Технология поверхностного монтажа
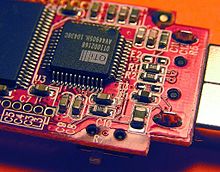


Технология поверхностного монтажа ( SMT ), первоначально называвшаяся планарным монтажом , [1] это метод, при котором электрические компоненты монтируются непосредственно на поверхность печатной платы (PCB). [2] Электрический компонент, установленный таким образом, называется устройством поверхностного монтажа ( SMD ). В промышленности этот подход в значительной степени заменил метод установки компонентов по технологии сквозных отверстий , во многом потому, что SMT позволяет повысить автоматизацию производства, что снижает затраты и повышает качество. [3] Это также позволяет разместить больше компонентов на заданной площади подложки. Обе технологии могут использоваться на одной плате, при этом технология сквозных отверстий часто используется для компонентов, не подходящих для поверхностного монтажа, таких как большие трансформаторы и силовые полупроводники с теплоотводом.
Компонент SMT обычно меньше своего аналога для сквозного монтажа, поскольку он либо имеет меньшие выводы, либо вообще не имеет выводов. Он может иметь короткие контакты или выводы различных стилей, плоские контакты, матрицу из шариков припоя ( BGA ) или выводы на корпусе компонента.
История
[ редактировать ]Технология поверхностного монтажа была разработана в 1960-х годах. К 1986 году компоненты для поверхностного монтажа составляли не более 10% рынка, но быстро набирали популярность. [4] К концу 1990-х годов в подавляющем большинстве высокотехнологичных электронных печатных плат преобладали устройства поверхностного монтажа. Большая часть новаторской работы в этой технологии была проделана IBM . Подход к проектированию, впервые продемонстрированный IBM в 1960 году в небольшом компьютере, позже был применен в цифровом компьютере ракеты-носителя, используемом в приборном блоке , который управлял всеми Saturn IB и Saturn V. транспортными средствами [5] Компоненты были механически переработаны, чтобы иметь небольшие металлические выступы или торцевые заглушки, которые можно было припаивать непосредственно к поверхности печатной платы. Компоненты стали намного меньше, а размещение компонентов на обеих сторонах платы стало гораздо более распространенным при поверхностном монтаже, чем при монтаже через отверстия, что позволило значительно увеличить плотность схем и уменьшить размеры печатных плат и, в свою очередь, машин или узлов, содержащих платы.
Часто поверхностного натяжения припоя достаточно, чтобы удерживать детали на плате; в редких случаях детали на нижней или «второй» стороне платы могут быть закреплены каплей клея, чтобы предотвратить выпадение компонентов внутри печей оплавления, если вес детали превышает предел в 30 г на квадратный дюйм площади площадки. [6] Клей иногда используется для удержания компонентов SMT на нижней стороне платы, если пайки волной для одновременной пайки компонентов SMT и сквозных отверстий используется процесс . В качестве альтернативы компоненты SMT и компоненты со сквозными отверстиями можно припаять на одной стороне платы без клея, если детали SMT сначала припаиваются оплавлением, а затем селективная паяльная используется маска, чтобы предотвратить оплавление припоя, удерживающего эти детали на месте, и детали уплывают при пайке волной. Поверхностный монтаж хорошо поддается высокой степени автоматизации, что снижает затраты на рабочую силу и значительно увеличивает производительность.
И наоборот, SMT плохо подходит для ручного или малоавтоматизированного изготовления, которое более экономично и быстрее для разового прототипирования и мелкосерийного производства, и это одна из причин, почему многие компоненты со сквозным отверстием все еще производятся. Некоторые SMD-элементы можно паять с помощью ручного паяльника с регулируемой температурой, но, к сожалению, те, которые очень малы или имеют слишком мелкий шаг выводов, невозможно паять вручную без дорогостоящего оборудования для оплавления припоя горячим воздухом. [ сомнительно – обсудить ] . SMD могут составлять от одной четверти до одной десятой размера и веса и от половины до одной четверти стоимости эквивалентных деталей со сквозным отверстием, но, с другой стороны, стоимость определенной детали SMT и эквивалентной детали со сквозным отверстием Деталь с отверстиями может быть очень похожей, хотя деталь SMT редко бывает дороже.
