Полировка (металла)
Эта статья нуждается в дополнительных цитатах для проверки . ( октябрь 2008 г. ) |

Полирование – пластическая деформация поверхности вследствие скользящего контакта с другим предметом. Он разглаживает поверхность и делает ее более блестящей. Полирование может возникнуть на любой поверхности скольжения, если контактное напряжение локально превышает предел текучести материала. Это явление может возникать как непреднамеренно в виде отказа , так и намеренно в рамках металлообработки или производственного процесса . Это операция сжатия при холодной обработке .
Режим отказа (непреднамеренно)
[ редактировать ]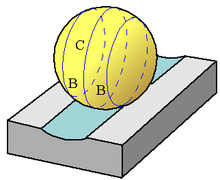
Действие закаленного шарика на более мягкую плоскую пластину иллюстрирует процесс полировки. Если мяч толкнуть прямо в пластину, в обоих объектах вокруг области их контакта возникают напряжения. По мере увеличения этой нормальной силы поверхности как шара, так и пластины деформируются.
Деформация, вызванная закаленным шариком, увеличивается с величиной прижимающей к нему силы. Если сила, действующая на него, мала, то при ее освобождении поверхность шара и пластины вернется к своей первоначальной недеформированной форме. В этом случае напряжения в пластине всегда меньше предела текучести материала, поэтому деформация носит чисто упругий характер. Поскольку было дано, что плоская пластина мягче шара, поверхность пластины всегда будет деформироваться сильнее.

Если применить большую силу, также произойдет пластическая деформация, и поверхность пластины будет необратимо изменена. После этого останется углубление в форме чаши, окруженное кольцом поднятого материала, смещенного мячом. Напряжения между шаром и пластиной более подробно описываются теорией напряжений Герца .
Перетаскивание мяча по тарелке будет иметь иной эффект, чем нажатие. В этом случае силу, действующую на шар, можно разложить на две составляющие силы: одну нормальную к поверхности пластины, прижимающую ее, и другую тангенциальную, тянущую ее вперед. По мере увеличения тангенциальной составляющей шарик начнет скользить по пластине. В то же время нормальная сила будет деформировать оба объекта, как и в статической ситуации. Если нормальная сила мала, шарик будет тереться о пластину, но не изменит ее поверхность навсегда. Трение создаст трение и тепло, но не оставит следов на пластине. Однако по мере увеличения нормальной силы напряжения на поверхности пластины в конечном итоге превысят предел текучести. Когда это произойдет, мяч прорвется через поверхность и создаст за собой впадину. Пахотное действие мяча – полирующее. Полировка также происходит, когда шар может вращаться, как это произошло бы в приведенном выше сценарии, если бы сверху была опущена другая плоская пластина, чтобы вызвать нагрузку вниз и в то же время вызвать вращение и перемещение шара, как в случае с шарикоподшипник.

