Дуговая сварка порошковой проволокой
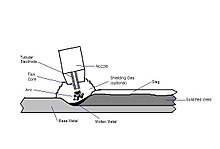
Дуговая сварка порошковой проволокой ( FCAW или FCA ) — это полуавтоматический или автоматический процесс дуговой сварки . Для FCAW требуется плавящийся трубчатый электрод с непрерывной подачей, содержащий флюс и источник сварочного тока постоянного напряжения или, реже, постоянного тока источник сварочного тока . Иногда используется подаваемый извне защитный газ , но часто сам флюс обеспечивает необходимую защиту от атмосферы, создавая как газовую защиту, так и жидкий шлак , защищающий сварной шов.
Типы
[ редактировать ]Один тип FCAW не требует защитного газа. Это становится возможным благодаря флюсовому сердечнику трубчатого расходуемого электрода. Однако это ядро содержит больше, чем просто флюс. Он также содержит различные ингредиенты, которые при воздействии высоких температур сварки создают защитный газ для защиты дуги. Этот тип FCAW привлекателен тем, что он портативен и обычно хорошо проникает в основной металл. Кроме того, не следует учитывать ветреную погоду. Некоторые недостатки заключаются в том, что этот процесс может привести к образованию чрезмерного вредного дыма (что затрудняет просмотр сварочной ванны). Как и во всех сварочных процессах, необходимо выбрать правильный электрод для получения необходимых механических свойств. Навыки оператора являются важным фактором, поскольку неправильные манипуляции с электродами или настройка машины могут привести к образованию пор .
В другом типе FCAW используется защитный газ, который должен поступать из внешнего источника. Неофициально это известно как сварка «двойным щитом». Этот тип FCAW был разработан в первую очередь для сварки конструкционных сталей. Фактически, поскольку здесь используется как порошковый электрод, так и внешний защитный газ, можно сказать, что это комбинация газового металла ( GMAW ) и FCAW. Наиболее часто используемыми защитными газами являются либо прямой диоксид углерода, либо смеси диоксида углерода аргона. Чаще всего используется смесь 75% аргона и 25% углекислого газа. [1] Этот конкретный стиль FCAW предпочтителен для сварки более толстых и смещенных металлов. Шлак , образовавшийся под действием флюса, также легко удалить. Основными преимуществами этого процесса является то, что в условиях закрытого цеха он обычно обеспечивает сварные швы с лучшими и более стабильными механическими свойствами и с меньшим количеством дефектов сварки, чем процессы SMAW или GMAW. На практике это также позволяет повысить производительность, поскольку оператору не нужно периодически останавливаться для замены нового электрода, как в случае с SMAW. Однако, как и GMAW, его нельзя использовать в ветреную погоду, поскольку потеря защитного газа из потока воздуха приведет к образованию пор в сварном шве.
Переменные процесса
[ редактировать ]- Скорость подачи проволоки
- Напряжение дуги
- Удлинитель электрода
- Скорость движения
- Углы электродов
- Тип электродной проволоки
- Состав защитного газа (при необходимости)
- Обратная полярность (положительный электрод) используется для газонепроницаемого провода FCAW, прямая полярность (отрицательный электрод) используется для самозащитного провода FCAW.
- Расстояние между контактным наконечником и рабочим расстоянием (CTWD)
Преимущества и применение
[ редактировать ]- FCAW может представлять собой «всепозиционный» процесс с использованием подходящего присадочного металла (плавящегося электрода).
- Для некоторых проводов не требуется защитный газ, что делает их пригодными для сварки на открытом воздухе и/или в ветреную погоду.
- Высокоскоростной процесс напыления (скорость нанесения присадочного металла) в установках 1G/1F/2F.
- Некоторые «высокоскоростные» (например, автомобильные) приложения.
- По сравнению с SMAW и GTAW , от операторов требуется меньше навыков.
- Требуется меньше предварительной очистки металла
- Металлургические преимущества от флюса, например, защита металла сварного шва от внешних факторов до тех пор, пока шлак не отщепится.
- Вероятность пористости очень низкая
- Требуется меньше оборудования, легче передвигаться (нет газового баллона)
Используется для следующих сплавов:
- Мягкие и низколегированные стали
- Нержавеющие стали
- Некоторые сплавы с высоким содержанием никеля
- Некоторые сплавы для износостойких/поверхностных покрытий
Недостатки
[ редактировать ]Конечно, при FCAW могут возникать все обычные проблемы, возникающие при сварке, такие как неполное сплавление основных металлов, шлаковые включения ( неметаллические включения ) и трещины в сварных швах. Но есть несколько проблем, связанных с FCAW, на которые стоит обратить особое внимание:
- Расплавленный контактный наконечник – когда контактный наконечник фактически контактирует с основным металлом, сплавляя их и расплавляя отверстие на конце.
- Неравномерная подача проволоки – обычно механическая проблема.
- Пористость – газы (особенно из флюсовой сердцевины) не выходят из зоны сварки до затвердевания металла, оставляя отверстия в свариваемом металле.
- Более дорогой присадочный материал/проволока по сравнению с GMAW.
- Количество образующегося дыма может значительно превышать количество дыма при использовании SMAW, GMAW или GTAW. [2]
- Для замены присадочных металлов необходимо заменить всю катушку. Это может быть медленным и трудным процессом по сравнению с заменой присадочного металла для SMAW или GTAW.
Ссылки
[ редактировать ]- ^ " "Выбор защитного газа для порошковой сварки" " . Архивировано из оригинала 02 марта 2019 г. Проверено 02 марта 2019 г.
- ^ Американское общество инженеров по безопасности, являются ли сварочные дымы фактором риска для здоровья на производстве? Архивировано 21 июля 2013 г. в Wayback Machine.
- Американское общество сварщиков, Справочник по сварке, Том 2 (9-е изд.)
- «Сварка порошковой проволокой». Сварочные процедуры и методы. 23 июня 2006 г. Американские металлургические консультанты. 13 сентября 2006 г. < http://www.weldingengineer.com/1flux.htm >.
- Грувер, Микелл П. Основы современного производства. Второй. Нью-Йорк: John Wiley & Sons, INC, 2002.
- «Сплошная проволока и порошковая проволока – когда их использовать и почему». Miller Electric Mfg. Co., 13 сентября 2006 г. < http://www.millerwelds.com/education/articles/article62.html. Архивировано 15 октября 2006 г. в Wayback Machine >.
- История дуговой сварки порошковой проволокой до 1950-х годов