Распространенные сокращения
[ редактировать ]Различные термины описывают компоненты, технику и машины, используемые в производстве. Эти термины перечислены в следующей таблице: [3]
| срок СМП | Расширенная форма |
|---|---|
| СМД | Устройства поверхностного монтажа (активные, пассивные и электромеханические компоненты) |
| СМТ | Технология поверхностного монтажа (технология сборки и монтажа) |
| СМА | Сборка для поверхностного монтажа (модуль, собранный с помощью SMT) |
| СМК | Компоненты для поверхностного монтажа (компоненты для SMT) |
| МЛАДШАЯ СРЕДНЯЯ ШКОЛА | Корпуса для поверхностного монтажа (корпусные формы SMD) |
| Мы | Оборудование для поверхностного монтажа (станки для сборки SMT) |
Техника сборки
[ редактировать ]

Там, где необходимо разместить компоненты, на печатной плате обычно имеются плоские, обычно оловянно -свинцовые, серебряные или позолоченные медные площадки без отверстий, называемые площадками для пайки . Паяльная паста , липкая смесь флюса и крошечных частиц припоя, сначала наносится на все площадки припоя с помощью трафарета из нержавеющей стали или никеля с использованием процесса трафаретной печати . Его также можно наносить с помощью механизма струйной печати, аналогичного струйному принтеру . После оклейки доски поступают на подъемно-транспортные машины , где укладываются на конвейер. Компоненты, размещаемые на платах, обычно доставляются на производственную линию в виде бумажных/пластиковых лент, намотанных на катушки, или в пластиковых трубках. Некоторые крупные интегральные схемы поставляются в антистатических лотках. Машины для захвата и размещения с числовым программным управлением снимают детали с лент, трубок или лотков и помещают их на печатную плату. [7]
Затем платы транспортируются в печь для пайки оплавлением . Сначала они попадают в зону предварительного нагрева, где температура платы и всех компонентов постепенно и равномерно повышается, чтобы предотвратить тепловой удар. Затем платы попадают в зону, где температура достаточно высока, чтобы расплавить частицы припоя в паяльной пасте, соединяя выводы компонента с контактными площадками на печатной плате. Поверхностное натяжение расплавленного припоя помогает удерживать компоненты на месте, и если геометрия площадок для припоя рассчитана правильно, поверхностное натяжение автоматически выравнивает компоненты на своих площадках.
Существует несколько методов оплавления припоя. Один из них — использовать инфракрасные лампы; это называется инфракрасным оплавлением. Другой вариант – использовать конвекцию горячего газа . Другая технология, которая снова становится популярной, — это специальные фторуглеродные жидкости с высокими температурами кипения, в которых используется метод, называемый оплавления в паровой фазе. Из-за проблем с окружающей средой этот метод вышел из употребления до тех пор, пока не был принят закон о бессвинцовой пайке, который требует более жесткого контроля за пайкой. В конце 2008 года конвекционная пайка была самой популярной технологией оплавления с использованием стандартного воздуха или азота. Каждый метод имеет свои преимущества и недостатки. При использовании инфракрасной оплавки разработчик платы должен расположить плату так, чтобы короткие компоненты не попадали в тень высоких компонентов. Расположение компонентов менее ограничено, если проектировщик знает, что в производстве будет использоваться оплавление в паровой фазе или конвекционная пайка. После пайки оплавлением некоторые нестандартные или термочувствительные компоненты можно устанавливать и паять вручную или в крупномасштабной автоматизации с помощью сфокусированного инфракрасного луча (FIB) или локализованного конвекционного оборудования.
Если печатная плата двусторонняя, то процесс печати, размещения и оплавления можно повторить, используя либо паяльную пасту, либо клей для удержания компонентов на месте. Если пайки волновой пайкой используется процесс , то перед обработкой детали необходимо приклеить к плате, чтобы они не отплыли при расплавлении удерживающей их паяльной пасты.
