Единый стандарт резьбы
Унифицированный стандарт резьбы ( UTS ) определяет стандартную форму и серию резьбы, а также допуски, допуски и обозначения для винтовых резьб , обычно используемых в США и Канаде . Это основной стандарт для болтов, гаек и множества других резьбовых крепежных изделий, используемых в этих странах. Она имеет тот же профиль 60°, что и метрическая резьба ISO , но характерные размеры каждой резьбы UTS (наружный диаметр и шаг) были выбраны в дюймах , а не в миллиметрах . В настоящее время UTS контролируется ASME / ANSI в США.
Происхождение
[ редактировать ]Базовый профиль
[ редактировать ]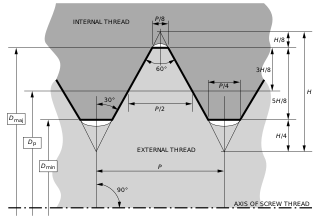
Каждая резьба в серии характеризуется большим диаметром D maj и шагом P . Резьба УТС состоит из симметричной V-образной резьбы. В любой плоскости, содержащей ось резьбы, боковые стороны буквы V имеют угол 60° друг к другу. Самый дальний 1 ⁄ 8 и самая внутренняя образной От - формы . профиля отрезается 1/4 высоты H V
Большой диаметр D maj представляет собой диаметр винта, измеренный от внешнего края резьбы. Малый диаметр D min (также известный как внутренний диаметр) — это диаметр винта, измеренный от внутреннего края резьбы. Основной диаметр может немного отличаться от диаметра хвостовика, который представляет собой диаметр нерезьбовой части винта. Диаметры иногда указываются приблизительно в долях дюйма (например, основной диаметр винта №6 составляет 0,1380 дюйма, примерно 9 ⁄ 64 дюйма = 0,140625 дюйма ).
Шаг P — это расстояние между вершинами резьбы. Для резьбы UTS, которая представляет собой однозаходную резьбу, она равна шагу - осевому расстоянию, на которое винт перемещается при вращении на 360°. Потоки UTS обычно не используют параметр шага; параметр, известный как количество ниток на дюйм вместо этого используется (TPI), который является обратной величиной шага.
Связь между высотой H и шагом P находится с помощью следующего уравнения, где составляет половину угла резьбы, в данном случае 30 градусов: [1]


или

В наружной (наружной) резьбе (например, на болте) большой диаметр D maj и меньший диаметр D min определяют максимальные размеры резьбы. Это означает, что наружная резьба должна заканчиваться плоско в точке D maj , но может быть закруглена ниже меньшего диаметра D min . И наоборот, во внутренней (внутренней) резьбе (например, в гайке) большой и меньший диаметры имеют минимальные размеры, поэтому профиль резьбы должен заканчиваться плоским на уровне D min, но может быть закруглен за пределами D maj . Эти положения призваны предотвратить любое вмешательство.
Малый диаметр D min и эффективный делительный диаметр D p получаются из большого диаметра и шага следующим образом:

Обозначение
[ редактировать ]Стандартное обозначение резьбы UTS — это число, обозначающее номинальный (основной) диаметр резьбы, за которым следует шаг, измеряемый в витках на дюйм . Для диаметров менее 1/4 стандарте ; дюйма, диаметр обозначается целым числом, определенным в для всех остальных диаметров указаны дюймовые значения.
За этой парой чисел опционально следуют буквы UNC, UNF или UNEF (унифицированный), если комбинация диаметра и шага относится к серии «грубый» , «тонкий» или «сверхтонкий» , а также может сопровождаться классом допуска.
