Кастинг

Литье — это производственный процесс, при котором жидкий материал обычно заливают в форму , содержащую полую полость желаемой формы, а затем дают ему затвердеть. Затвердевшая деталь также известна как отливка, которую выбрасывают или выламывают из формы для завершения процесса. Литейными материалами обычно являются металлы или различные материалы, схватывающиеся во времени, которые отверждаются после смешивания двух или более компонентов; примерами являются эпоксидная смола , бетон , штукатурка и глина . Литье чаще всего используется для изготовления сложных форм, которые в противном случае было бы сложно или неэкономично изготовить другими методами. Тяжелое оборудование, такое как станины станков, гребные винты кораблей и т. д., можно легко отлить требуемого размера, а не изготавливать путем соединения нескольких небольших деталей. [1] Литье — это процесс, которому 7000 лет. Самая старая сохранившаяся отливка — медная лягушка, датированная 3200 годом до нашей эры. [2]
История [ править ]
На протяжении всей истории литье из металла использовалось для изготовления инструментов, оружия и религиозных предметов. Историю и развитие металлического литья можно проследить в Южной Азии (Китай, Индия, Пакистан и т. д.). [3] Традиции и религии Южной Азии во многом опирались на отливки статуй и реликвий. [4] Эти предметы часто изготавливались из медного сплава с примесью свинца. [5] С момента появления металлургии большинство отливок представляло собой простые одно- или двухкомпонентные формы, изготовленные из камня или керамики. Тем не менее, есть свидетельства существования потерянных восковых отливок во многих древних цивилизациях. [4]

Процесс выплавки воска зародился в древней Месопотамии . Самая ранняя известная запись о литье по восковой модели — это глиняная табличка, написанная клинописью в древнем городе Спарта, Вавилон, на которой конкретно записано, сколько воска необходимо для отливки ключа. [6] Самые ранние известные отливки в мировых археологических находках были сделаны в открытых каменных формах. [7] Существует два типа методов выплавки воска: прямой метод выплавки воска и непрямой метод выплавки воска. Метод прямого формования заключается в изготовлении воскового материала в той же восковой форме, что и отливка, вручную или с помощью других инструментов; метод непрямого формования заключается в изготовлении восковой формы через форму. Метод прямой литья требует от мастеров высокого технического уровня, в противном случае качество отливок не может быть гарантировано. Однако ограничением ручного прямого формования является то, что его эффективность слишком низка для достижения массового производства. В этом отношении непрямое формование имеет преимущества. При непрямом формовании мастера обычно изготавливают формы из камня, дерева, глины или других пластических материалов. [8]
Ранние цивилизации обнаружили, что свинец способствует текучести расплавленной меди, что позволяет им отливать более сложные конструкции. Например, танцовщица из Мохенджо-Даро представляет собой отливку из медного сплава, скорее всего, с использованием техники выплавляемого воска. [4] Отливка по выплавляемым моделям может быть датирована 4000 годом до нашей эры или периодом энеолита. [4] Одним из старейших изученных примеров этой техники является 6000-летний амулет цивилизации долины Инда . [9]
Индию считают одной из первых цивилизаций, которая использовала методы литья для массового производства монет. Примерно в середине первого тысячелетия до нашей эры (1000 г. до н.э. – 1 г. до н.э.) используемые монеты изготавливались из серебра, но по мере развития тысячелетия монеты перешли на литой медный сплав. [4] Была разработана новая технология для массового производства новых медных монет. Была представлена многокомпонентная штабелируемая форма для шаблонов монет. Несколько форм были помещены друг на друга в глиняный цилиндр, чтобы расплавленный металл мог выливаться по центру, заполняя и затвердевая в открытых пространствах. [4] Этот процесс позволил производить одновременно сто монет. [4]
На Ближнем Востоке и в Западной Африке техника выплавляемого воска использовалась очень рано в их металлургических традициях, тогда как Китай перенял ее намного позже. Считается, что в Западной Европе методы выплавляемого воска практически не использовались, особенно по сравнению с цивилизацией долины Инда. [4] (1600-1040 гг. до н.э.) в столице Аньяна Во времена династии Шейн не было обнаружено кусков утраченного воска , но было обнаружено большое количество (100 000 штук) фрагментов литейных форм. Это позволило сделать вывод, что при этой династии в столице не исполнялись восковые фигурки. Однако обнаружение маски, изготовленной с использованием литья по выплавляемым моделям, датируемой примерно 1300 годом до нашей эры, указывает на то, что техника выплавляемого воска могла повлиять на другие регионы Китая. [10]
Историки спорят о происхождении пушки, но большинство свидетельств указывает на Турцию и Среднюю Азию в 18 и 19 веках. Процесс литья пушки немного сложнее: используется глиняный сердечник, шаблон, вокруг которого формуется глина, а затем выламывается с последующей сборкой в литейной яме, которая включает в себя связывание отливки железными лентами. [4]
Типы [ править ]
Металл [ править ]

При металлообработке металл нагревают до жидкого состояния, а затем заливают в форму. Форма представляет собой полую полость, которая имеет желаемую форму, но форма также включает в себя направляющие и стояки , которые позволяют металлу заполнять форму. Затем форму и металл охлаждают до тех пор, пока металл не затвердеет. Затвердевшую деталь (отливку) затем извлекают из формы. Последующие операции удаляют излишки материала, образовавшиеся в процессе литья (например, полозья и подступенки).
