Метрическая резьба ISO
Эта статья может быть слишком технической для понимания большинства читателей . ( декабрь 2020 г. ) |
является Метрическая резьба ISO наиболее часто используемым типом резьбы общего назначения во всем мире. [1] Они были одними из первых международных стандартов, согласованных при Международной организации по стандартизации (ISO) в 1947 году. создании [ нужна ссылка ]
Обозначение «М» для метрических винтов указывает номинальный внешний диаметр резьбы винта в миллиметрах. В приведенной ниже информации он также называется «основным» диаметром. Он указывает диаметр отверстия с гладкими стенками, через которое легко пройдет наружная резьба (например, на болте) для соединения с компонентом с внутренней резьбой (например, гайкой) на другой стороне. То есть винт М6 имеет номинальный внешний диаметр 6 миллиметров и, следовательно, будет хорошо расположен и соосно входить в отверстие, просверленное до диаметра 6 мм.
Базовый профиль [ править ]
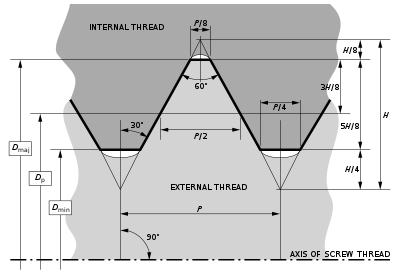
Принципы проектирования метрической резьбы общего назначения ISO (резьбы серии «М») определены в международном стандарте ISO 68-1. [2] Каждая резьба характеризуется своим диаметром D ( D maj на схеме) шагом и P. большим Метрическая резьба ISO состоит из симметричной V-образной резьбы. В плоскости оси резьбы боковые стороны V имеют угол 60° друг к другу. Глубина резьбы составляет 0,54125×шаг. Самый дальний 1 ⁄ 8 и самая внутренняя 1/4 От V - высоты H профиля отрезается образной формы.
Взаимосвязь между высотой H и шагом P находится с помощью следующего уравнения, где θ — половина внутреннего угла резьбы, в данном случае 30°: [3]

или

Потому что только 5 ⁄ 8 этой высоты, разница между большим и малым диаметрами составляет Отрезается 5 ⁄ 4 × 0,8660 × P = 1,0825 × P , поэтому размер сверла для метчика можно приблизительно определить, вычитая шаг резьбы из большого диаметра.
При наружной (наружной) резьбе (например, на болте) большой диаметр D maj и меньший диаметр D min определяют максимальные размеры резьбы. Это означает, что внешняя резьба должна заканчиваться плоско на уровне D maj , но может быть закруглена ниже меньшего диаметра D min . И наоборот, во внутренней (внутренней) резьбе (например, в гайке) большой и меньший диаметры являются минимальными размерами; поэтому профиль резьбы должен заканчиваться плоским при D min , но может быть закруглен за пределами D maj . На практике это означает, что можно измерить диаметр резьбы болта, чтобы определить номинальный диаметр D maj , а внутренний диаметр гайки равен D min .
Малый диаметр D min и эффективный делительный диаметр D p получают из большого диаметра и шага как
![{\displaystyle {\begin{aligned}D_{\text{min}}&=D_{\text{maj}}-2\cdot {\frac {5}{8}}\cdot H=D_{\text{ maj}}-{\frac {5{\sqrt {3}}}{8}}\cdot P\approx D_{\text{maj}}-1.082532\cdot P\\[3pt]D_{\text{p }}&=D_{\text{maj}}-2\cdot {\frac {3}{8}}\cdot H=D_{\text{maj}}-{\frac {3{\sqrt {3} }}{8}}\cdot P\approx D_{\text{maj}}-0.649519\cdot P\end{aligned}}}](https://wikimedia.org/api/rest_v1/media/math/render/svg/2f87c640bff0ce90f0946ca14968690c014c5e2e)
Таблицы производных размеров для диаметров и шагов винтов, определенных в ISO 261, приведены в ISO 724 .