После пайки платы можно промыть, чтобы удалить остатки флюса и случайные шарики припоя, которые могут закоротить близко расположенные выводы компонентов. Канифольный флюс удаляется с помощью фторуглеродных растворителей, растворителей с высокой температурой вспышки углеводородных или растворителей с низкой температурой вспышки, например, лимонена (полученного из апельсиновых корок), которые требуют дополнительных циклов промывки или сушки. Водорастворимые флюсы удаляются деионизированной водой и моющим средством с последующей обдувкой воздухом для быстрого удаления остатков воды. Однако большинство электронных сборок изготавливаются с использованием процесса «без очистки», при котором остатки флюса остаются на печатной плате, поскольку они считаются безвредными. Это экономит затраты на очистку, ускоряет производственный процесс и сокращает количество отходов. Однако обычно рекомендуется промывать сборку, даже если используется процесс «Без очистки», когда приложение использует очень высокочастотные тактовые сигналы (свыше 1 ГГц). Еще одной причиной удаления неотмываемых остатков является улучшение адгезии конформных покрытий. и материалы для подсыпки. [8] Независимо от того, очищать эти печатные платы или нет, текущая тенденция в отрасли предлагает тщательно пересмотреть процесс сборки печатных плат, в котором применяется «без очистки», поскольку остатки флюса, попавшие под компоненты и радиочастотные экраны, могут повлиять на сопротивление поверхностной изоляции (SIR), особенно на компонентах с высоким содержанием компонентов. доски плотности. [9]
Некоторые производственные стандарты, например стандарты, разработанные IPC (Ассоциацией производителей электроники), требуют очистки независимо от типа используемого припоя, чтобы обеспечить тщательную очистку платы. Правильная очистка удаляет все следы паяльного флюса, а также грязь и другие загрязнения, которые могут быть невидимы невооруженным глазом. No-Clean или другие процессы пайки могут оставлять «белые остатки», которые, согласно IPC, являются приемлемыми, «при условии, что эти остатки квалифицированы и задокументированы как безопасные». [10] Однако, хотя ожидается, что магазины, соответствующие стандарту IPC, будут соблюдать правила Ассоциации в отношении состояния бортов, не все производственные предприятия применяют стандарт IPC, и они не обязаны это делать. Кроме того, в некоторых приложениях, таких как дешевая электроника, такие строгие методы производства являются чрезмерными как по затратам, так и по времени.
Наконец, платы визуально проверяются на наличие отсутствующих или смещенных компонентов, а также паяных перемычек. [11] [12] При необходимости их отправляют на станцию доводки , где оператор-человек исправляет любые ошибки. Затем их обычно отправляют на испытательные станции ( внутрисхемное тестирование и/или функциональное тестирование) для проверки правильности их работы.
Системы автоматизированного оптического контроля (AOI) обычно используются при производстве печатных плат. Эта технология доказала свою высокую эффективность для улучшения процессов и достижения качества. [13]
Преимущества
[ редактировать ]
Основными преимуществами SMT по сравнению с более старым методом сквозного монтажа являются: [14] [15]
- Меньшие компоненты.
- Гораздо более высокая плотность компонентов (компонентов на единицу площади) и гораздо больше соединений на компонент.
- Компоненты могут быть размещены на обеих сторонах печатной платы.
- Более высокая плотность соединений, поскольку отверстия не блокируют пространство для трассировки ни на внутренних слоях, ни на задних слоях, если компоненты установлены только на одной стороне печатной платы.
- Небольшие ошибки в размещении компонентов исправляются автоматически, поскольку поверхностное натяжение расплавленного припоя выравнивает компоненты по контактным площадкам. (С другой стороны, компоненты со сквозными отверстиями не могут быть слегка смещены, поскольку, как только выводы проходят через отверстия, компоненты полностью выровнены и не могут сместиться вбок от совмещения.)
- Улучшенные механические характеристики в условиях ударов и вибрации (частично из-за меньшей массы и частично из-за меньшего количества кантилеверов)
- Меньшее сопротивление и индуктивность в соединении; следовательно, меньше нежелательных эффектов радиочастотного сигнала и лучшие и более предсказуемые характеристики на высоких частотах.
