Скользящее литье




Скользительное литье , или шликерное литье , представляет собой метод формования керамики , широко используемый в промышленности и гончарами для изготовления керамических форм. Этот метод обычно используется для формирования сложных форм, таких как фигуративная керамика, которую трудно воспроизвести вручную или другими методами формования. [1] Техника включает в себя глиняную массу , обычно приготовленную в бланжере , которую заливают в гипсовые формы и позволяют сформировать слой, отливку , на внутренних стенках формы.
Он подходит для последовательного и точного формирования сложных форм. [2] [3] Это стандартный метод формования сантехнических изделий, таких как унитазы и раковины, и он обычно используется для изготовления небольших предметов, таких как статуэтки и чайники . [4] [5] [6]
История
[ редактировать ]Эта техника была впервые разработана в Китае во времена династии Тан (618–917), но до недавнего времени относительно мало использовалась в Китае. [ когда? ] . [7] Похоже, что он был заново изобретен независимо в Англии примерно в 1745 году, «по общему мнению, Ральфом Дэниэлсом из Корбриджа ». [8] и вскоре стал широко использоваться европейскими производителями фарфора, а к концу века стал основным методом формования сантехники.
Технические соображения
[ редактировать ]Из цельного литья производят твердые изделия, например ручки чашек; для этого форма часто включает в себя резервуар для избыточного шликера. Полое литье используется для производства таких изделий, как чайники. [9]
Свойства литейного шликера зависят от множества факторов, в том числе: [10]
- свойства каждого сырья в шликере,
- содержание твердых веществ в шликере,
- соотношение глина:непластик в шликере,
- химические вещества в шликере, намеренно добавленные или введенные из сырья и воды,
- тип и количество дефлокулянта ,
- условия окружающей среды, особенно температура и влажность, и
- количество энергии, затрачиваемое на смешивание сырья для приготовления шликера.
Кроме того, к факторам, влияющим на скорость формирования отлитой детали, относятся: [11]
- вязкость тиксотропия и , шликера, которые неизменно изменяются непосредственно перед отливкой
- свойства материала формы, такие как проницаемость и
- влажность формы.
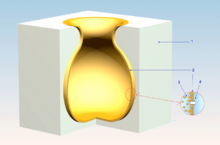
Литейный шликер заливают в пористую форму. Из-за капиллярного давления формы на форме образуется слой полутвердых частиц за счет осаждения твердых частиц в шликере. По истечении времени, заранее определяемого испытаниями, отлитую деталь извлекают из формы; гипс должен быть достаточно прочным, чтобы с ним можно было обращаться, не теряя при этом повреждений. Затем отлитую деталь можно зачистить , чтобы удалить шов формы, а затем высушить для удаления оставшейся воды. Обычно в результате получается сырая деталь, готовая к последующей обработке, включая глазурование и обжиг. [12] [4]


Время кастинга
[ редактировать ]Отливка туалета с использованием традиционной техники обычно занимает от 40 до 60 минут. [13] [14] Швейцарский производитель отметил, что «подготовка формы и отливка одной детали может занять до 40 минут». [15] Более тонкие срезы можно сделать быстрее: один источник советует, что на 5–10 мм потребуется 10–15 минут. [16]
время отливки керамической посуды Сообщается, что составляет от 35 до 60 минут для глиняной посуды и от 8 до 20 минут для костяного фарфора . [17] Другие отчеты включают: 30–50 минут в гончарной студии в США; около 60 минут у небольшого португальского производителя декоративной керамики; «примерно 15 минут» от университета дистанционного обучения в США ; 15–20 минут в статье для гончарных мастерских; и 15–45 минут в руководстве для начинающих. [18] [19] [20] [21] [22]
Время литья значительно сокращается при литье под давлением: для столовых чаш и тарелок оно составляет 2 минуты, а для сантехники — 6–8 минут. [23] время цикла обработки одной единицы сантехники под высоким давлением на Duravit составляет 20 минут. Сообщается, что [24]
Содержание твердых веществ в шликере