Полировка также происходит на поверхностях, которые соответствуют друг другу, например, между двумя плоскими пластинами, но это происходит в микроскопическом масштабе. Даже самая гладкая поверхность будет иметь дефекты, если рассматривать ее при достаточно большом увеличении. Несовершенства, выходящие за пределы общей формы поверхности, называются неровностями , и они могут вспахивать материал на другой поверхности точно так же, как мяч, тянущийся по пластине. Комбинированный эффект многих из этих неровностей создает размазанную текстуру, которая ассоциируется с полировкой.
Влияние на скользящий контакт
[ редактировать ]Полирование механических компонентов обычно нежелательно по ряду причин, а иногда просто потому, что его последствия непредсказуемы. Даже легкая полировка существенно изменит качество поверхности детали. Первоначально поверхность будет более гладкой, но при повторяющемся скольжении на поверхности вдоль направления скольжения образуются бороздки. Пластическая деформация, связанная с полировкой, упрочнит поверхность и создаст сжимающие остаточные напряжения. Хотя эти свойства обычно выгодны, чрезмерное полирование приводит к образованию подповерхностных трещин, которые вызывают растрескивание - явление, при котором верхний слой поверхности отслаивается от основного материала.
Полировка также может повлиять на производительность машины . Пластическая деформация, связанная с полировкой, создает большее тепло и трение, чем просто трение. Это снижает эффективность машины и ограничивает ее скорость. Кроме того, пластическая деформация изменяет форму и геометрию детали. Это снижает точность и аккуратность станка. Сочетание повышенного трения и ухудшенной формы часто приводит к неконтролируемой ситуации, которая постоянно ухудшается, пока компонент не выйдет из строя.
Чтобы предотвратить деструктивное полирование, следует избегать скольжения, а в ситуациях качения нагрузки должны быть ниже порога отслаивания. В частях машины, скользящих относительно друг друга, можно установить роликоподшипники, чтобы компоненты находились в контакте качения, а не скольжения. Если скольжения избежать невозможно, между компонентами следует добавить смазку. Назначение смазки в этом случае — разделить компоненты смазочной пленкой, чтобы они не могли контактировать. Смазка также распределяет нагрузку по большей площади, поэтому местные контактные силы не такие высокие. Если смазка уже была, толщину ее пленки необходимо увеличить; обычно этого можно добиться за счет увеличения вязкости смазки.
В производстве (намеренно)
[ редактировать ]Полировка не всегда нежелательна. Если это происходит контролируемым образом, это может иметь желаемые последствия. Процессы полировки используются в производстве для улучшения размера, формы, качества поверхности или твердости поверхности заготовки. По сути, это операция формования, которая происходит в небольших масштабах. Преимущества полировки часто включают борьбу с усталостным разрушением, предотвращение коррозии и коррозии под напряжением, текстурирование поверхностей для устранения визуальных дефектов, закрытие пористости, создание поверхностных сжимающих остаточных напряжений .
Существует несколько форм процессов полировки, наиболее распространенными являются полировка роликами и полировка шариками (подвид которых также называется шаровой полировкой). В обоих случаях полировальный инструмент наезжает на заготовку и пластически деформирует ее поверхность. В некоторых случаях последнего случая (и всегда при баллизации) он трется, в первом вообще вращается и катится. Заготовка может иметь температуру окружающей среды или быть нагретой для уменьшения усилий и износа инструмента. Инструмент обычно закаливают и покрывают специальными материалами для увеличения срока его службы.
Полировка шаром, или шаровая обработка, является заменой других операций отделки отверстий, таких как шлифовка, хонингование или полировка. Инструмент для баллизации состоит из одного или нескольких шариков слишком большого размера, которые проталкиваются через отверстие. Инструмент похож на протяжку , но вместо того, чтобы срезать материал, он распахивает его. [1]
Полировка шаром также используется в качестве операции по удалению заусенцев. Это особенно полезно для удаления заусенцев в середине сквозного отверстия, просверленного с обеих сторон. [1]
Шаровые инструменты другого типа иногда используются во фрезерных центрах с ЧПУ для выполнения операции сферического фрезерования: закаленный шарик наносится по зигзагообразной траектории в держателе, аналогичном шариковой ручке, за исключением того, что «чернила» представляет собой переработанную смазку под давлением. Это сочетает в себе производительность механической обработки, которая достигается за счет «получистовой» резки, с лучшим качеством обработки, чем при медленной и трудоемкой чистовой резке. Скорость подачи при полировании связана с «ускоренным ходом», а не с чистовой обработкой.
Валковое полирование или поверхностная прокатка используется для заготовок цилиндрической, конической или дисковой формы. Инструмент напоминает роликовый подшипник, но ролики, как правило, имеют небольшую конусность, что позволяет точно регулировать диаметр их оболочки. Ролики обычно вращаются внутри сепаратора, как в роликовом подшипнике. Типичные области применения валковой полировки включают компоненты гидравлической системы, галтели вала и уплотнительные поверхности. [2] Можно осуществлять очень строгий контроль размера.
Полирование также в некоторой степени происходит в процессах механической обработки. При точении полирование происходит, если режущий инструмент неострый, если используется большой отрицательный передний угол , если используется очень маленькая глубина резания или если материал заготовки клейкий. По мере износа режущего инструмента он становится более тупым, а эффект полировки становится более выраженным. При шлифовании, поскольку абразивные зерна ориентированы хаотично и некоторые из них неострые, всегда происходит некоторое полирование. Это одна из причин, по которой шлифование менее эффективно и выделяет больше тепла, чем точение. При сверлении полирование происходит с помощью сверл, имеющих режущие кромки для полировки материала по мере его сверления. Обычные спиральные сверла или сверла с прямыми канавками имеют две площадки, через которые они проходят через отверстие. На дорновых сверлах имеется 4 и более лент, как у разверток.
Закрепка полировкой , также известная как закрепка заподлицо, цыганская закрепка или закрепка дробью, представляет собой технику закрепки, используемую при закрепке камня . Просверливается пространство, в которое вставляется камень так, чтобы поясок камня, точка максимального диаметра, находился чуть ниже поверхности металла. Инструмент для полировки используется для проталкивания металла вокруг камня, чтобы удерживать камень и придавать ему ровный вид, с полированной кромкой вокруг него. Этот тип оправы имеет долгую историю, но в современных ювелирных изделиях он возрождается.
См. также
[ редактировать ]Ссылки
[ редактировать ]- ^ Перейти обратно: а б Бакерджян, Рамон; Кабберли, WH (1989). Справочник инженера-инженера и инженера-технолога . Дирборн, Мичиган: Общество инженеров-технологов. стр. 45–7–45–11. ISBN 0-87263-351-9 .
- ^ Калпакджян, Серопа; Стивен Р. Шмид (2003). Процессы производства инженерных материалов . Пирсон Образование. п. 152. ИСБН 81-7808-990-4 . OCLC 66275970 .
Внешние ссылки
[ редактировать ]- Полировка металла (столовые приборы, олово, серебро) Спонсорская мастерская