеют тенденцию отрываться от поверхности подложки. Результатом являются ошибочные показания, характеризующиеся неровными линиями на профиле.
Алюминиевая лента бывает различной толщины и плотности. Более тяжелая алюминиевая лента может ослабить передачу тепла через ленту и действовать как изолятор. Алюминиевая лента низкой плотности обеспечивает передачу тепла в зону ТК, создающую ЭДС. Теплопроводность алюминиевой ленты обеспечивает равномерную проводимость, когда толщина ленты достаточно одинакова в зоне термопары, создающей ЭДС.
Виртуальное профилирование
[ редактировать ]Виртуальное профилирование — это метод создания профилей без подключения термопар (TC) или необходимости физического инструментирования печатной платы каждый раз, когда профиль запускается для одной и той же производственной платы. Все типичные данные профиля, такие как наклон, впитывание, TAL и т. д., которые измеряются с помощью инструментальных профилей, собираются с помощью виртуальных профилей. Преимущества отсутствия подключенных TC превосходят удобство отсутствия необходимости инструментирования печатной платы каждый раз, когда требуется новый профиль.
Виртуальные профили создаются автоматически как для машин оплавления, так и для машин волновой пайки. Для целей моделирования требуется первоначальная настройка рецепта, но после завершения профилирование можно сделать виртуальным. Поскольку система является автоматической, профили могут создаваться периодически или непрерывно для каждой сборки. Диаграммы SPC вместе с CpK могут использоваться в качестве вспомогательного средства при сборе большого количества данных, связанных с процессом. Автоматизированные системы профилирования постоянно контролируют процесс и создают профили для каждой сборки. Поскольку штрих-кодирование становится все более распространенным как в процессах перекомпоновки, так и в волновых процессах, эти две технологии можно объединить для отслеживания профилирования, что позволяет осуществлять поиск по штрих-коду в каждом сгенерированном профиле. Это полезно, когда собрание будет допрошено в какой-то момент в будущем. Поскольку для каждой сборки создается профиль, быстрый поиск с использованием штрих-кода печатной платы может найти соответствующий профиль и предоставить доказательства того, что компонент был обработан в соответствии со спецификацией. Кроме того, более жесткий контроль процесса может быть достигнут при сочетании автоматического профилирования со штрих-кодированием, например, путем подтверждения того, что оператор ввел правильный процесс перед запуском производственного цикла. [11] [12]
Внешние ссылки
[ редактировать ]- Видео об автоматическом профилировании
- Различные уровни управления профилем перекомпоновки
- Пример термического профилировщика
- Пошаговое руководство по автоматическому профилированию
- Программное обеспечение для моделирования профиля
Ссылки
[ редактировать ]- ^ Перейти обратно: а б с «Метод количественной оценки характеристик теплового профиля» . КИК Термальный. Архивировано из оригинала 13 июля 2011 г. Проверено 30 сентября 2010 г.
- ^ Пирс, Рэй «Усовершенствование процесса посредством термического профилирования: цель термического профилирования — всегда повышать качество и сокращать отходы. Три истории болезни — порошковое покрытие, обжиг и оплавления припоем» Process Heating , 01 января 2005 г. [1 ]
- ^ «Высокоэффективное тепловое профилирование фотонных интегральных схем»
- ^ Капуста, Эвелин (2005), Использование теплового профилирования для мониторинга оптической обратной связи в полупроводниковых лазерах (Диссертация)
- ^ К. Гилл, М. Эпплтон и Г. Дж. Лай «Термическое профилирование для параллельного онлайн-мониторинга роста биомассы в миниатюрных биореакторах с перемешиванием», Biotechnology Letters , том 30, номер 9 / сентябрь 2008 г. [2]
- ^ Б. Страм и Б. Платтнер, «Термическое профилирование: прогнозирование характеристик обработки исходных материалов:» [3] Архивировано 17 ноября 2006 г., в Wayback Machine.
- ^ Арехарт, Грег Б.; Донелик, Раймонд А. (2006). «Термическое и изотопное профилирование Трубопроводной гидротермальной системы: применение к разведке месторождений золота типа Карлин». Журнал геохимических исследований . 91 (1–3): 27–40. Бибкод : 2006JCExp..91...27A . дои : 10.1016/j.gexplo.2005.12.005 . ISSN 0375-6742 .
- ^ Хьюстон, Пол Н; Брайан Дж. Луи; Дэниел Ф. Болдуин; Филипп Казмирович. «Избавление от боли при оплавании без свинца» (PDF) . Журнал без свинца. п. 3 . Проверено 10 декабря 2008 г.
- ^ Перейти обратно: а б с д и ж г час я О'Лири, Брайан; Майкл Лимберг (2009). Руководство по профилированию . ДиггиПод. ISBN 978-0-9840903-0-3 .
- ^ Методы крепления TC " [4] "
- ^ Автоматическое профилирование видео (Видео). КИК Термальный.
- ^ Архивировано в Ghostarchive и Wayback Machine : Автоматические системы профилирования Solderstar (APS) – НЕПРЕРЫВНЫЙ МОНИТОРИНГ ПРИ ПАЙКЕ ПЛАВЛЕНИЕМ . Ютуб .