[ редактировать ]Для достижения приемлемой скорости формирования отливок и минимизации усадки при высыхании необходим шликер с повышенным содержанием сухих веществ. Общепринятое содержание твердых веществ в шликере для литья сантехники из стекловолокна составляет от 72 до 75% по массе, что соответствует плотности шликера 1,80–1,85 г/см. 3 . [25]
Определенные химические вещества, известные как дефлокулянты, используются для диспергирования агломератов в шликере и, таким образом, уменьшают вязкость, а также обеспечивают более высокое содержание твердых веществ; последнее важно для минимизации усадки при высыхании. Примеры дефлокулянтов включают карбонат натрия и силикат натрия . [26] [27] [28] Типичные добавки дефлокулянта, используемые для отливки стекловидного фарфора, составляют 0,1-0,65%; реологические свойства компонентов глины являются основными факторами, влияющими на дозировку. [29]
Математическая формула, разработанная Александром Броньяром из Sèvres Porcelain, используется для определения содержания сухого материала в шликере. Это стало известно как формула Броньяра. [28]
Литье под давлением
[ редактировать ]Литье под давлением — это развитие традиционного шликерного литья, которое было разработано в 1970-х годах для производства сантехники, а в последнее время стало применяться для изготовления столовой посуды. [30] [31]
Специально разработанные полимерные материалы позволяют выдерживать воздействие на форму внешнего давления до 4,0 МПа; намного выше, чем шликерное литье в гипсовые формы, где капиллярные силы соответствуют давлению около 0,1–0,2 МПа. [32] Высокое давление приводит к гораздо более высокой скорости литья и, следовательно, к более быстрым производственным циклам: одно исследование показало, что увеличение давления с 0,25 до 4,0 бар (от 3,6 до 58 фунтов на квадратный дюйм) сокращает время литья для 6-миллиметровой отливки фарфорового изделия . примерно от 45 до 15 мин. [33] методом литья под давлением Завод Geberit в Финляндии отливает унитаз за 20 минут. [34]
Кроме того, подача воздуха под высоким давлением через полимерные формы после извлечения отливки означает, что новый цикл литья может быть начат немедленно в той же форме, в отличие от гипсовых форм, которые требуют длительного времени высыхания. Полимерные материалы обладают гораздо большей прочностью, чем гипс, и, следовательно, можно получить изделия с лучшими размерными допусками и гораздо более длительным сроком службы формы. [10] [35]
Преимущества литья под давлением по сравнению с традиционным литьем можно суммировать как более высокую производительность, более высокий выход продукции, улучшенное качество изделий, меньшую деформацию отлитой детали, уменьшение дефектов поверхности, сокращение производственных площадей, снижение потребности в формах, снижение затрат на электроэнергию и простоту установки в автоматизация распалубки и обработки. [36]
Керамические ламинаты
[ редактировать ]В технологии обработки керамических ламинатов керамический порошок часто помещают в суспензию для формирования шликера с высоким содержанием твердых веществ (>60% масс.), а также с очень низким значением вязкости (<40 мПа). Ряд слоев можно сформировать путем изменения состава шликеров, используемых при повторных отливках. Если химия используемых материалов хорошо изучена, толщину слоев можно контролировать, изменяя продолжительность отливки. [37]
ПО
[ редактировать ]Литую посуду, предметы, сформированные методом шликерного литья, не следует путать со шликерной посудой , керамикой, которая формируется в любой технике, а затем декорируется с помощью шликера. [38] Скольжение по-французски — barbotine ( coulée en barbotine означает скользящее литье). Еще во времена Римской империи гончары создавали так называемую «посуду из барботина», используя глиняную накладку для украшения поверхности горшков. [39] «Барботиновая керамика» иногда используется для французской и американской керамики XIX века с добавлением литого декора. [40] а также (что сбивает с толку) английскую посуду 17-го века, украшенную толстыми каплями скольжения. [41]
Внешние ссылки
[ редактировать ]- Обычное шликерное литье
- Скользящий кастинг для начинающих.
