3D printing filament

Нить для 3D-печати — это термопластическое сырье для моделирующих методом наплавления 3D-принтеров, . Существует множество типов нитей с разными свойствами. [ 1 ]
Нить бывает разного диаметра, чаще всего 1,75 мм и 2,85 мм. [ 2 ] причем последний часто путают с менее распространенным диаметром 3 мм. [ 3 ]
Нить состоит из одной непрерывной тонкой пластиковой нити, намотанной на катушку. [ 4 ]
Производство
[ редактировать ]Нить промышленного производства
[ редактировать ]
Нить для 3D-печати создается с использованием процесса нагрева, экструзии и охлаждения пластика для превращения шариков в готовый продукт. Однако, в отличие от 3D-принтера, при создании нити нить вытягивается, а не проталкивается через сопло. Диаметр нити определяется процессом, который происходит после нагрева пластика, а не диаметром сопла экструдера. К нити при вытягивании из экструдера прикладывают различную силу и скорость, чтобы определить ширину нити, чаще всего диаметр 1,75 мм или 2,85 мм. [ 5 ] [ 6 ]
Пластиковые шарики всегда белые или прозрачные. Пигменты или другие добавки добавляются в материал перед его плавлением для создания цветной нити или нити с особыми свойствами, например повышенной прочностью или магнитными свойствами. Перед экструзией нити гранулы нагревают до 80 °C, чтобы высушить ее и уменьшить содержание воды. Стержни необходимо высушить, поскольку многие термопласты гигроскопичны , а экструзия влажного пластика приводит к дефектам размеров (это также имеет место при печати готовой нити) . [ 7 ] ). Оттуда гранулы подаются в одношнековый экструдер, где они нагреваются и экструдируются в нить. [ 5 ] Диаметр часто измеряется лазерным лучом (не плавлением) как часть механизма контроля качества, обеспечивающего правильный диаметр нити. Затем нить пропускают через резервуар с теплой водой, который охлаждает нить и придает ей круглую форму. Затем нить пропускают через резервуар с холодной водой, чтобы охладить ее до комнатной температуры. Затем его наматывают на катушку для создания готового продукта. [ 5 ]
Производство нитей своими руками
[ редактировать ]Машины для производства нитей своими руками используют тот же метод, что и 3D-принтеры FDM: проталкивание нити через экструдер для создания нити нужного диаметра. Существует несколько машин для изготовления нитей своими руками, доступных как в виде планов с открытым исходным кодом, так и в виде коммерчески доступных машин.
можно Пищевой дегидратор использовать для удаления воды из гигроскопичных материалов при температуре выше 70 °C. [ 8 ]
Использование
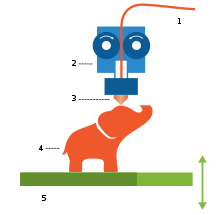
[ редактировать ]Процесс преобразования нити для 3D-печати в 3D-модель.
- Нить подается в 3D-принтер FDM.
- Термопластик стеклования . внутри хотэнда нагревается выше температуры
- Нить экструдируется и укладывается с помощью экструзионной головки на рабочую платформу, где она охлаждается.
- Этот процесс непрерывен: создаются слои для создания модели.
Материалы
[ редактировать ]| Нить | Особые свойства | Использование | Сила | Плотность (кг/м 3 ) | Гибкость | Долговечность | Сложность печати. | Температура печати (°C) | Температура слоя (°C) | Печать заметок |
|---|---|---|---|---|---|---|---|---|---|---|
| НОАК |
|
Потребительские товары | Середина | 1240 [ 9 ] | Низкий | Середина | Низкий | 180 - 230 | Нет необходимости в подогреваемой кровати, также рекомендуется температура 60-80C. | |
| АБС |
|
Функциональные части | Середина | 1010 [ 10 ] | Середина | Высокий | Середина | 210 - 250 | 50 - 100 | |
| PETG (XT, N‑Vent) |
|
Все | Середина | 1270 [ 11 ] | Высокий | Высокий | Середина | 220 - 235 | Не нужна кровать с подогревом | |
| Нейлон |
|
Все | Высокий | 1020 [ 12 ] | Высокий | Высокий | Середина | 220 - 260 | 50 - 100 | Гигроскопичен, хранить в закрытом виде, когда не используется. |
| ТПЭ |
|
|
Низкий | Высокий | Середина | Высокий | 225 - 235 | 40 | Печатайте очень медленно | |
| ТПУ |
|
|
