Виноград
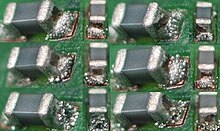
«Виноградность» — это явление, характеризующееся появлением нерасплавленных частиц припоя поверх массы припоя . Частично сросшийся припой напоминает гроздь винограда, отсюда и название явления. [1]
Причины
[ редактировать ]Частота появления винограда продолжает увеличиваться с тех пор, как он был впервые обнаружен в 2006 году. снижается по Вязкость флюса мере повышения температуры печи оплавления. Температура пайки оплавлением без свинца выше, что приводит к большему количеству винограда. Виноград также вызван повышенным окислением поверхности. Повышенное окисление поверхности является результатом меньших объемов отложений печатной пасты, что приводит к уменьшению соотношения площади поверхности к флюсу частиц припоя, что приводит к истощению флюса. Хотя паяльную пасту можно производить с использованием любого диапазона размеров, наблюдается тенденция к более мелкому размеру частиц, особенно для мелкозернистой трафаретной печати. [2] Частицы более мелкого размера оказывают дополнительное давление на флюс паяльной пасты, удаляя поверхностные оксиды, в результате чего наружная часть соединения не полностью слипается, создавая неровную поверхность, известную как виноградная лоза. [1] [3]
Резолюции
[ редактировать ]Явление «виноградности» можно решить, используя подходящие материалы для припоя в дополнение к правильным настройкам профиля оплавления. Доступны припои, которые обеспечивают более узкий диапазон распределения, а также высокий барьер против окисления. Этот барьер не только улучшает отделение пасты от трафарета, но и обеспечивает идеальное соотношение площади поверхности к объему. Эти характеристики припоя помогают устранить явление скатывания. Будущие составы флюсов для паяльной пасты обеспечат достаточную активность в сочетании с возможностью снижения повторного окисления. Такое сочетание означает, что сбор винограда может быть решен по мере его возникновения, что идеально подходит для миниатюризации . процессов [3]
При настройке профиля оплавления также необходимо предпринять шаги, чтобы уменьшить количество теплового воздействия на паяльную пасту во время процесса оплавления и предотвратить образование дефектов:
- Выбирайте профиль постепенного достижения пика, а не профиль выдержки.
- Отрегулируйте скорость ленты, чтобы уменьшить общее время пребывания в печи до рекомендуемой скорости изменения температуры 1 °C/секунду от температуры окружающей среды до пиковой температуры.
- Используйте максимальную температуру в диапазоне 235–240 °C.
- Сократите время над ликвидусом (TAL) до 40–60 секунд. [4]
Ссылки
[ редактировать ]- ^ Jump up to: а б «Настоящие и будущие технологии пайки: как развиваются новые порошки, химические активаторы и эпоксидные флюсы для промышленного использования».
- ^ " "Основы паяльной пасты" " . Архивировано из оригинала 12 ноября 2010 г. Проверено 16 февраля 2011 г.
- ^ Jump up to: а б «Передовые методы профилирования оплавления для бессвинцовой сборки SMT»
- ^ "Советы по профилированию припоя оплавления - виноград