Обозначение [ править ]
Метрическая резьба ISO обозначается буквой M, за которой следует значение номинального диаметра D (максимальный диаметр резьбы) и шага P , выраженные в миллиметрах и разделенные тире, а иногда и знаком умножения × (например, M8). -1,25 или М8×1,25). Если шаг представляет собой обычно используемый «грубый» шаг, указанный в ISO 261 или ISO 262, его можно опустить (например, M8). [4] : 17
Длина крепежного винта или болта обозначается знаком × , а длина выражается в миллиметрах (например, M8-1,25×30 или M8×30). [ нужна ссылка ]
При необходимости к этим обозначениям могут быть добавлены классы допусков, определенные в ISO 965-1 (например, M500–6g для наружной резьбы). Внешняя резьба обозначается строчной буквой g или h. Внутренняя резьба обозначается прописными буквами G или H. [4] : 17
Предпочтительные размеры [ править ]
ISO 261 определяет подробный список предпочтительных комбинаций наружного диаметра D и шага P для метрической резьбы ISO. [5] [6] ISO 262 определяет более короткий список размеров резьбы – подмножество ISO 261. [7]
| Номинальный диаметр, Д (мм) | Ряд | Подача , П (мм) | Номинальный диаметр, Д (мм) | Ряд | Подача , П (мм) | |||
|---|---|---|---|---|---|---|---|---|
| Грубый | Отлично | Грубый | Отлично | |||||
| 1 | 10 рэндов | 0.25 | 0.2 | ︙ | ||||
| 1.2 | 10 рэндов | 0.25 | 0.2 | 16 | 10 рэндов | 2 | 1.5 | |
| 1.4 | 20 рэндов | 0.3 | 0.2 | 18 | 20 рэндов | 2.5 | 2 или 1,5 | |
| 1.6 | 10 рэндов | 0.35 | 0.2 | 20 | 10 рэндов | 2.5 | 2 или 1,5 | |
| 1.8 | 20 рэндов | 0.35 | 0.2 | 22 | 20 рэндов | 2.5 | 2 или 1,5 | |
| 2 | 10 рэндов | 0.4 | 0.25 | 24 | 10 рэндов | 3 | 2 | |
| 2.5 | 10 рэндов | 0.45 | 0.35 | 27 | 20 рэндов | 3 | 2 | |
| 3 | 10 рэндов | 0.5 | 0.35 | 30 | 10 рэндов | 3.5 | 2 | |
| 3.5 | 20 рэндов | 0.6 | 0.35 | 33 | 20 рэндов | 3.5 | 2 | |
| 4 | 10 рэндов | 0.7 | 0.5 | 36 | 10 рэндов | 4 | 3 | |
| 5 | 10 рэндов | 0.8 | 0.5 | 39 | 20 рэндов | 4 | 3 | |
| 6 | 10 рэндов | 1 | 0.75 | 42 | 10 рэндов | 4.5 | 3 | |
| 7 | 20 рэндов | 1 | 0.75 | 45 | 20 рэндов | 4.5 | 3 | |
| 8 | 10 рэндов | 1.25 | 1 или 0,75 | 48 | 10 рэндов | 5 | 3 | |
| 10 | 10 рэндов | 1.5 | 1,25 или 1 | 52 | 20 рэндов | 5 | 4 | |
| 12 | 10 рэндов | 1.75 | 1,5 или 1,25 | 56 | 10 рэндов | 5.5 | 4 | |
| 14 | 20 рэндов | 2 | 1.5 | 60 | 20 рэндов | 5.5 | 4 | |
| ︙ | 64 | 10 рэндов | 6 | 4 | ||||
Значения резьбы получены из округленного ряда Ренара . Они определены в ISO 3, причем размеры «1-го выбора» относятся к серии Rˈˈ10, а размеры «2-го выбора» и «3-го выбора» представляют собой остальные значения из серии Rˈˈ20. [5]
Крупный шаг — это обычно используемый шаг по умолчанию для данного диаметра. Кроме того, определены один или два меньших шага с мелким шагом для использования в тех случаях, когда высота обычного крупного шага не подходит (например, резьба в тонкостенных трубах). Термины «грубая» и «тонкая» не имеют (в данном контексте) никакого отношения к качеству изготовления резьбы.