- Шликерное литье на заводе Emma Bridgewater в Сток-он-Трент, Англия.
- Литье сантехники под давлением
- Заметки учителя о шликерном литье Американского керамического общества.
Ссылки
[ редактировать ]- ^ Моргенталь, Дебора; Туртильот, Сюзанна Дж. Э., ред. (2008). Книга керамики Пенленда: мастер-классы по технике керамики . Нью-Йорк: Книги Жаворонка; Стерлинг Паблишинг Компани, Инк. 72. ИСБН 978-1-60059-275-1 . Проверено 16 октября 2021 г.
- ^ Рийке, Дженни (4 марта 2020 г.). «Формы для шликерного литья: что это такое, зачем их использовать и как добиться различной эстетики» . Дженни Рийке . Архивировано из оригинала 16 октября 2021 года . Проверено 16 октября 2021 г.
- ^ Тома, Маккензи (29 августа 2018 г.). «Что вообще такое слипкастинг?» . Ист-Форк . Проверено 16 октября 2021 г.
- ^ Jump up to: а б Осборн, Гарольд (1975). Оксфордский спутник декоративного искусства . Оксфорд: Кларендон Пресс. п. 746. ИСБН 0198661134 .
- ^ Бхаргава, АК (2012). Технические материалы: полимеры, керамика и композиты (Второе изд.). Нью-Дели: PHI Learning Pvt. ООО с. 196. ИСБН 9788120346215 . Проверено 16 октября 2021 г.
- ^ «Отливка форм для миниатюрных кукол» . Миниатюры Синтис Хоу . Проверено 16 октября 2021 г.
- ^ Дэвид В. Ричерсон, Американское керамическое общество, Магия керамики , с. 41, 2012, Уайли, ISBN 9780470638057, книги Google
- ^ Сэвидж, Джордж, и Ньюман, Гарольд, Иллюстрированный словарь керамики , стр. 265, 1985, Темза и Гудзон, ISBN 0500273804
- ^ «Белое оборудование: производство, тестирование и контроль качества». У. Райан, К. Рэдфорд. Пергамон Пресс, 1987.
- ^ Jump up to: а б «Сантехнические технологии». Доменико Фортуна. Gruppo Editoriale Faenza Editrice SpA, 2000.
- ^ «Справочное руководство по изготовлению и регулировке литейного суппорта» . Керамический цех . Проверено 16 октября 2021 г.
- ^ Белые изделия: производство, тестирование и контроль качества.' У. Райан, К. Рэдфорд. Пергамон Пресс, 1987.
- ^ 'Материалы и оборудование - Белая посуда. Том 13, Выпуск 1/2. Дж. Б. Вахтман. Уайли и сыновья. Стр. 402
- ^ «Влияние физических свойств скольжения на формование сантехники товарного качества» В. В. Михалев, В. В. Серов, А. С. Стекло и керамика, 64 (3-4), 129–131, 2007. Стр. 131
- ^ «125 лет | Дизайн и инновации» .
- ^ с https://www.laufen.com/news-stories/earth-water-fire_laufen [1]
- ^ «Контроль проскальзывания при литье: обзор современной практики литья в индустрии посуды» RP.749. Исследования Керама, 1987 г.
- ^ «Эти 5 простых шагов помогут вам получить керамику для шликерного литья» . 9 октября 2019 г.
- ^ «Все, что вам нужно знать о шликерном литье керамики (мы делаем это каждый день!)» . 7 ноября 2019 г.
- ^ «Простое пошаговое руководство по шликерному литью» . 13 апреля 2015 г.
- ^ «В студии: сведения о кастинге: советы и рекомендации» Д.С. Смит. Иллюстрированное изготовление гончарного дела. ноябрь/декабрь 2020 г.
- ^ «Керамика: Руководство по инструментам и методам для начинающих» Э. Ландбергер, М. Лундин. Олворт Пресс, 2012 г.
