Пайка оплавлением
Эта статья нуждается в дополнительных цитатах для проверки . ( декабрь 2010 г. ) |
Пайка оплавлением — это процесс, при котором паяльная паста (клейкая смесь порошкообразного припоя и флюса ) используется для временного прикрепления от одного до тысячи крошечных электрических компонентов к их контактным площадкам , после чего вся сборка подвергается контролируемому нагреву. Паяльная паста оплавляется в расплавленном состоянии, создавая прочные паяные соединения. Нагрев может осуществляться путем пропускания сборки через печь оплавления , под инфракрасной лампой или (в основном для прототипирования) путем пайки отдельных соединений карандашом с горячим воздухом.
Пайка оплавлением в длинных промышленных конвекционных печах является предпочтительным методом пайки компонентов технологии поверхностного монтажа (SMT) к печатной плате (PCB). Каждый сегмент печи имеет регулируемую температуру в соответствии с конкретными тепловыми требованиями каждого узла. Печи оплавления, предназначенные специально для пайки компонентов поверхностного монтажа, также можно использовать для компонентов со сквозными отверстиями , заполняя отверстия паяльной пастой и вставляя выводы компонентов через пасту. Однако волновая пайка была распространенным методом пайки многовыводных компонентов со сквозными отверстиями на печатной плате, предназначенной для компонентов поверхностного монтажа.
При использовании на платах, содержащих смесь SMT и металлизированных компонентов со сквозными отверстиями (PTH), оплавление сквозных отверстий, если оно достижимо с помощью специально модифицированных пастообразных трафаретов, может позволить исключить этап пайки волновой пайкой из процесса сборки, что потенциально сокращает сборку. затраты. [ нужны разъяснения ] Хотя это можно сказать и о свинцово-оловянных паяльных пастах, использовавшихся ранее, бессвинцовые припои, такие как SAC, представляют собой проблему с точки зрения ограничений регулировки температурного профиля печи и требований к специализированным компонентам со сквозными отверстиями, которые необходимо паять вручную с помощью припоя. провод или не может разумно выдерживать высокие температуры, воздействующие на печатные платы, когда они перемещаются по конвейеру печи оплавления. Пайка оплавлением компонентов со сквозными отверстиями с использованием паяльной пасты в конвекционной печи называется интрузивной пайкой.
Целью процесса оплавления является достижение паяльной пасты эвтектической температуры, при которой конкретный припой подвергается фазовому переходу в жидкое или расплавленное состояние. В этом конкретном диапазоне температур расплавленный сплав демонстрирует свойства адгезии. Расплавленный припой ведет себя подобно воде, обладая свойствами когезии и адгезии. При достаточном количестве флюса в состоянии ликвидуса расплавленные припои проявляют характеристику, называемую «смачивание».
Смачивание — это свойство сплава, находящегося в определенном диапазоне эвтектических температур. Смачивание является необходимым условием формирования паяных соединений, соответствующих критериям «приемлемые» или «целевые» условия, тогда как «несоответствующие» считаются дефектными по МПК .
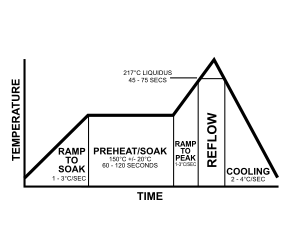
Температурный профиль печи оплавления подходит для характеристик конкретного узла печатной платы, например, размера и глубины слоя заземления внутри платы, количества слоев внутри платы, количества и размера компонентов. Температурный профиль для конкретной платы позволит оплавлять припой на прилегающие поверхности, не перегревая и не повреждая электрические компоненты за пределами их температурного допуска. В обычном процессе пайки оплавлением обычно есть четыре этапа, называемых «зонами», каждый из которых имеет отдельный тепловой профиль: предварительный нагрев , термическая выдержка (часто сокращается до простого выдержки ), оплавление и охлаждение .