- Улучшенные характеристики ЭМС (меньшие излучаемые помехи) благодаря меньшей площади контура излучения (из-за меньшего размера корпуса) и меньшей индуктивности выводов. [16]
- Меньше отверстий нужно сверлить. (Сверление печатных плат требует много времени и денег.)
- Сокращение первоначальных затрат и времени на настройку массового производства за счет использования автоматизированного оборудования.
- Более простая и быстрая автоматизированная сборка. Некоторые машины для размещения способны размещать более 136 000 компонентов в час.
- Многие детали SMT стоят дешевле, чем эквивалентные детали со сквозными отверстиями.
Недостатки
[ редактировать ]- SMT может оказаться непригодным в качестве единственного метода крепления для компонентов, которые подвергаются частым механическим нагрузкам, например разъемов, используемых для взаимодействия с внешними устройствами, которые часто подключаются и отсоединяются. [ нужна ссылка ]
- Паяные соединения SMD могут быть повреждены заливочными компаундами, подвергающимися термоциклированию.
- Ручная сборка прототипа или ремонт на уровне компонентов более сложны и требуют квалифицированных операторов и более дорогих инструментов из-за небольших размеров и расстояния между выводами многих SMD. [17] Работа с небольшими компонентами SMT может быть затруднена и требует пинцета, в отличие от почти всех компонентов со сквозными отверстиями. В то время как компоненты со сквозными отверстиями остаются на месте (под действием силы тяжести) после установки и могут быть механически закреплены перед пайкой, отогнув два вывода на стороне пайки платы, SMD легко смещаются с места одним прикосновением припоя. железо. Без развитых навыков при пайке или распайке компонента вручную легко случайно переплавить припой соседнего SMT-компонента и непреднамеренно сместить его, что практически невозможно сделать со сквозными компонентами.
- Многие типы пакетов компонентов SMT не могут быть установлены в розетки , что обеспечивает легкую установку или замену компонентов для модификации схемы и легкую замену вышедших из строя компонентов. (Практически все сквозные компоненты могут быть установлены в раструбы.)
- SMD нельзя использовать напрямую со сменными макетами (быстрый инструмент для создания прототипов), требующий либо специальной печатной платы для каждого прототипа, либо установки SMD на держатель с выводами. Для создания прототипа конкретного SMD-компонента менее дорогую монтажную плату можно использовать . Кроме того, полосовой доски можно использовать макетные платы в виде , некоторые из которых включают в себя площадки для SMD-компонентов стандартного размера. Для прототипирования « мертвой ошибки ». можно использовать макет [18]
- Размеры паяных соединений при поверхностном монтаже быстро становятся намного меньше по мере развития технологии сверхмелкого шага. Надежность паяных соединений становится все более серьезной проблемой, поскольку для каждого соединения допускается все меньше и меньше припоя. Пустоты – это дефект, обычно связанный с паяными соединениями, особенно при оплавлении паяльной пасты при поверхностном монтаже. Наличие пустот может ухудшить прочность соединения и в конечном итоге привести к его разрушению. [19] [20]
- SMD, как правило, меньше, чем эквивалентные компоненты со сквозным отверстием, имеют меньшую площадь поверхности для маркировки, поэтому маркированные идентификационные коды деталей или значения компонентов должны быть более загадочными и меньшими, часто требуется увеличение для считывания, тогда как более крупный компонент со сквозным отверстием может быть читать и распознавать невооруженным глазом. Это недостаток для прототипирования, ремонта, доработки, обратного проектирования и, возможно, для налаживания производства.
Переработка
[ редактировать ]
Неисправные компоненты поверхностного монтажа можно отремонтировать с помощью паяльника (для некоторых соединений) или с помощью системы бесконтактной пайки. В большинстве случаев паяльная система является лучшим выбором, поскольку работа SMD паяльником требует значительных навыков и не всегда осуществима.
Переработка обычно исправляет тот или иной тип ошибок, сгенерированных человеком или машиной, и включает в себя следующие этапы:
- Растопите припой и удалите компоненты.
- Удалите остатки припоя (может не потребоваться для некоторых компонентов).
- Напечатайте паяльную пасту на печатной плате напрямую, путем нанесения или погружения.
- Поместите новый компонент и выполните перекомпоновку.
