Чистота поверхности
Эта статья нуждается в дополнительных цитатах для проверки . ( ноябрь 2017 г. ) |
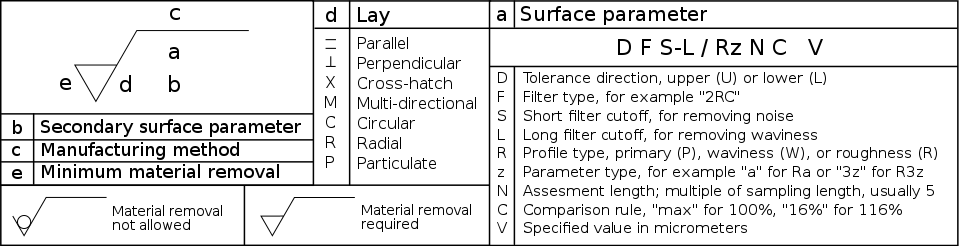
Отделка поверхности, также известная как текстура поверхности или топография поверхности, — это характер поверхности , определяемый тремя характеристиками: укладка, шероховатость поверхности и волнистость . [1] Он включает в себя небольшие локальные отклонения поверхности от идеально плоского идеала (настоящей плоскости ).
Текстура поверхности является одним из важных факторов, контролирующих трение и образование передаточного слоя при скольжении. Значительные усилия были предприняты для изучения влияния текстуры поверхности на трение и износ в условиях скольжения. Текстуры поверхности могут быть изотропными или анизотропными . Иногда во время скольжения могут наблюдаться явления прерывистого трения, в зависимости от текстуры поверхности.
Каждый производственный процесс (например, различные виды механической обработки ) создает текстуру поверхности. Процесс обычно оптимизируется, чтобы гарантировать, что полученную текстуру можно будет использовать. При необходимости будет добавлен дополнительный процесс для изменения исходной текстуры. Последний процесс может представлять собой шлифование (абразивную резку) , полировку , притирку , абразивоструйную обработку , хонингование , электроэрозионную обработку (EDM), фрезерование , литографию , промышленное травление / химическое фрезерование , лазерное текстурирование или другие процессы.
Класть
[ редактировать ]
Укладка — это направление преобладающего рисунка поверхности, обычно определяемое используемым методом производства. Этот термин также используется для обозначения направления намотки волокон и прядей веревки . [2]
Шероховатость поверхности
[ редактировать ]Шероховатость поверхности, обычно сокращенно называемая шероховатостью, является мерой общего количества разнесенных неровностей поверхности. [1] В технике это то, что обычно понимают под «чистотой поверхности». Меньшее число соответствует более мелким неровностям, т. е. более гладкой поверхности.
волнистость
[ редактировать ]Волнистость — это мера неровностей поверхности, расстояние между которыми больше, чем у шероховатости поверхности. Эти неровности обычно возникают из-за деформации , вибрации или отклонения во время обработки. [1]
Измерение
[ редактировать ]
Качество поверхности можно измерить двумя способами: контактным и бесконтактным . Контактные методы включают перетаскивание измерительного щупа по поверхности; эти инструменты называются профилометрами . К бесконтактным методам относятся: интерферометрия , конфокальная микроскопия , вариация фокуса , структурированный свет , электрическая емкость , электронная микроскопия , атомно-силовая микроскопия и фотограмметрия .
Спецификация
[ редактировать ]В США качество поверхности обычно определяется по стандарту ASME Y14.36M. Другим общим стандартом является стандарт Международной организации по стандартизации (ISO) 1302:2002, хотя он был отменен в пользу ISO 21920-1:2021. [3]
На качество поверхности в производстве влияет множество факторов. В процессах формования, таких как формование или формовка металлов , качество поверхности штампа определяет качество поверхности заготовки. При механической обработке взаимодействие режущих кромок и микроструктура разрезаемого материала способствуют окончательному качеству поверхности. [ нужна ссылка ]
Как правило, стоимость изготовления поверхности увеличивается по мере улучшения качества поверхности. [4] Любой производственный процесс обычно достаточно оптимизирован, чтобы гарантировать, что полученная текстура пригодна для использования по назначению детали. При необходимости будет добавлен дополнительный процесс для изменения исходной текстуры. Затраты на этот дополнительный процесс должны быть оправданы добавлением ценности тем или иным — главным образом улучшением функциональности или увеличением срока службы. Детали, которые имеют скользящий контакт с другими, могут работать лучше или прослужить дольше, если шероховатость ниже. Эстетическое улучшение может повысить ценность, если оно повысит продажи продукта.