- ^ «Сравнение гипсового литья и литья под давлением сантехники с особым упором на свойства глины» К. Хогг. Керамика Интернешнл. Том 11, выпуск 1, 1985 г., стр. 32
- ^ «Duravit делает новые инвестиции в литье под высоким давлением» . 13 февраля 2017 г.
- ^ «Керамика, стекло и стеклокерамика - от ранних шагов производства к современным рубежам» Ф. Байно, М. Томалино, Д. Туляганов. Международное издательство Springer, 2021 г.
- ^ Гадоу, Райнер; Керн, Франк (1 января 2014 г.). «2.06 – Передовое производство твердой керамики». Комплексные твердые материалы . Амстердам: Эльзевир. стр. 207–230. дои : 10.1016/B978-0-08-096527-7.00025-8 . ISBN 978-0-08-096528-4 .
- ^ Wandless, Пол Эндрю. «Как сделать отливку из глиняного тела — простая техника» . Ежедневная сеть керамического искусства . Проверено 16 октября 2021 г.
- ^ Jump up to: а б Певец Феликс; Певица Соня С. (1971). Промышленная керамика . Лондон: Чепмен и Холл. ISBN 9788120401624 .
- ^ «Керамика, стекло и стеклокерамика - от ранних шагов производства к современным рубежам» Ф. Байно, М. Томалино, Д. Туляганов. Международное издательство Springer, 2021 г.
- ^ «Ceramicindustry.com» . Керамическая индустрия.com . 21 ноября 2000 г. Архивировано из оригинала 8 июля 2011 г. Проверено 4 сентября 2010 г.
- ^ Словарь керамики . Артур Додд и Дэвид Мерфин. 3-е издание. Институт Минералов. 1994.
- ^ «Соотношение микроструктуры и характеристик в пористых материалах с открытыми порами на основе ПММА для литья керамической сантехники под высоким давлением». Ю. Эргюн, К. Дирье, М. Йылмаз, К. Токман, М. Таноглу. Ключевые инженерные материалы. Trans Tech Publications, Ltd., май 2004 г.
- ^ «Современная керамическая инженерия» 3-е место. версия. Д.У.Ричерсон. ЦРК Пресс. 2005. Стр. 436
- ^ «Производство керамики высокого давления» .
- ^ "ДГМ-Э.pdf" (PDF) . Проверено 4 сентября 2010 г. [ постоянная мертвая ссылка ]
- ^ «Глины для сантехники для литья под давлением» Брайан Уотерс. Международный Керамический Форум. Cfi/Ber. 89 (2012) №1. Стр. Е19
- ^ Чан, Хелен М. (август 1997 г.). «СЛОИСТАЯ КЕРАМИКА: обработка и механическое поведение» . Ежегодный обзор материаловедения . 27 (1): 249–282. Бибкод : 1997AnRMS..27..249C . дои : 10.1146/annurev.matsci.27.1.249 . ISSN 0084-6600 . Проверено 15 октября 2021 г.
- ^ Хамер, Фрэнк; Хамер, Джанет (23 июня 2004 г.). Словарь материалов и технологий гончара . Филадельфия: Издательство Пенсильванского университета. стр. 333–334. ISBN 978-0-8122-3810-5 . Проверено 16 октября 2021 г.
- ^ Купер, Эммануэль (2000). Десять тысяч лет гончарного дела . Филадельфия: Издательство Пенсильванского университета. п. 52. ИСБН 978-0-8122-3554-8 . Проверено 16 октября 2021 г.
- ^ Фрелингхейзен, Элис Куни; Эйдельберг, Мартин; Спиноцци, Адриенн (25 сентября 2018 г.). Американская художественная керамика: Коллекция Роберта А. Эллисона-младшего . Нью-Йорк: Метрополитен-музей. п. 43. ИСБН 978-1-58839-596-2 .
- ^ «Гончарное дело – посуда XVII века» . Британская энциклопедия .