Иногда приходится ремонтировать сотни или тысячи одних и тех же деталей. Такие ошибки, если они связаны со сборкой, часто выявляются в процессе. Однако совершенно новый уровень доработок возникает, когда отказ компонента обнаруживается слишком поздно и, возможно, остается незамеченным до тех пор, пока с этим не столкнется конечный пользователь производимого устройства. Переработку также можно использовать, если продукты, имеющие достаточную ценность, чтобы оправдать ее, требуют доработки или реинжиниринга, например, для изменения одного компонента встроенного ПО. Переработка в больших объемах требует операции, предназначенной для этой цели.
По сути, существует два метода бесконтактной пайки/распайки: инфракрасная пайка и пайка горячим газом. [21]
Инфракрасный
[ редактировать ]При инфракрасной пайке энергия для нагрева паяного соединения передается длинно-, средне- или коротковолновым инфракрасным электромагнитным излучением.
Преимущества:
- Простая настройка
- Для процесса нагрева не требуется сжатый воздух (некоторые системы используют сжатый воздух для охлаждения)
- Нет необходимости использовать разные насадки для многих форм и размеров компонентов, что снижает затраты и необходимость замены насадок.
- Возможен очень равномерный нагрев при условии использования высококачественных систем ИК-нагрева.
- Щадящий процесс оплавления с низкой температурой поверхности при условии правильных настроек профиля.
- Быстрая реакция инфракрасного источника (зависит от используемой системы)
- Регулирование температуры в замкнутом контуре непосредственно на компоненте возможно с помощью термопары или пирометрического измерения. Это позволяет компенсировать различные воздействия окружающей среды и температурные потери. Позволяет использовать один и тот же температурный профиль для несколько разных узлов, поскольку процесс нагрева адаптируется автоматически. Позволяет (повторно) войти в профиль даже на горячих сборках.
- Возможна прямая установка целевых температур и градиентов профиля за счет прямого контроля температуры компонентов в каждом отдельном процессе пайки.
- Отсутствие повышенного окисления за счет сильного обдува паяных соединений горячим воздухом, снижает износ или сдувание флюса.
- Возможно документирование температуры, прошедшей на компоненте для каждого отдельного процесса доработки.
Недостатки:
- Чувствительные к температуре близлежащие компоненты должны быть защищены от тепла, чтобы предотвратить повреждение, что требует дополнительного времени для каждой платы.
- компонента Только для коротковолнового ИК-излучения: температура поверхности зависит от альбедо : темные поверхности будут нагреваться сильнее, чем более светлые поверхности.
- Возможны конвективные потери энергии на компоненте
- Атмосфера оплавления невозможна (но также не требуется)
Горячий газ
[ редактировать ]При пайке горячим газом энергия для нагрева паяного соединения передается горячим газом. Это может быть воздух или инертный газ ( азот ).
Преимущества:
- Некоторые системы позволяют переключаться между горячим воздухом и азотом.
- Стандартные и специальные сопла для конкретных компонентов обеспечивают высокую надежность и более быструю обработку.
- Разрешить воспроизводимые профили пайки (зависит от используемой системы)
- Эффективный нагрев, возможность передачи большого количества тепла.
- Равномерный нагрев пораженной части платы (зависит от качества используемой системы/насадки)
- Температура компонента никогда не превысит установленную температуру газа.
- Быстрое охлаждение после оплавления, приводящее к образованию мелкозернистых паяных соединений (зависит от используемой системы)
Недостатки:
- Тепловая мощность теплогенератора приводит к медленной реакции, в результате чего тепловые профили могут быть искажены (зависит от используемой системы)
- Для направления горячего газа к целевому компоненту необходимы точные, иногда очень сложные форсунки для горячего газа, ориентированные на конкретный компонент. Это может быть очень дорого.
- Сегодня сопла зачастую уже не могут осаждаться на печатной плате соседними компонентами, а это означает, что больше нет закрытой технологической камеры, и соседние компоненты могут сильно обдуваться сбоку. Это может привести к перегоранию соседних компонентов и даже к термическому повреждению. В этом случае соседние компоненты необходимо защитить от потока воздуха, например, заклеив их полиимидной лентой.