Зона предварительного нагрева
[ редактировать ]Предварительный нагрев — это первый этап процесса оплавления. На этом этапе оплавления вся плата в сборе достигает целевой температуры выдержки или выдержки. Основная цель этапа предварительного нагрева — безопасно и стабильно довести всю сборку до температуры выдержки или оплавления. Предварительный нагрев также приводит к выделению газов летучих растворителей в паяльной пасте. Чтобы растворители пасты были должным образом удалены и сборка могла безопасно достичь температуры предварительного оплавления, печатную плату необходимо нагревать постоянным, линейным образом. Важным показателем для первой фазы процесса оплавления является скорость наклона или повышения температуры в зависимости от времени. Часто измеряется в градусах Цельсия в секунду, °C/с. На целевую скорость наклона, установленную производителем, влияют многие переменные. К ним относятся: целевое время обработки, летучесть паяльной пасты и особенности компонентов. Важно учитывать все эти переменные процесса, но в большинстве случаев первостепенное значение имеют чувствительные компоненты. «Многие компоненты треснут, если их температура изменится слишком быстро. Максимальная скорость температурных изменений, которую могут выдержать наиболее чувствительные компоненты, становится максимально допустимым наклоном» [ нужны разъяснения ] . Однако, если термочувствительные компоненты не используются и максимизация производительности вызывает серьезную озабоченность, можно адаптировать агрессивные скорости наклона для сокращения времени обработки. По этой причине многие производители увеличивают скорость наклона до максимально допустимой скорости 3,0 °C/с. И наоборот, если используется паяльная паста, содержащая особенно сильные растворители, слишком быстрый нагрев сборки может легко привести к выходу процесса из-под контроля. Поскольку летучие растворители выделяют газ, они могут разбрызгивать припой с контактных площадок на плату. Образование комков припоя является основной причиной сильной газовыделения на этапе предварительного нагрева. Как только плата нагрелась до температуры на этапе предварительного нагрева, пришло время перейти к фазе выдержки или предварительного оплавления.
Зона термического замачивания
[ редактировать ]Второй этап, термическая выдержка, обычно представляет собой выдержку продолжительностью от 60 до 120 секунд для удаления летучих веществ паяльной пасты и активации флюсов , когда компоненты флюса начинают восстановление оксидов на выводах и контактных площадках компонентов. Слишком высокая температура может привести к разбрызгиванию или комкованию припоя, а также к окислению пасты, монтажных площадок и выводов компонентов. Точно так же флюсы могут не активироваться полностью, если температура слишком низкая. В конце зоны выдержки желательно достичь теплового равновесия всей сборки непосредственно перед зоной оплавления. Профиль выдержки рекомендуется для уменьшения разницы температур между компонентами разных размеров или в случае, если сборка печатной платы очень велика. Профиль выдержки также рекомендуется для уменьшения образования пустот в упаковках типа массива. [1]
Зона оплавления
[ редактировать ]Этот раздел нуждается в дополнительных цитатах для проверки . ( сентябрь 2012 г. ) |
Третья секция, зона оплавления, также называется «временем выше оплавления» или «температурой выше ликвидуса» (TAL) и представляет собой часть процесса, где достигается максимальная температура. Важным фактором является пиковая температура, которая является максимально допустимой температурой всего процесса. Обычная пиковая температура составляет 20–40 ° C выше ликвидуса. [1] Этот предел определяется компонентом сборки с наименьшей устойчивостью к высоким температурам (компонент, наиболее подверженный термическому повреждению). Стандартная рекомендация состоит в том, чтобы вычесть 5 °C из максимальной температуры, которую может выдержать наиболее уязвимый компонент, чтобы получить максимальную температуру для процесса. Важно следить за температурой процесса, чтобы она не превышала этот предел. Кроме того, высокие температуры (более 260 °C) могут привести к повреждению внутренних штампов компонентов SMT- , а также способствовать росту интерметаллидов . И наоборот, недостаточно высокая температура может помешать адекватному оплавлению пасты.