Пример: #6-32 UNC 2B (большой диаметр: 0,1380 дюйма, шаг: 32 зубца на дюйм)
| Основной диаметр D maj (дюйм, мм) |
Плотность резьбы ( d , ниток на дюйм резьбы ) и шаг ( p ) | Предпочтительный метчиков размер сверла для | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Грубый (UNC) | Штраф (UNF) | Дополнительный штраф (UNEF) | |||||||||||||||
| д ( ТПИ ) | p (дюйм, мм) | д (TPI) | p (дюйм, мм) | д (TPI) | p (дюйм, мм) | Грубый | Отлично | Дополнительный штраф | |||||||||
| #0 | 0.0600 | 1.5240 | Никто | 80 | 0.012500 | 0.3175 | Никто | 3 / 64 ″ | .047 | ||||||||
| #1 | 0.0730 | 1.8542 | 64 | 0.015625 | 0.3969 | 72 | 0.013888 | 0.3528 | Никто | #53 | .060 | #53 | .060 | ||||
| #2 | 0.0860 | 2.1844 | 56 | 0.017857 | 0.4536 | 64 | 0.015625 | 0.3969 | Никто | #50 | .070 | #50 | .070 | ||||
| #3 | 0.0990 | 2.5146 | 48 | 0.020833 | 0.5292 | 56 | 0.017857 | 0.4536 | Никто | #47 | .079 | #45 | .082 | ||||
| #4 | 0.1120 | 2.8448 | 40 | 0.025000 | 0.6350 | 48 | 0.020833 | 0.5292 | Никто | #43 | .089 | #42 | .094 | ||||
| #5 | 0.1250 | 3.1750 | 40 | 0.025000 | 0.6350 | 44 | 0.022727 | 0.5773 | Никто | #38 | .102 | #37 | .104 | ||||
| #6 | 0.1380 | 3.5052 | 32 | 0.031250 | 0.7938 | 40 | 0.025000 | 0.6350 | Никто | #36 | .107 | #33 | .113 | ||||
| #8 | 0.1640 | 4.1656 | 32 | 0.031250 | 0.7938 | 36 | 0.027778 | 0.7056 | Никто | #29 | .136 | #29 | .136 | ||||
| #10 | 0.1900 | 4.8260 | 24 | 0.041667 | 1.0583 | 32 | 0.031250 | 0.7938 | Никто | #25 | .150 | #21 | .159 | ||||
| #12 | 0.2160 | 5.4864 | 24 | 0.041667 | 1.0583 | 28 | 0.035714 | 0.9071 | 32 | 0.031250 | 0.7938 | #16 | .177 | #14 | .182 | 3 / 16 ″ | .188 |
| 1 / 4 ″ | 0.2500 | 6.3500 | 20 | 0.050000 | 1.2700 | 28 | 0.035714 | 0.9071 | 32 | 0.031250 | 0.7938 | #7 | .201 | #3 | .213 | 7 / 32 ″ | .219 |
| 5 / 16 ″ | 0.3125 | 7.9375 | 18 | 0.055556 | 1.4111 | 24 | 0.041667 | 1.0583 | 32 | 0.031250 | 0.7938 | Ф | .257 | я | .272 | 9 / 32 ″ | .281 |
| 3 / 8 ″ | 0.3750 | 9.5250 | 16 | 0.062500 | 1.5875 | 24 | 0.041667 | 1.0583 | 32 | 0.031250 | 0.7938 | 5 / 16 ″ | .313 | вопрос | .332 | 11 / 32 ″ | .344 |
| 7 / 16 ″ | 0.4375 | 11.1125 | 14 | 0.071428 | 1.8143 | 20 | 0.050000 | 1.2700 | 28 | 0.035714 | 0.9071 | В | .368 | 25 / 64 ″ | .391 | И | .404 |
| 1 / 2 ″ | 0.5000 | 12.7000 | 13 | 0.076923 | 1.9538 | 20 | 0.050000 | 1.2700 | 28 | 0.035714 | 0.9071 | 27 / 64 ″ | .422 | 29 / 64 ″ | .453 | 15 / 32 ″ | .469 |
| 9 / 16 ″ | 0.5625 | 14.2875 | 12 | 0.083333 | 2.1167 | 18 | 0.055556 | 1.4111 | 24 | 0.041667 | 1.0583 | 31 / 64 ″ | .484 | 1 / 2 ″ | .500 | + 33 / 64 ″ | .516 |
| 5 / 8 ″ | 0.6250 | 15.8750 | 11 | 0.090909 | 2.3091 | 18 | 0.055556 | 1.4111 | 24 | 0.041667 | 1.0583 | + 17 / 32 ″ | .531 | + 9 / 16 ″ | .563 | + 37 / 64 ″ | .578 |
| 3 / 4 ″ | 0.7500 | 19.0500 | 10 | 0.100000 | 2.5400 | 16 | 0.062500 | 1.5875 | 20 | 0.050000 | 1.2700 | 21 / 32 ″ | .656 | 11 / 16 ″ | .688 | + 45 / 64 ″ | .703 |
