Машина для подбора и размещения
В этой статье есть несколько проблем. Пожалуйста, помогите улучшить его или обсудите эти проблемы на странице обсуждения . ( Узнайте, как и когда удалять эти шаблонные сообщения )
|
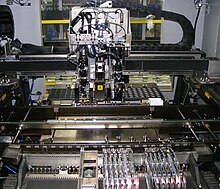


Системы размещения компонентов технологии поверхностного монтажа (SMT) , обычно называемые машинами для захвата и размещения или P&P, представляют собой роботизированные машины, которые используются для размещения устройств поверхностного монтажа (SMD) на печатной плате (PCB). Они используются для высокоскоростного и высокоточного размещения широкого спектра электронных компонентов (таких как конденсаторы , резисторы и интегральные схемы ) на печатных платах, которые, в свою очередь, используются в компьютерах , бытовой электронике, а также в промышленной, медицинской, автомобильной и военной технике. и телекоммуникационное оборудование. Аналогичное оборудование существует и для сквозных компонентов. [1] [2] Этот тип оборудования иногда используется для упаковки микрочипов методом перевернутой микросхемы .
История
[ редактировать ]1980-е и 1990-е годы
[ редактировать ]В то время на типичной сборочной линии SMT использовались два разных типа машин для захвата и размещения (P&P), расположенных последовательно.
Незаполненный картон подавался в машину для быстрой укладки. Эти машины, иногда называемые чип-шутерами , в основном размещают простые компоненты низкой точности, такие как резисторы и конденсаторы. Эти высокоскоростные машины P&P были построены по однобашенной схеме, способной устанавливать до двух десятков станций. По мере вращения турели станции, проходящие позади машины, захватывают детали из ленточных питателей, установленных на движущейся каретке. По мере того, как станция обходит револьверную головку, она проходит мимо оптической станции, которая рассчитывает угол, под которым была поднята деталь, что позволяет машине компенсировать смещение. Затем, когда станция достигает передней части турели, доска перемещается в правильное положение, сопло вращается, чтобы придать детали правильную угловую ориентацию, и деталь помещается на доску. Обычные чип-дробилки при оптимальных условиях могут производить до 53 000 деталей в час, или почти 15 деталей в секунду. [ нужна ссылка ]
Поскольку перемещается печатная плата, а не револьверная головка, таким образом можно размещать только легкие детали, которые не будут расшатываться из-за резкого движения печатной платы.
От высокоскоростной машины доска поступает на станок точного позиционирования. В этих машинах для захвата и размещения часто используются проверочные камеры с высоким разрешением и системы точной регулировки с помощью высокоточных линейных энкодеров на каждой оси, чтобы размещать детали более точно, чем на высокоскоростных машинах. Кроме того, прецизионные установочные машины способны обрабатывать более крупные детали или детали неправильной формы, такие как большие интегральные схемы или упакованные катушки индуктивности и подстроечные резисторы. В отличие от быстрых россыпей, в прецизионных россыпях обычно не используются сопла, установленные на револьверной головке, а вместо этого используется подвижная головка, поддерживаемая порталом. В этих прецизионных россыпях используются установочные головки с относительно небольшим количеством приемных сопел. Голова иногда имеет лазерный идентификатор, который сканирует отражающий маркер на плате ПК, чтобы сориентировать голову на плате. Детали извлекаются из ленточных податчиков или лотков, сканируются камерой (на некоторых машинах), а затем размещаются в нужном положении на плате. Некоторые машины также центрируют детали на головке с помощью двух рычагов, которые расположены близко к центру детали; затем голова поворачивается на 90 градусов, и руки снова смыкаются, чтобы снова центрировать деталь. Погрешность некоторых компонентов составляет менее полмиллиметра (менее 0,02 дюйма). [ нужна ссылка ]
2000 по настоящее время
[ редактировать ]Из-за огромной стоимости двух отдельных станков для размещения деталей, ограничений скорости чип-стрелков и негибкости станков производители электронных компонентов отказались от этой технологии. Чтобы преодолеть эти ограничения, они перешли на универсальные модульные, многоголовочные и многопортальные машины, в которых головки можно было быстро заменять на разные модули в зависимости от создаваемого продукта, на машины с несколькими мини-револьверными головками, способными размещать весь спектр компонентов с теоретической скоростью 136 000 компонентов в час. Самые быстрые машины могут иметь скорость до 200 000 CPH (компонентов в час). [3]
2010 г. и далее
[ редактировать ]Этот раздел содержит контент, написанный как реклама . ( июнь 2016 г. ) |
Замена головок на бортовых укладочных машинах потребовала большего количества головок и соответствующих запасных частей для разных головок, чтобы минимизировать время простоя. Установочные машины имеют универсальную головку, которая позволяет размещать компоненты размером от 0,4 × 0,2 мм до 50 × 40 мм. В дополнение к этому появилась новая концепция, согласно которой пользователь мог использовать производительность в периоды пиковой нагрузки. В наши дни в отраслевом подходе произошли большие изменения: больше внимания уделяется программным приложениям для этого процесса. Благодаря новым приложениям, таким как POP и размещение пластин на подложке, отрасль выходит за рамки традиционного размещения компонентов. Существует большая разница в потребностях пользователей SMT. Для многих высокоскоростные машины не подходят из-за стоимости и скорости. В связи с недавними изменениями в экономическом климате требования к размещению SMT становятся сосредоточены на универсальности машины, позволяющей работать короткими тиражами и быстрой перенастройкой. [ нужна ссылка ] Это означает, что более дешевые машины с системами технического зрения предоставляют доступный вариант для пользователей SMT. У машин нижнего и среднего класса больше пользователей, чем у сверхбыстрых систем размещения. [ нужна ссылка ]
Операция
[ редактировать ]Оборудование для размещения является частью более крупной машины, которая выполняет определенные запрограммированные шаги для создания сборки печатной платы . Несколько подсистем работают вместе, чтобы подобрать и правильно разместить компоненты на печатной плате. В этих системах обычно используются пневматические присоски , прикрепленные к устройству, напоминающему плоттер , что позволяет точно манипулировать чашкой в трех измерениях. Кроме того, каждое сопло может вращаться независимо.