Помимо крупной и мелкой резьбы, существует еще одно подразделение сверхтонкой или сверхтонкой резьбы с очень мелким шагом резьбы. Метрическая резьба со сверхмелким шагом иногда используется в автомобильных компонентах, таких как стойки подвески, и обычно используется в авиационной промышленности. Это связано с тем, что сверхтонкая резьба более устойчива к ослаблению вибраций. [8] Мелкая и сверхтонкая резьба также имеет больший меньший диаметр, чем грубая резьба, что означает, что болт или шпилька имеют большую площадь поперечного сечения (и, следовательно, большую несущую способность) при том же номинальном диаметре.
Размеры гаечных ключей [ править ]
Ниже приведены некоторые распространенные размеры гаечных ключей для метрической резьбы. Ширина шестигранной головки (обычно сокращенно «шестигранник») (ширина под лыской, размер гаечного ключа) предназначена для DIN шестигранных гаек и болтов с шестигранной головкой 934. Для снижения веса или стоимости могут использоваться другие размеры (обычно меньшие), включая фланцевые болты малой серии, определенные в ISO 4162, которые обычно имеют размеры шестигранной головки, соответствующие меньшему размеру резьбы первого выбора (например, фланцевые болты малой серии M6 имеют шестигранные головки диаметром 8 мм). , как это обычно бывает с болтами М5). [9]
Нить | Размер гаечного ключа (мм) | ||||
|---|---|---|---|---|---|
 Шестигранная гайка, и болт | Винт с головкой под торцевой ключ | 
|  Набор, или жратва, винт | ||
| ИСО | ОТ | ||||
| М1 | - | 2.5 | - | - | - |
| М1.2 | - | 3 | - | - | - |
| М1.4 | - | 3 | 1.25 | - | 0.7 |
| М1.6 | 3.2 | 1.5 | 0.9 | 0.7 | |
| М2 | 4 | 1.5 | 1.25 | 0.9 | |
| М2,5 | 5 | 2 | 1.5 | 1.3 | |
| M3 | 5.5 | 2.5 | 2 | 1.5 | |
| M3.5 | 6 | - | - | - | |
| М4 | 7 | 3 | 2.5 | 2 | |
| М5 | 8 | 4 | 3 | 2.5 | |
| М6 | 10 | 5 | 4 | 3 | |
| М7 | 11 | - | - | - | |
| М8 | 13 | 6 | 5 | 4 | |
| М10 | 16 | 17 | 8 | 6 | 5 |
| М12 | 18 | 19 | 10 | 8 | 6 |
| М14 | 21 | 22 | 10 | - | - |
| М16 | 24 | 14 | 10 | 8 | |
| М18 | 27 | 14 | 12 | - | |
| М20 | 30 | 17 | 12 | 10 | |
| М22 | 34 | 32 | 17 | 14 | - |
| М24 | 36 | 19 | 14 | 12 | |
| М27 | 41 | 19 | 17 | 14 | |
| М30 | 46 | 22 | 17 | 14 | |
| М33 | 50 | 24 | - | - | |
| М36 | 55 | 27 | - | - | |
| М39 | 60 | - | - | - | |
| М42 | 65 | 32 | - | - | |
| М45 | 70 | - | - | - | |
| М48 | 75 | 36 | - | - | |
| М52 | 80 | 36 | - | - | |
| М56 | 85 | 41 | - | - | |
| М60 | 90 | - | - | - | |
| М64 | 95 | 46 | - | - | |
Стандарты [ править ]
Международный [ править ]
- ISO 68-1: Резьба общего назначения ISO. Базовый профиль. Метрическая резьба.
- ISO 261: Резьба метрическая ISO общего назначения. Общий план.
- ISO 262: Резьба метрическая ISO общего назначения. Отдельные размеры винтов, болтов и гаек .
- ISO 965 : Резьба метрическая ISO общего назначения. Допуски . [4]
- ISO 965-1: Принципы и основные данные.
- ISO 965-2: Предельные размеры наружной и внутренней резьбы общего назначения.