Низкий | Высокий | Середина | Высокий | 225 - 235 | Не нужна кровать с подогревом | Печатайте медленно | |
| Древесина | Отделка под дерево | Домашний декор | Середина | 1400 [ 13 ] | Середина | Середина | Середина | 195 - 220 | Не нужна кровать с подогревом | |
| БЕДРА |
|
Опорные конструкции при использовании ABS на принтере с двойной экструзией. | Низкий | 1040 [ 14 ] | Середина | Высокий | Середина | 210 - 250 | 50 - 100 | |
| ПВА |
|
Опорные конструкции при использовании PLA или ABS на принтере с двойной экструзией. | Высокий | Низкий | Середина | Низкий | 180 - 230 | Не нужна кровать с подогревом | Гигроскопичен, хранить в закрытом виде, когда не используется. | |
| ПЭТ (КЭП) |
|
Все | Высокий | Высокий | Высокий | Середина | 220 - 250 | Не нужна кровать с подогревом | ||
| ПЛА Металл | Металлическая отделка | Ювелирные изделия | Середина | Низкий | Высокий | Высокий | 195 - 220 | Не нужна кровать с подогревом | Используйте закаленную насадку | |
| ПЛА углеродное волокно |
|
Функциональные части | Середина | Низкий | Высокий | Середина | 195 - 220 | Не нужна кровать с подогревом | Используйте закаленную насадку | |
| Лигнин (биоФила) |
|
Середина | Низкий | Середина | Низкий | 190 - 225 | 55 | |||
| Поликарбонат |
|
Функциональные части | Высокий | 1180 – 1200 [ 15 ] | Высокий | Высокий | Середина | 270 - 310 | 90 - 105 | Используйте закрытую камеру с подогревом при температуре окружающей среды около 60 °C. |
| Проводящий (обычно смесь графита и пластика) | Проводящий | Электроника | Середина | Середина | Низкий | Низкий | 215 - 230 | Не нужна кровать с подогревом | Используйте закаленную насадку | |
| Воск (МОЛДЛАЙ) | тает | Литье по выплавляемым моделям | Низкий | Низкий | Низкий | Низкий | 170 - 180 | Не нужна кровать с подогревом | ||
| ПЭТТ (Т-Гласс) |
|
Функциональные части | Высокий | Высокий | Высокий | Середина | 235 - 240 | Не нужна кровать с подогревом | ||
| РАБОТА |
|
Открытый | Середина | Низкий | Высокий | Середина | 240 - 260 | 100 - 120 | ||
| ПП |
|
Гибкие компоненты | Середина | 1040 [ 16 ] | Высокий | Середина | Высокий | 210 - 230 | 120 - 150 | |
| ПОМ , Ацеталь |
|
Функциональные части | Высокий | Низкий | Середина | Высокий | 210 - 225 | 130 | ||
| ПММА , Акрил |
|
Рассеиватели света | Середина | Низкий | Высокий | Середина | 235 - 250 | 100 -120 | ||
| Песчаник (LAYBRICK; стилизованный пластик) | Отделка из песчаника | Архитектура | Низкий | Низкий | Низкий | Середина | 165 - 210 | Не нужна кровать с подогревом | ||
| Светящийся в темноте пластик | фосфоресценция | Веселье | Середина | Середина | Середина | Низкий | 215 | Не нужна кровать с подогревом | Используйте закаленную насадку | |
| Очистка | Очистка | Прочистка форсунок | Н/Д | Н/Д | Н/Д | Низкий | 150 - 260 | Не нужна кровать с подогревом | ||
| ПК - АБС |
|
Функциональные части | Середина | Низкий | Высокий | Высокий | 260 - 280 | 120 | ||
| Магнитный (смесь PLA) | Магнитный | Веселье | Середина | Середина | Середина | Высокий | 195 - 220 | Не нужна кровать с подогревом | ||
| Изменение цвета (смесь пластика) | Термохромизм | Веселье | Середина | Середина | Середина | Низкий | 215 | Не нужна кровать с подогревом | ||
| nGen (сополиэстер) |
|
Все | Середина | Высокий | Высокий | Середина | 210 - 240 | 60 | ||
| ТПК |
|
|
Низкий | Высокий | Середина | Высокий | 210 | 60 - 100 | ||
| ПОРО-ЛАЙ | Частично растворимый в воде | Экспериментальный | Низкий | Высокий | Середина | Низкий | 220 - 235 | Не нужна кровать с подогревом | ||
| ФПЭ | Гибкий | Гибкие детали | Низкий | Высокий | Высокий | Середина | 205 - 250 | 75 [ 17 ] [ 18 ] [ 19 ] [ 20 ] [ 21 ] | ||
| НРАВИТЬСЯ |
|
Функциональные части | Высокий | 1270 | Середина | Высокий | Середина | 340 - 380 | 180 - 200 | Используйте закрытую камеру с подогревом при температуре 220 °C. |
Ссылки
[ редактировать ]- ^ «16 типов нитей для 3D-принтеров» . 3D Инсайдер . 09.03.2017. Архивировано из оригинала 12 декабря 2017 г. Проверено 12 декабря 2017 г.