Гипс, бетон пластичная или смола
Гипс и другие материалы химического отверждения, такие как бетон и пластиковая смола, могут быть отлиты с использованием одноразовых форм для отходов , как указано выше, многоразовых «штучных» форм или форм, изготовленных из небольших жестких кусочков или гибких материалов, таких как латексная резина (которая в свою очередь поддерживается внешней формой). При отливке гипса или бетона поверхность материала плоская и непрозрачная. Часто на поверхность наносятся местные средства. Например, роспись и травление можно использовать таким образом, чтобы придать изделию вид металла или камня. Альтернативно, материал изменяется в процессе первоначального литья и может содержать цветной песок, придающий вид камня. Отливая бетон, а не гипс, можно создавать скульптуры, фонтаны или сиденья для использования на открытом воздухе. Имитация высококачественного мрамора может быть сделана с использованием определенных химически отверждаемых пластиковых смол (например, эпоксидной или полиэфирной смолы , которые представляют собой термореактивные полимеры ) с добавлением каменного порошка для окраски, часто с использованием нескольких цветов. Последнее является распространенным способом изготовления. умывальники, столешницы для умывальников и душевые кабины, с умелой обработкой нескольких цветов, в результате чего имитируются узоры пятен, которые часто встречаются в натуральных материалах. мрамор или травертин .
Феттинг [ править ]
Необработанные отливки часто содержат неровности, вызванные швами и дефектами форм. [10] а также отверстия для заливки материала в формы. [11] Процесс резки, шлифования, бритья или шлифования этих ненужных кусочков на английском языке в Великобритании называется «обработка». [12] [13] В наше время были разработаны роботизированные процессы для выполнения некоторых наиболее повторяющихся частей процесса зачистки. [14] но исторически кузнечники выполняли эту тяжелую работу вручную, [5] и зачастую в условиях, опасных для их здоровья. [15] Обшивка может значительно увеличить стоимость конечного изделия, и конструкторы форм стремятся свести ее к минимуму за счет формы формы, отливаемого материала, а иногда и за счет включения декоративных элементов. [16] [10]
Моделирование процесса литья [ править ]
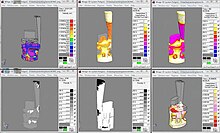
Моделирование процесса литья использует численные методы для расчета качества литых деталей с учетом заполнения формы, затвердевания и охлаждения, а также обеспечивает количественный прогноз механических свойств отливки, термических напряжений и деформации. Моделирование точно описывает качество отлитого компонента еще до начала производства. Литейная оснастка может быть спроектирована с учетом требуемых свойств компонентов. Это имеет преимущества, помимо сокращения количества отбора проб перед производством, поскольку точная компоновка всей литейной системы также приводит к экономии энергии , материалов и инструментов.
Программное обеспечение помогает пользователю при проектировании компонентов, определении технологии плавки и метода литья, а также при изготовлении моделей и форм, термообработке и отделке. Это экономит затраты на всем пути изготовления отливки.
Моделирование процесса литья изначально разрабатывалось в университетах с начала 70-х годов , в основном в Европе и США , и считается наиболее важной инновацией в технологии литья за последние 50 лет. С конца 80-х годов доступны коммерческие программы (такие как PoligonSoft, AutoCAST и Magma), которые позволяют литейным заводам получить новое представление о том, что происходит внутри формы или штампа в процессе литья. [17]
См. также [ править ]
- Центробежное литье (промышленное) - метод литья, который обычно используется для отливки тонкостенных цилиндров.
- Пробка сердечника - затвор для керновых отверстий, отлитых в песчаные формы, на блоках двигателей внутреннего сгорания с водяным охлаждением.
- Литье под давлением – процесс литья металлов.
- Литье стекла - процесс изготовления предметов из расплавленного стекла.