| 7 / 8 ″ | 0.8750 | 22.2250 | 9 | 0.111111 | 2.8222 | 14 | 0.071428 | 1.8143 | 20 | 0.050000 | 1.2700 | + 49 / 64 ″ | .766 | + 51 / 64 ″ | .797 | + 53 / 64 ″ | .828 |
| 1″ | 1.0000 | 25.4000 | 8 | 0.125000 | 3.1750 | 12 [а] | 0.083333 | 2.1167 | 20 | 0.050000 | 1.2700 | 7 / 8 ″ | .875 | 59 / 64 ″ | .922 | 61 / 64 ″ | .953 |
| 1 + 1 / 8 ″ | 1.1250 | 28.5750 | 7 | 0.142857 | 3.6286 | 12 | 0.083333 | 2.1167 | |||||||||
| 1 + 1 / 4 ″ | 1.2500 | 31.7500 | 7 | 0.142857 | 3.6286 | 12 | 0.083333 | 2.1167 | |||||||||
| 1 + 3 / 8 ″ | 1.3750 | 34.9250 | 6 | 0.166667 | 4.2333 | 12 | 0.083333 | 2.1167 | |||||||||
| 1 + 1 / 2 ″ | 1.5000 | 38.1000 | 6 | 0.166667 | 4.2333 | 12 | 0.083333 | 2.1167 | |||||||||
| 1 + 3 / 4 ″ | 1.7500 | 44.4500 | 5 | 0.200000 | 5.0800 | ||||||||||||
| 2″ | 2.0000 | 50.8000 | 4 + 1 / 2 | 0.222222 | 5.6444 | ||||||||||||
| 2 + 1 / 4 ″ | 2.2500 | 57.1500 | 4 + 1 / 2 | 0.222222 | 5.6444 | ||||||||||||
| 2 + 1 / 2 ″ | 2.5000 | 63.5000 | 4 | 0.250000 | 6.3500 | ||||||||||||
| 2 + 3 / 4 ″ | 2.7500 | 69.8500 | 4 | 0.250000 | 6.3500 | ||||||||||||
| 3″ | 3.0000 | 76.2000 | 4 | 0.250000 | 6.3500 | ||||||||||||
| 3 + 1 / 4 ″ | 3.2500 | 82.5500 | 4 | 0.250000 | 6.3500 | ||||||||||||
| 3 + 1 / 2 ″ | 3.5000 | 88.9000 | 4 | 0.250000 | 6.3500 | ||||||||||||
| 3 + 3 / 4 ″ | 3.7500 | 95.2500 | 4 | 0.250000 | 6.3500 | ||||||||||||
| 4″ | 4.0000 | 101.6000 | 4 | 0.250000 | 6.3500 | ||||||||||||
- ^ В течение многих лет нестандартные гайки и болты размером 1 дюйм, 14 точек на дюйм, широко использовались вместо крепежных деталей стандартного размера, 1 дюйм, 12 точек на дюйм; следовательно, крепления размером 1 ″-14 легче найти и они дешевле, чем крепления 1 ″-12. Спустя несколько десятилетий крепежные детали размером 1–14 дюймов стали обычно называть «стандартной мелкой резьбой» или «UNF». Хотя это технически неверно (стандарт UNF определяет 1″-12), размер 1″-14 повсеместно принят в качестве стандарта для 1-дюймовых крепежных изделий с мелкой резьбой, а «1-дюймовый 14-tpi NF» стал «общим стандартом». используйте термин или «обобщенное торговое наименование/стандарт». Другими словами, стандарт 1″-12 не применялся эффективно в течение достаточно долгого времени (многих десятилетий), чтобы придать статус общего товарного знака 1-дюймовым крепежным деталям с разрешением 14 точек на дюйм.
Следующая формула используется для расчета большого диаметра винта с номером, большим или равным 0: Основной диаметр = № винта × 0,013 дюйма + 0,060 дюйма. Например, главный диаметр винта № 10 составляет 10 × 0,013 дюйма + 0,060 дюйма = 0,190 дюйма. Чтобы вычислить большой диаметр винтов размера «ноль», подсчитайте количество дополнительных нулей, умножьте это число на 0,013 дюйма и вычтите из 0,060 дюйма. Например, главный диаметр винта № 0000 составляет 0,060 дюйма. − (3 × 0,013 дюйма) = 0,060 дюйма − 0,039 дюйма = 0,021 дюйма.