- ^ «Любопытная вещь о нити для 3D-принтера диаметром 3,00 и 1,75 мм» . Фаббалоу . Архивировано из оригинала 22 апреля 2017 г. Проверено 20 апреля 2017 г.
- ^ «Проблема с нитью диаметром 3 мм» . 31 августа 2018 г. Архивировано из оригинала 14 сентября 2020 г. Проверено 26 апреля 2020 г.
- ^ «Что такое нить для 3D-принтера?» . Архивировано из оригинала 23 августа 2022 г. Проверено 12 сентября 2022 г.
- ^ Перейти обратно: а б с «Как это сделано: нить для 3D-печати | Сделать» . Make: DIY-проекты и идеи для мастеров . 11 февраля 2015 г. Архивировано из оригинала 22 апреля 2017 г. Проверено 20 апреля 2017 г.
- ^ «КАК ДЕЛАЮТСЯ НИТИ» . Архивировано из оригинала 07.11.2018 . Проверено 7 ноября 2018 г.
- ^ «Какое влияние влажность оказывает на вашу нить?» . Архивировано из оригинала 07.11.2018 . Проверено 7 ноября 2018 г.
- ^ «Можете ли вы напечатать 3D-принтер с помощью триммерной лески?! — YouTube» . Ютуб . 14 ноября 2020 г. Архивировано из оригинала 24 августа 2022 г. Проверено 12 сентября 2022 г.
- ^ «EasyFil PLA, сапфировый серый, 1,75 мм» . Формафутура . Архивировано из оригинала 23 апреля 2017 г. Проверено 22 апреля 2017 г.
- ^ «АБС-пластик премиум-класса, натуральный, 1,75 мм» . Формафутура . Архивировано из оригинала 23 апреля 2017 г. Проверено 22 апреля 2017 г.
- ^ Руководство по сравнению филаментов жесткого.ink «Полное руководство по сравнению нитей для 3D-печати». Архивировано 15 декабря 2017 г. на Wayback Machine , strict.ink , 14 декабря 2017 г.
- ^ «НЕЙЛОН PA12 — Технический паспорт» (PDF) . Фиберология . Архивировано (PDF) из оригинала 15 сентября 2020 г. Проверено 9 марта 2020 г.
- ^ «FiberWood — Технический паспорт» (PDF) . Фиберология . Архивировано (PDF) из оригинала 15 сентября 2020 г. Проверено 9 марта 2020 г.
- ^ «EasyFil HIPS 1,75 мм, белый» . Формафутура . Архивировано из оригинала 23 апреля 2017 г. Проверено 22 апреля 2017 г.
- ^ «ПК-Макс – Полимейкер» . Полимейкер . Архивировано из оригинала 23 апреля 2017 г. Проверено 22 апреля 2017 г.
- ^ «ПП – Полипропилен – Технический паспорт» (PDF) . Фиберология . Архивировано (PDF) из оригинала 15 сентября 2020 г. Проверено 9 марта 2020 г.
- ^ «30 типов нитей для 3D-принтеров — Руководство и сравнительная таблица | All3DP» . All3DP . 03.01.2017. Архивировано из оригинала 22 апреля 2017 г. Проверено 20 апреля 2017 г.
- ^ «Сравнение нитей для 3D-принтеров | MatterHackers» . MatterHackers . Архивировано из оригинала 29 апреля 2017 г. Проверено 20 апреля 2017 г.
- ^ «Какой материал следует использовать для 3D-печати? | 3D-печать для начинающих» . 3D-печать для начинающих . 10 февраля 2013 г. Архивировано из оригинала 24 марта 2017 г. Проверено 20 апреля 2017 г.
- ^ «Температура 3D-печати и рекомендации по печати» . Филаментс.ca . Архивировано из оригинала 23 апреля 2017 г. Проверено 22 апреля 2017 г.
- ^ «Обзор типов нитей для 3D-принтеров» . 3D-печать с нуля . 10 декабря 2014 г. Архивировано из оригинала 13 декабря 2017 г. Проверено 12 декабря 2017 г.