Зачистка (металлообработка)
Эта статья включает список общих ссылок , но в ней отсутствуют достаточные соответствующие встроенные цитаты . ( июнь 2009 г. ) |
Зачистка или зачистка — это процесс разрезания материала на ломтики, обычно металла , но также кожи или ламината . Зачистку можно использовать вместо прокатки материала для придания ему формы, когда материал не должен подвергаться нагарту или не должен позже отбрасывать мелкие кусочки металла, что часто встречается в процессах холодной прокатки . Его также можно использовать для создания ребер на металлическом блоке, не сбривая деталь полностью.
В металлообработке зачистку можно использовать для удаления небольших участков материала или для создания тонких срезов в существующем материале, например, в радиаторах , где требуется большая площадь поверхности по сравнению с объемом куска металла.
Этот процесс включает в себя перемещение материала мимо прецизионных инструментов, имеющих точную форму, или мимо простых режущих инструментов . Инструменты обычно изготавливаются из соединений на основе карбида вольфрама . Для успешной резки требуется минимальная скорость подачи материала. металла На скоростях ниже скорости строгания или около 10 метров в минуту (33 фута в минуту) инструменты для затачивания могут вибрировать с высокой частотой, чтобы увеличить относительную скорость между инструментом и заготовкой.
В ранних машинах необходимо было точно позиционировать полосу относительно режущих инструментов, но в новых машинах используется технология плавающей подвески, которая позволяет инструментам определять местоположение путем контакта с материалом. Это допускает взаимную разницу в первоначальном положении примерно до 12 мм (0,47 дюйма) с последующим устойчивым автоматическим зацеплением.
Продукты, использующие эту технологию напрямую, - это автомобильные пружины ремней безопасности, большие силовых трансформаторов намоточные ленты , пластины глубокой печати , хомуты для кабелей и шлангов , ремни бензобака и пружины противовеса окон. Продукты, использующие этот процесс косвенно, представляют собой трубы и трубки, у которых край полосы аккуратно скашивается перед сгибанием в трубчатую форму и сваркой швов . Скошенные края обеспечивают сварку без точечных отверстий.
Еще одно применение зачистки металла — это гидравлические цилиндры круглое и гладкое отверстие цилиндра , где для правильного срабатывания требуется . Несколько ножей для зачистки круглого инструмента проходят через отверстие, образуя идеально круглое отверстие. Часто за второй операцией валкового полирования следует холодная обработка поверхности до зеркального блеска . Этот процесс распространен среди производителей гидравлических и пневматических цилиндров. [1] По сравнению с хонингованием, заточка и полировка роликами выполняются быстрее.
Заточка может применяться для нарезания зубьев , когда внутренние шестерни зачищаются дисковым резцом (а не фасонным или протяжным ) в процессе, аналогичном зубофрезерованию внешних шестерен. [2]
Радиаторы
[ редактировать ]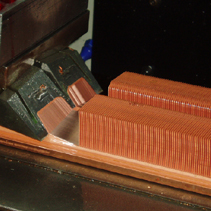
Обезжиривание также используется для изготовления радиаторов для систем охлаждения ПК. Кулер для ПК, созданный методом шлифования, имеет то преимущество, что основание и ребра радиатора изготовлены из единого куска материала (меди или алюминия), что обеспечивает улучшенный отвод тепла и передачу тепла от основания к ребрам. Кроме того, процесс заточки также увеличивает шероховатость ребер. В отличие от нижней стороны радиатора, которая должна быть гладкой для максимальной площади контакта с источником тепла, шероховатость ребер выигрывает от этой шероховатости, поскольку она увеличивает площадь поверхности ребер, с которой тепло рассеивается в воздух. Ребра можно сделать намного тоньше и ближе друг к другу, чем при экструзии или формовании листов, что может обеспечить более высокую теплопередачу в высокопроизводительных водоблоках для водяного охлаждения .
См. также
[ редактировать ]Ссылки
[ редактировать ]- ^ «Комбинированная шлифовка и полировка отверстий цилиндров» . Проверено 13 августа 2012 г.
- ^ Веппельманн, Э; Броньи, Дж. (март 2014 г.), «Прорыв в силовой заточке» , Gear Production: A Supplement to Modern Machine Shop : 7–12 , получено 11 марта 2014 г.