- Локальная турбулентность горячего газа может создавать горячие и холодные пятна на нагретых поверхностях, что приводит к неравномерному нагреву. Поэтому идеально сконструированные и высококачественные насадки просто необходимы!
- Завитки на краях компонентов, особенно у оснований и разъемов, могут нагревать эти края значительно сильнее, чем другие поверхности. Возможен перегрев (ожоги, плавление пластмассы)
- Потери от воздействия окружающей среды не компенсируются, поскольку в процессе производства не измеряется температура детали.
- Создание подходящего профиля оплавления требует этапа настройки и тестирования, в некоторых случаях состоящего из нескольких этапов.
- Прямой контроль температуры компонента невозможен, поскольку измерение фактической температуры компонента затруднено из-за высокой скорости газа (ошибка измерения!)
Гибридная технология
[ редактировать ]Гибридные ремонтные системы сочетают средневолновое инфракрасное излучение с горячим воздухом.
Преимущества:
- Простая настройка
- Горячий воздух с низкой скоростью потока, поддерживающий ИК-излучение, улучшает теплопередачу, но не может сдуть компоненты.
- Теплопередача не полностью зависит от скорости потока горячего газа на поверхности детали/сборки (см. горячий газ).
- Нет необходимости использовать разные насадки для многих форм и размеров компонентов, что снижает затраты и необходимость замены насадок.
- При необходимости возможна регулировка поверхности нагрева с помощью различных насадок.
- Возможен нагрев даже очень больших/длинных компонентов экзотической формы, в зависимости от типа верхнего нагревателя.
- Возможен очень равномерный нагрев при условии использования высококачественных гибридных систем отопления.
- Щадящий процесс оплавления с низкой температурой поверхности при условии правильных настроек профиля.
- Для процесса нагрева не требуется сжатый воздух (некоторые системы используют сжатый воздух для охлаждения)
- Регулирование температуры в замкнутом контуре непосредственно на компоненте возможно с помощью термопары или пирометрического измерения. Это позволяет компенсировать различные воздействия окружающей среды и температурные потери. Позволяет использовать один и тот же температурный профиль для несколько разных узлов, поскольку процесс нагрева адаптируется автоматически. Позволяет (повторно) войти в профиль даже на горячих сборках.
- Возможна прямая установка целевых температур и градиентов профиля за счет прямого контроля температуры компонентов в каждом отдельном процессе пайки.
- Отсутствие повышенного окисления за счет сильного обдува паяных соединений горячим воздухом, снижает износ или сдувание флюса.
- Возможно документирование температуры, прошедшей на компоненте для каждого отдельного процесса доработки.
Недостатки
- Чувствительные к температуре близлежащие компоненты должны быть защищены от тепла, чтобы предотвратить повреждение, что требует дополнительного времени для каждой платы. Экран должен закрывать также и поток газа.
- Возможны конвективные потери энергии на компоненте
Пакеты
[ редактировать ]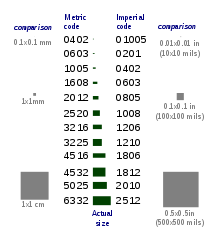
Компоненты для поверхностного монтажа обычно меньше своих аналогов с выводами и предназначены для обращения с ними машинами, а не людьми. В электронной промышленности имеются стандартизированные формы и размеры упаковки (ведущий орган по стандартизации — JEDEC ).
Идентификация
[ редактировать ]- Резисторы
- Для точности 5% резисторы SMD обычно маркируются значениями сопротивления с использованием трех цифр: двух значащих цифр и цифры множителя. Зачастую это белые буквы на черном фоне, но можно использовать и другие цветные фоны и надписи. Для резисторов SMD с точностью до 1% используется код, поскольку в противном случае три цифры не передают достаточно информации. Этот код состоит из двух цифр и буквы: цифры обозначают положение значения в серии значений E96 , а буква указывает множитель. [22]
- Конденсаторы
- Неэлектролитические конденсаторы обычно не имеют маркировки и единственным надежным методом определения их номинала является удаление из схемы и последующее измерение измерителем емкости или импедансным мостом. Материалы, используемые для изготовления конденсаторов, такие как танталат никеля, имеют разные цвета, и это может дать приблизительное представление о емкости компонента. [ нужна ссылка ] Обычно физический размер пропорционален емкости и (квадрату) напряжения для одного и того же диэлектрика. Например, конденсатор емкостью 100 нФ, 50 В может поставляться в той же упаковке, что и устройство емкостью 10 нФ, 150 В. SMD (неэлектролитические) конденсаторы, которые обычно представляют собой монолитные керамические конденсаторы, имеют одинаковый цвет корпуса на всех четырех сторонах, не закрытых торцевыми крышками. Электролитические конденсаторы SMD, обычно танталовые, и пленочные конденсаторы маркируются как резисторы двумя значащими цифрами и множителем в пикофарадах или пФ (10 −12 лошадь.)