Номерной ряд крепежных винтов был расширен вниз и теперь включает винты № 00-90 (0,047 дюйма = 0,060 дюйма - 0,013 дюйма) и № 000-120 (0,034 дюйма = 0,060 дюйма - 2 × 0,013 дюйма); [3] однако основным стандартом для винтов размером меньше #0 является стандарт ANSI/ASME B1.10 «Унифицированная миниатюрная винтовая резьба». Это определяет серию метрических винтов, названных в честь их главного диаметра в миллиметрах, от 0,30 до 1,40 UNM. Предпочтительные размеры составляют 0,3, 0,4, 0,5, 0,6, 0,8, 1,0 и 1,2 мм, с дополнительными определенными размерами посередине между ними. [2] : 1861 Стандартный шаг резьбы составляет примерно 1/4 диаметра . большого Форма резьбы немного изменена для увеличения малого диаметра и, следовательно, прочности винтов и метчиков. Основной диаметр все еще простирается в пределах 1/8 от H от теоретической остроты V , но общая глубина резьбы уменьшается на 4% 5 / 8 H = 5/8 до P cos(30° от 0,541 ) 0,52 P. ≈ [2] : 1858–1859 Это увеличивает величину теоретического острого V , отсекаемого на малом диаметре, на 10 % с 0,25 H до 7 / 8 − 0,52 / cos 30° ≈ 0,27456 H .
Когда-то числовые серии крепежных винтов включали больше нечетных чисел и доходили до номера 16 или более. Усилия по стандартизации в конце 19 - начале 20 века значительно сократили диапазон размеров. Теперь реже можно увидеть крепежные винты размером более № 14 или нечетными размерами, отличными от № 1, № 3 и № 5. Несмотря на то, что винты № 14 и № 16 все еще доступны, они не так распространены, как винты размеров от № 0 до № 12. [ нужна ссылка ]
Иногда используются «специальные» комбинации диаметра и шага (UNS), например, большой диаметр 0,619 дюйма (15,7 мм) с 20 витками резьбы на дюйм. Резьба UNS редко используется для болтов, а скорее на гайках, резьбовых отверстиях и наружных резьбах. По этой причине краны UNS легко доступны. [4] [5] Большинство резьб UNS имеют больше витков на дюйм, чем соответствующий стандарт UNF или UNEF; поэтому они часто являются самой прочной доступной нитью. [6] По этой причине они часто используются в приложениях, где высокие нагрузки возникают , например, в шпинделях станков. [7] или автомобильные шпиндели . [8]
Измерение
[ редактировать ]Система измерения резьбы включает список характеристик резьбы, которые необходимо проверять для установления размерной приемлемости резьбы на резьбовом изделии, а также калибр(ы), который должен использоваться при проверке этих характеристик.
В настоящее время эти измерения для ОТС контролируются:
- ASME/ANSI B1.2-1983 Калибры и калибры для унифицированной дюймовой резьбы
- В настоящем стандарте приводятся основные характеристики и размеры калибров, используемых для резьбы унифицированной дюймовой резьбы UN [унифицированная] и UNR [только наружная резьба], а также указаны технические характеристики и размеры резьбомеров и измерительного оборудования, перечисленные в таблицах 1 и 2. Также описаны основное назначение и использование каждого датчика.
- ASME/ANSI B1.3-2007 Системы измерения винтовой резьбы для приемлемости: дюймовая и метрическая резьба (UN, UNR, UNJ, M и MJ)
- В настоящем стандарте представлены системы измерения резьбы, подходящие для определения приемлемости унифицированной [UN], UNR [только наружная резьба], UNJ [внутренняя и наружная резьба], M и MJ резьбы на изделиях с внешней и внутренней резьбой. Он устанавливает критерии приемлемости резьбы при использовании системы измерения.
- Система измерения резьбы включает список характеристик резьбы, которые необходимо проверять для установления размерной приемлемости резьбы на резьбовом изделии, а также калибр(ы), который должен использоваться при проверке этих характеристик.
- Использование федеральным правительством. Когда настоящий стандарт одобрен Министерством обороны и федеральными агентствами и включен в Федеральный стандарт H28/20 [FED-STD-H28/20], «Стандарты винтовой резьбы для федеральных служб», раздел 20, использование настоящего стандарта федеральное правительство подчиняется всем требованиям и ограничениям Федерального стандарта H28/20 [FED-STD-H28/20].