Практический пример заключается в следующем. Производитель самолетов заключает договор с поставщиком на изготовление деталей. определенная марка стали Для детали указана , поскольку она достаточно прочная и твердая для выполнения функций детали. Сталь поддается механической обработке, хотя и не подвергается свободной обработке . Поставщик решает фрезеровать детали. При фрезеровании можно достичь заданной шероховатости (например, ≤ 3,2 мкм), если станочник использует пластины в концевой фрезе высшего качества и заменяет пластины после каждых 20 деталей (в отличие от необходимости резать сотни деталей перед заменой пластин). Нет необходимости добавлять вторую операцию (например, шлифовку или полировку) после фрезерования, если фрезерование выполнено достаточно хорошо (правильные пластины, достаточно частая замена пластин и чистая СОЖ ). Пластины и охлаждающая жидкость стоят денег, но затраты на шлифовку или полировку (больше времени и дополнительные материалы) обойдутся еще дороже. Отказ от второй операции приводит к снижению удельной стоимости и, следовательно, более низкой цене . конкуренция между поставщиками повышает важность таких деталей из второстепенных до решающих. Конечно, можно было изготовить детали несколько менее эффективным способом (две операции) за несколько более высокую цену; но только один поставщик может получить контракт, поэтому небольшая разница в эффективности усиливается конкуренцией и превращается в огромную разницу между процветанием и закрытием фирм.
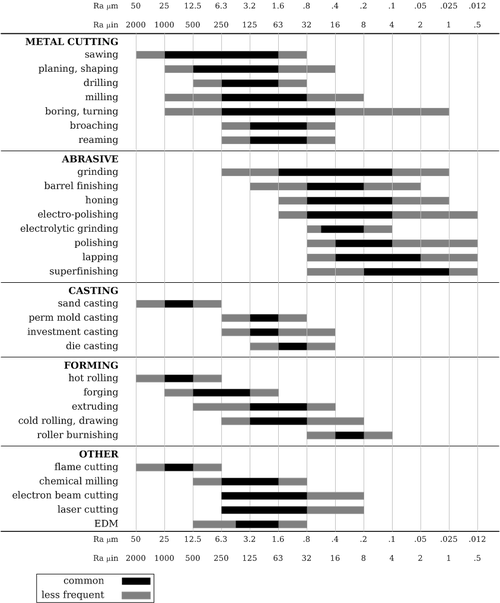
Точно так же, как разные производственные процессы производят детали с разными допусками, они также могут иметь разную шероховатость. Как правило, эти две характеристики связаны: точные по размерам производственные процессы создают поверхности с низкой шероховатостью. Другими словами, если процесс позволяет производить детали с узким допуском по размерам, детали не будут очень грубыми.
Из-за абстрактности параметров шероховатости поверхности инженеры обычно используют инструмент, имеющий различную шероховатость поверхности, созданную с помощью разных методов производства. [4]
См. также
[ редактировать ]Ссылки
[ редактировать ]- ^ Jump up to: а б с Дегармо, Блэк и Кохсер 2003 , с. 223.
- ^ Херкоммер, Марк (1995). FM 5-125: Методы, процедуры и приложения такелажа . Вашингтон, округ Колумбия: Министерство армии США.
- ^ «ISO 21920-1:2021 Геометрические спецификации продукции (GPS). Текстура поверхности. Профиль. Часть 1. Индикация текстуры поверхности» . Международная организация по стандартизации . Международная организация по стандартизации. Декабрь 2021 года . Проверено 20 февраля 2022 г.
- ^ Jump up to: а б Дегармо, Блэк и Кохсер 2003 , с. 227.
Библиография
[ редактировать ]- Дегармо, Э. Пол; Блэк, Джей Т.; Кохсер, Рональд А. (2003), Материалы и процессы в производстве (9-е изд.), Wiley, ISBN 0-471-65653-4 .