- Индукторы
- Меньшая индуктивность с умеренно высокими номинальными токами обычно относится к типу ферритовых шариков. Они представляют собой просто металлический проводник, продетый через ферритовую бусину, и почти такие же, как их версии со сквозными отверстиями, но имеют торцевые крышки SMD, а не выводы. Они имеют темно-серый цвет и являются магнитными, в отличие от конденсаторов аналогичного темно-серого цвета. Эти типы ферритовых шариков ограничены небольшими значениями в диапазоне наногенри (нГн) и часто используются в качестве развязывающих устройств для шин питания или в высокочастотных частях схемы. Разумеется, катушки индуктивности и трансформаторы большего размера могут быть установлены через отверстия на одной и той же плате. Индукторы SMT с большими значениями индуктивности часто имеют витки проволоки или плоскую полоску вокруг корпуса или залиты прозрачной эпоксидной смолой, что позволяет видеть проволоку или полоску. Иногда ферритовый сердечник присутствует также . Эти типы с более высокой индуктивностью часто ограничиваются небольшими номинальными токами, хотя некоторые типы плоских ремешков могут выдерживать несколько ампер. Как и в случае с конденсаторами, номиналы компонентов и идентификаторы индукторов меньшего размера обычно не отмечаются на самом компоненте; если они не задокументированы или не напечатаны на печатной плате, измерение, обычно удаленное из схемы, является единственным способом их определения. На индукторах большего размера, особенно с проволочной обмоткой и большей площадью основания, значение обычно указывается вверху. Например, «330», что соответствует значению 33. мкГн .
- Дискретные полупроводники
- Дискретные полупроводники, такие как диоды и транзисторы, часто маркируются двух- или трехсимвольным кодом. Один и тот же код, указанный на разных упаковках или устройствах разных производителей, может быть переведен на разные устройства. Многие из этих кодов, используемые потому, что устройства слишком малы, чтобы их можно было маркировать более традиционными номерами, используемыми на более крупных упаковках, при просмотре корреляционного списка коррелируют с более знакомыми традиционными номерами деталей. Компания GM4PMK в Соединенном Королевстве подготовила корреляционный список , аналогичный список в формате .pdf , хотя эти списки не являются полными. также доступен
- Интегральные схемы
- производителя Как правило, корпуса интегральных схем достаточно велики, чтобы на них был напечатан полный номер детали, который включает в себя конкретный префикс производителя или значительную часть номера детали, а также название или логотип .
См. также
[ редактировать ]- Межплатные разъемы
- Чип-носитель
- Электроника
- Услуги по производству электроники
- Список размеров упаковки электроники
- Список типов упаковки интегральных схем
- Пластиковый держатель для чипов с выводами
- Конструкция «точка-точка»
- Печатная плата
- РоХС
- Оборудование для размещения SMT
- Технология сквозного отверстия
- Проволочная обмотка
- Код РКМ
Ссылки
[ редактировать ]- ^ Уильямс, Пол, изд. (1999). Состояние деятельности и план действий технологической отрасли (PDF) . Технология поверхностного монтажа. Совет поверхностного монтажа. Архивировано (PDF) из оригинала 28 декабря 2015 г.
- ^ «Технология поверхностного монтажа — обзор | Темы ScienceDirect» . www.sciencedirect.com . Проверено 30 сентября 2022 г.