- Литье по выплавляемым моделям - Промышленный процесс, основанный на литье по выплавляемым моделям.
- Литье по выплавляемым моделям - тип процесса литья методом испарения.
- Литье по выплавляемым моделям - процесс, при котором дубликат металлической скульптуры отливается из оригинальной скульптуры.
- Формование (процесс) – придание жидкому или пластиковому материалу формы путем придания ему соответствия более жесткой форме.
- Гипсовое литье (процесс) [18] - Процесс литья в песок с использованием гипса для заполнения зазоров.
- Литье в постоянные формы - процесс литья металла с использованием многоразовых форм.
- Быстрое литье – использование 3D-печати для создания одноразовых моделей.
- Литье в песчаные формы - процесс литья металла с использованием песка в качестве материала формы.
- Шликерное литье - Техника изготовления керамики.
- Литье под давлением - метод литья, при котором к охлаждающемуся металлу применяется очень высокое давление.
Ссылки [ править ]
- ^ Дегармо, Э. Пол; Блэк, Джей Т.; Кохсер, Рональд А. (2003), Материалы и процессы в производстве (9-е изд.), Wiley, с. 277, ISBN 0-471-65653-4
- ^ Рави, Б. (2005), Литье металла: компьютерное проектирование и анализ (1-е изд.), PHI, ISBN 81-203-2726-8
- ^ Дэйви, Кристофер Дж. (2009). Дж. Мэй; Т.е. Ререн (ред.). Ранняя история литья по выплавляемым моделям . Лондон. стр. 147–154.
{{cite book}}:|work=игнорируется ( помощь ) CS1 maint: отсутствует местоположение издателя ( ссылка ) - ↑ Перейти обратно: Перейти обратно: а б с д и ж г час я Крэддок, Пол Т. (8 октября 2014 г.). «Традиции литья металлов в Южной Азии: преемственность и инновации». Индийский журнал истории науки . 50 (1): 55–82.
- ↑ Перейти обратно: Перейти обратно: а б Джейн Л. Бассетт; Пегги Фогельман; Дэвид А. Скотт; Рональд К. Шмидтлинг (2008). Представлен мастер: Адриан де Врис, скульптор из бронзы . Публикации Гетти. стр. 269–. ISBN 978-0-89236-919-5 .
- ^ Хант, Л.Б. (1980). Долгая история литья по выплавляемым моделям, Золотой бюллетень . п. 66-79.
- ^ Пэн, Пэн (2020). Металлообработка в Китае бронзового века: процесс по выплавляемым моделям . Камбрия Пресс. п. 5.
- ^ Файнберг, Уилберт (1983). Литье по выплавляемым моделям: Руководство для практикующего .
- ^ Тури, М.; и др. (2016). «Фотолюминесцентные изображения с высокой пространственной динамикой раскрывают металлургию самого раннего объекта, отлитого по выплавляемым моделям». Природные коммуникации. 7. дои: 10.1038/ncomms13356.
- ↑ Перейти обратно: Перейти обратно: а б с Гордон Эллиотт (2006). Аспекты истории керамики: серия статей, посвященных керамическому артефакту как свидетельству культурного и технического развития . Гордон Эллиотт. стр. 52–. ISBN 978-0-9557690-0-9 .
- ^ Б. Рави (1 января 2005 г.). Литье металлов: компьютерное проектирование и анализ . PHI Learning Pvt. ООО, стр. 92–. ISBN 978-81-203-2726-9 .
- ^ Т.Ф. Уотерс (11 сентября 2002 г.). Основы производства для инженеров . ЦРК Пресс. стр. 17–. ISBN 978-0-203-50018-7 .
- ^ Джеймс Т. Фрейн (1994). Иллюстрированный словарь строительных терминов для мастера . Книжная компания «Мастер». стр. 126 –. ISBN 978-1-57218-008-6 .
- ^ Британский литейщик . 1986. с. 80.
- ^ Сидни Поллард (1993). История труда в Шеффилде . Возрождение Грегга. стр. 284–285. ISBN 978-0-7512-0215-1 .
- ^ Железо и сталь . Луи Кассье. 1971. с. 80.
- ^ Н. Хансен, Эрвин Флендер и Йорг К. Штурм. «Тридцать лет моделирования процесса литья» . Международный журнал металлообработки . 4 . дои : 10.1007/BF03355463 .
- ^ «Процесс литья гипса» . Архивировано из оригинала 26 мая 2020 г.
Дальнейшее чтение [ править ]
- Кэмпбелл, Джон (2003), Кастинг (2-е изд.), Баттерворт-Хайнеманн, ISBN 0-7506-4790-6 .