- ISO 965-3: Отклонения для конструкционной резьбы.
- ISO 965-4: Пределы размеров горячеоцинкованной наружной резьбы для сопряжения с внутренней резьбой, нарезанной с допуском H или G после цинкования.
- ISO 965-5: Пределы размеров внутренней резьбы для сопряжения с наружной резьбой, оцинкованной горячим способом, с максимальным размером положения допуска h перед цинкованием.
Национальный [ править ]
- BS 3643: Метрическая резьба ISO.
- ANSI/ASME B1.13M : Метрическая резьба: профиль M
- ANSI/ASME B4.2-1978 (R2009) : Предпочтительные метрические пределы и посадки
- DIN13, стр. 519
стандарты Производные
В Японии существует JIS стандарт метрической резьбы , который во многом соответствует стандарту ISO, но с некоторыми различиями в шаге и размерах головки.
См. также [ править ]
- АСТМ А325М
- АСТМ Ф568М
- Резьба Британской ассоциации (BA)
- Британский стандартный цикл (BSC)
- Тонкая резьба британского стандарта (BSF)
- Британская стандартная трубная резьба (BSP)
- Британский стандарт Whitworth (BSW) – британский стандарт резьбы с профилем 55°.
- Контрфорсная резьба
- Инженерная толерантность
- Резьба для садового шланга
- Список размеров сверл и метчиков
- Национальная трубная резьба (NPT)
- Национальная тема
- Номинальный размер
- Бронированная нить
- Нить для фотографического фильтра
- Предпочтительные метрические размеры
- Винтовая резьба
- Квадратная форма резьбы
- Угол резьбы
- Трапецеидальные формы резьбы
- Стандартная резьба США
- Унифицированный стандарт резьбы (UTS, UNC, UNF, UNEF и UNS) – стандарт резьбы США, Канады и Великобритании, в котором используется тот же профиль 60°, что и в метрической резьбе, но набор комбинаций диаметра и шага в дюймах.
Ссылки [ править ]
- ^ Бизнес-план ISO/TC/1 , 5 марта 2007 г., версия 1.3. Таблица 3: Доля рынка каждой резьбы, стр. 7.
- ^ ISO 68-1:1998 Резьба общего назначения ISO. Основной профиль. Часть 1. Резьба метрическая . Международная организация по стандартизации.
- ^ Оберг и др. 2000 , с. 1706 г.
- ↑ Перейти обратно: Перейти обратно: а б с ISO 965-1:2013 Резьба метрическая ISO общего назначения. Допуски. Часть 1. Принципы и основные данные . Международная организация по стандартизации. 15 сентября 2013 г.
- ↑ Перейти обратно: Перейти обратно: а б ISO 261:1998 Резьба метрическая ISO общего назначения. Общий план . Международная организация по стандартизации. 17 декабря 1998 г.
- ^ ИСО и DIN13
- ^ ISO 262:1998 Резьба метрическая ISO общего назначения. Отдельные размеры винтов, болтов и гаек . Международная организация по стандартизации. 17 декабря 1998 г.
- ^ «Итоговый отчет» (PDF) . ntrs.nasa.gov . Архивировано из оригинала (PDF) 14 марта 2017 года . Проверено 7 июля 2017 г.
- ^ «ИСО 4162:2012» . Международная организация по стандартизации . Проверено 23 декабря 2022 г.
Библиография [ править ]
- Оберг, Эрик; Джонс, Франклин Д.; Хортон, Холбрук Л.; Райффель, Генри Х. (2000), Справочник машинного оборудования (26-е изд.), Нью-Йорк: Industrial Press Inc., ISBN 0-8311-2635-3 .
Внешние ссылки [ править ]
- Схемы и таблицы многих серий резьбы. На немецком языке
- DIN 931: Болты с шестигранной головкой от M1,6 до M39 (классы продукции A и B) (1987 г.)
- IS 9519: Крепеж. Изделия с шестигранной головкой. Ширина под ключ , индийский стандарт (2013 г.)
- Метрический профиль винтовой резьбы, размеры и допуски
ISO Стандарты по номеру стандарта |
|---|