В этих стандартах указаны основные характеристики и размеры датчиков, используемых с унифицированной дюймовой резьбой (форма резьбы UN, UNR, UNJ) на изделиях с внешней и внутренней резьбой. В нем также приводятся технические характеристики и размеры резьбомеров и измерительного оборудования. Также описаны основное назначение и использование каждого датчика. Он также устанавливает критерии приемлемости резьбы при использовании системы измерения.
Классы толерантности
[ редактировать ]Существует система классификации для простоты изготовления и взаимозаменяемости готовых резьбовых изделий. Большинство (но, конечно, не все) резьбовых изделий изготавливаются в соответствии со стандартом классификации, называемым унифицированной серией стандартов винтовой резьбы. Эта система аналогична посадкам, используемым для собранных деталей.
- Резьба класса 1 имеет свободную посадку и предназначена для облегчения сборки или использования в загрязненной среде.
- Резьба класса 2 является свободной и наиболее распространенной. Они разработаны для максимизации прочности с учетом типичных возможностей механического цеха и практики работы станков.
- Резьба класса 3 имеет среднюю посадку, все еще довольно распространена и используется для более жестких допусков при высококачественной работе.
- Резьба класса 4 ранее обозначалась как плотная посадка для еще более жестких допусков, но теперь эта классификация устарела.
- Посадка класса 5 представляет собой резьбу с натягом , требующую использования гаечного ключа для проворачивания. Их можно увидеть в таких приложениях, как пружинные скобы на автомобиле.
Буквенный суффикс «А» или «В» обозначает, является ли резьба внешней или внутренней соответственно. Классы 1А, 2А, 3А относятся к наружной резьбе; Классы 1В, 2В, 3В относятся к внутренней резьбе. [9]
Класс резьбы относится к допустимому диапазону среднего диаметра для любой данной резьбы. На рисунке выше средний диаметр обозначен как Dp. Существует несколько методов измерения делительного диаметра. Самый распространенный метод, используемый в производстве, — это использование калибра «годен/не годен» .
Сопутствующие стандарты
[ редактировать ]- ASME/ANSI B1.1 – унифицированная дюймовая резьба 2019 г., форма резьбы UN, UNR и UNJ
- ASME/ANSI B1.10M – 2004 г. Унифицированная миниатюрная винтовая резьба
См. также
[ редактировать ]Примечания
[ редактировать ]- ^ Оберг и др. 2000 , стр. 1706. .
- ^ Jump up to: а б с Оберг, Эрик (2012). Справочник по машинам (29-е изд.). Нью-Йорк: Промышленная пресса. ISBN 978-0-8311-2900-2 .
- ^ Продаются винты № 00-90 и № 000-120.
- ^ Макмастер-Карр , с. 2520 , получено 28 августа 2009 г.
- ^ Макмастер-Карр , с. 2501 , получено 28 августа 2009 г.
- ^ Шваллер 2004 , с. 55.
- ^ Особые связи , заархивировано из оригинала 18 мая 2009 года , получено 28 августа 2009 года .
- ^ Компоненты концентратора (PDF) , заархивировано из оригинала (PDF) 17 июня 2009 г. , получено 29 августа 2009 г.
- ^ «Терминология резьбы AFT» (PDF) . aftfasteners.com . Проверено 9 января 2019 г.
Библиография
[ редактировать ]- Райффель, Генри Х.; и др., ред. (1988), Справочник машинного оборудования (23-е изд.), Нью-Йорк: Industrial Press, ISBN 978-0-8311-1200-4 .
- Шваллер, Энтони Э. (2004), Total Automotive Technology (4-е изд.), Cengage Learning, ISBN 978-1-4018-2476-1 .
Внешние ссылки
[ редактировать ]- Унифицированная резьба с допусками
- Унифицированные диаметры грубого и мелкого сверления и размеры метчиков (единицы измерения США)
- Унифицированные размеры сверл для грубой и мелкой резьбы (единицы измерения США)
- Таблицы перевода размеров креплений в британскую метрическую систему
- Международные стандарты резьбы
- Таблица преобразования Уитворта/BSF/AF и метрики. Архивировано 2 мая 2010 г. на Wayback Machine.
- Размеры гаечных кулачков Дополнительная информация и таблица размеров гаечных кулачков.
- Серия унифицированных винтовых резьб
- ASME B1.1-2003 Унифицированная дюймовая винтовая резьба (форма резьбы UN и UNR)
- Унифицированная дюймовая резьба