Время выше ликвидуса (TAL) или время выше оплавления измеряет, как долго припой находится в жидком состоянии. Флюс снижает поверхностное натяжение на стыке металлов, обеспечивая металлургическое соединение, позволяя отдельным сферам припоя соединяться. Если время профиля превышает спецификации производителя, результатом может стать преждевременная активация или расходование флюса, что приводит к эффективному «высыханию» пасты перед формированием паяного соединения. Недостаточное соотношение времени и температуры приводит к снижению очищающего действия флюса, что приводит к плохому смачиванию , недостаточному удалению растворителя и флюса и, возможно, к дефектам паяных соединений. Эксперты обычно рекомендуют максимально короткий TAL, однако в большинстве паст указывается минимальный TAL, равный 30 секундам, хотя, похоже, нет четкой причины для такого конкретного времени. Одна из возможностей заключается в том, что на печатной плате есть места, которые не измеряются во время профилирования, и поэтому установка минимально допустимого времени в 30 секунд снижает вероятность того, что неизмеренная область не будет перекомпонована. Высокое минимальное время оплавления также обеспечивает запас прочности при изменении температуры в печи. Время смачивания в идеале должно оставаться ниже 60 секунд выше уровня ликвидуса. Дополнительное время выше ликвидуса может вызвать чрезмерный рост интерметаллидов, что может привести к хрупкости соединения. Плата и компоненты также могут быть повреждены при повышении температуры выше ликвидуса, и у большинства компонентов есть четко определенный временной предел, в течение которого они могут подвергаться воздействию температур, превышающих заданный максимум. Слишком малое время выше уровня ликвидуса может привести к задержке растворителей и флюса и создать вероятность холодных или тусклых соединений, а также пустот при припое.
Зона охлаждения
[ редактировать ]Последняя зона представляет собой зону охлаждения для постепенного охлаждения обрабатываемой платы и затвердевания паяных соединений. Правильное охлаждение препятствует избыточному интерметаллидному образованию или термическому удару компонентов. Типичные температуры в зоне охлаждения составляют 30–110 ° C (86–230 ° F). Высокая скорость охлаждения выбирается для создания мелкозернистой структуры, наиболее механически прочной. [1] В отличие от максимальной скорости нарастания, скорость снижения часто игнорируется. Скорость изменения менее критична при превышении определенных температур, однако максимально допустимый наклон для любого компонента должен применяться независимо от того, нагревается или остывает компонент. Обычно предлагается скорость охлаждения 4 °C/с. Это параметр, который следует учитывать при анализе результатов процесса.
Этимология
[ редактировать ]Термин «оплавления» используется для обозначения температуры, выше которой твердая масса припоя наверняка плавится (а не просто размягчается). При охлаждении ниже этой температуры припой не будет течь. Нагревшись над ним еще раз, припой снова потечет - отсюда и «повторное течение».
Современные методы сборки схем, в которых используется пайка оплавлением, не обязательно позволяют припою течь более одного раза. Они гарантируют, что гранулированный припой, содержащийся в паяльной пасте, превосходит температуру оплавления используемого припоя.
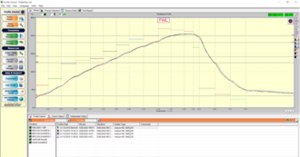
Термическое профилирование
[ редактировать ]Термическое профилирование — это измерение нескольких точек на печатной плате для определения температурного отклонения, которое происходит в процессе пайки. В производстве электроники SPC (статистический контроль процесса) помогает определить, находится ли процесс под контролем, измеряя параметры оплавления, определяемые технологиями пайки и требованиями к компонентам. [3] [4] Современные программные инструменты позволяют получить профиль, а затем автоматически оптимизировать его с помощью математического моделирования, что значительно сокращает время, необходимое для установления оптимальных настроек процесса. [5]
См. также
[ редактировать ]- печь оплавления
- Директива об ограничении использования опасных веществ (RoHS)
- Доработка (электроника)
- Термическое профилирование
- Волновая пайка
Ссылки
[ редактировать ]- ^ Перейти обратно: а б с Основы профилирования — этапы перекомпоновки
- ^ Жируар, Роланд. «Печь оплавления Mark5» . Веб-сайт Хеллер Индастриз . Хеллер Индастриз Инк . Проверено 11 марта 2024 г.
- ^ http://www.ipc.org/TOC/IPC-7530.pdf. [ только URL-адрес PDF ]
- ^ http://www.solderstar.com/files/5214/3567/7718/SolderStar_Reflow_Solutions.pdf [ только URL-адрес PDF ]
- ^ «AutoSeeker — программное обеспечение для оптимизации термического профиля оплавления» . Ютуб .