- ^ Jump up to: а б Персонал, Исторический компьютер (19 мая 2022 г.). «(SMT) Технология поверхностного монтажа: значение, определение и примеры» . История-Компьютер . Проверено 30 сентября 2022 г.
- ^ Гарнер, Р.; Тейлор, Д. (1 мая 1986 г.). «Упаковка для поверхностного монтажа» . Журнал микроэлектроники . 17 (3): 5–13. дои : 10.1016/S0026-2692(86)80170-7 . ISSN 0026-2692 . Проверено 19 января 2021 г.
- ^ Шнеевайс, Скотт. Артефакт: память и печатные платы цифрового компьютера, LVDC, наведение, навигация и управление Saturn IB/V . Космоголик. Архивировано из оригинала 28 декабря 2015 г. Проверено 28 декабря 2015 г.
{{cite book}}:|work=игнорируется ( помогите ) - ^ «Оплавление двусторонней сборки» . ПРОЦЕСС МОНТАЖА НА ПОВЕРХНОСТЬ . Проверено 16 сентября 2020 г.
- ^ Йена, Ханингс (4 января 2016 г.). «Сборка печатной платы – Описание» . www.ourpcb.com . Проверено 7 февраля 2018 г.
- ^ «Почему Чистота-нет-Чистка?» . Журнал «Ассамблея» . Проверено 3 октября 2017 г.
- ^ «No-clean – это процесс, а не продукт» . www.ipc.org . Проверено 3 октября 2017 г.
- ^ IPC-A-610E, параграф 10.6.3.
- ^ Айоделе, Абиола. «SMT-производство: все, что вам нужно знать» . Веволвер . Проверено 30 сентября 2022 г.
- ^ «Производитель печатных плат с изготовлением печатных плат HDI для печатных плат и печатных плат» . www.hemeixinpcb.com . Проверено 30 сентября 2022 г.
- ^ Виториано, Педро (июнь 2016 г.). «3D-реконструкция паяных соединений на SMD на основе 2D-изображений» . Журнал СМТ . стр. 82–93.
- ^ Дас, Сантош (01 октября 2019 г.). «Преимущества и недостатки технологии поверхностного монтажа» . Учебное пособие по электронике | Лучший веб-сайт с учебными пособиями по электронике . Проверено 30 сентября 2022 г.
- ^ Команда, ВСЕ | Инженерное дело (07.05.2020). «Преимущества и недостатки технологии поверхностного монтажа при сборке печатных плат» . ВСЕ . Проверено 30 сентября 2022 г.
- ^ Монтроуз, Марк И. (1999). «Компоненты и ЭМС». ЭМС и печатная плата: дизайн, теория и компоновка стали проще . Уайли-Интерсайенс . п. 64. ИСБН 978-0780347038 .
- ^ Джадд, Майк; Бриндли, Кейт (1999). «Процессы пайки CS». Пайка в сборке электроники (2-е изд.). Ньюнес . п. 128. ИСБН 978-0750635455 .
- ^ Уильямс, Джим (1991). Методы высокоскоростных усилителей — помощник разработчика широкополосных схем (PDF) . Линейная технология . стр. 26–29, 98–121. Архивировано (PDF) из оригинала 28 декабря 2015 г. Проверено 28 декабря 2015 г.
{{cite book}}:|work=игнорируется ( помогите ) - ^ доктор Ли, Нин-Чэн; Ханс, Ванда Б. (1993). «Механизмы опорожнения в СМТ» . Технический документ Индийской корпорации . Проверено 28 декабря 2015 г.
- ^ ДерМардеросян, Аарон; Жионе, Винсент (1983). «Эффект захваченных пузырьков в припое, используемом для крепления безвыводных керамических держателей чипов». Симпозиум по физике надежности : 235–241. дои : 10.1109/ИРПС.1983.361989 . ISSN 0735-0791 . S2CID 11459596 .
- ^ «Два распространенных метода нагревания ремонтных работ — какой из них лучше?» . smt.iconnect007.com . Проверено 27 июля 2018 г.
- ^ «Код резистора SMD» . Руководство по резисторам. Архивировано из оригинала 28 декабря 2015 г. Проверено 28 декабря 2015 г.