Компонентные фиды
[ редактировать ]Компоненты для поверхностного монтажа размещаются вдоль передней (а часто и задней) поверхности машины. Большинство компонентов поставляются на бумажной или пластиковой ленте в катушках с лентой, которые загружаются в устройства подачи, установленные на машине. (ИС) большего размера Иногда интегральные схемы поставляются и размещаются в лотках, которые складываются в отсек. Более часто используемые микросхемы будут поставляться на лентах, а не в лотках или палочках. Усовершенствования в технологии подачи означают, что формат ленты становится предпочтительным методом подачи деталей на станках SMT.
Ранние питатели были намного более громоздкими и, как следствие, не предназначались для использования в качестве мобильной части системы. Скорее, сама печатная плата была установлена на движущейся платформе, которая выравнивала заполняемые области платы с головкой подачи сверху. [4]
Конвейерная лента
[ редактировать ]В середине машины проходит конвейерная лента, по которой перемещаются заготовки печатных плат, и зажим для печатных плат в центре машины. Плата зажимается, а сопла захватывают отдельные компоненты из устройств подачи/лотков, поворачивают их в правильном направлении и затем с высокой точностью размещают на соответствующих площадках печатной платы. Высокопроизводительные машины могут иметь несколько конвейеров для одновременного производства нескольких одинаковых или разных видов продукции.
Инспекционная и визуальная система
[ редактировать ]Деталь, транспортируемая от устройств подачи деталей по обе стороны конвейерной ленты к печатной плате, фотографируется снизу с помощью камеры высокого разрешения и системы освещения. Ее силуэт проверяется на предмет повреждений или отсутствия (не был поднят), а неизбежные ошибки регистрации при приеме измеряются и компенсируются при установке детали. Например, если при взятии деталь была смещена на 0,25 мм и повернута на 10°, головка захвата отрегулирует положение размещения, чтобы разместить деталь в правильном месте.
Некоторые машины имеют эти оптические системы на манипуляторе робота и могут выполнять оптические расчеты, не теряя времени, тем самым достигая более низкого коэффициента снижения мощности. Высококачественные оптические системы, установленные на головках, также можно использовать для сбора деталей о компонентах нестандартного типа и сохранения их в базе данных для дальнейшего использования. В дополнение к этому доступно современное программное обеспечение для мониторинга базы данных производства и взаимосвязей — от производственного цеха до цепочки поставок — в режиме реального времени. ASM предоставляет дополнительную функцию для повышения точности при размещении светодиодных компонентов на высококачественном продукте, где решающее значение имеет оптический центр светодиода, а не расчетный механический центр, основанный на структуре выводов компонента. Специальная система камер измеряет как физический, так и оптический центр и вносит необходимые корректировки перед размещением. Он также может получать изображения в режимах одного или нескольких полей обзора. [5]
Отдельная камера на головке захвата и размещения фотографирует контрольные метки на печатной плате, чтобы точно измерить ее положение на конвейерной ленте. ориентацию печатной платы и тепловое расширение Две контрольные метки, измеренные в двух измерениях каждая, обычно расположенные по диагонали, позволяют также измерять и компенсировать . Некоторые машины также могут измерять сдвиг печатной платы, измеряя третью контрольную отметку на печатной плате.
Вариации
[ редактировать ]Чтобы свести к минимуму расстояние, которое должен пройти приемный портал, на одном портале обычно размещают несколько сопел с раздельным вертикальным движением. Это позволяет забрать несколько деталей за одну поездку к устройствам подачи. Кроме того, передовое программное обеспечение машин нового поколения позволяет различным роботизированным головкам работать независимо друг от друга, что еще больше увеличивает производительность.
Компоненты могут быть временно приклеены к печатной плате с помощью самой влажной паяльной пасты или с помощью небольших капель отдельного клея , нанесенного с помощью устройства для нанесения клея, которое может быть встроено в устройство для захвата и размещения. Клей добавляется перед размещением компонентов. Дозируется форсунками или с помощью струйного дозирования. При струйном дозировании материал распределяется по направлению к цели, которой в данном случае является печатная плата.
См. также
[ редактировать ]Ссылки
[ редактировать ]- ^ «Пример сборки печатной платы» . Фудзи . Архивировано из оригинала 1 апреля 2018 года.
- ^ «SMT-JUKI, пионер «Многозадачной платформы JM-20» » . www.juki.co.jp. Архивировано из оригинала 08.12.2019 . Проверено 1 июня 2019 г.
- ^ «З:ТА-Р» . Ямаха Мотор Ко., Лтд .
- ^ Форд, Майкл. «Интернет-журнал Circuit Assembly — история программирования и оптимизации размещения» . Circuitsassembly.com . Проверено 10 мая 2016 г.
- ^ МАШИНЫ ДЛЯ ПОДЪЕМА И РАЗМЕЩЕНИЯ: Europlacer 1702 h (PDF) , InterElectronic, февраль 2017 г. , получено 27 января 2023 г.