Unified Thread Standard
Unified Thread Standard ( UTS ) определяет стандартную форму и серии резьбов, наряду с допусками, допусками и обозначениями, для винтовых резьбов, обычно используемых в Соединенных Штатах и Канаде . Это основной стандарт для болтов, гайков и широкого разнообразия других резьбовых крепеж, используемых в этих странах. Он имеет тот же профиль 60 °, что и метрический винтовой резьбу ISO , но характерные размеры каждой резьбы UTS (внешний диаметр и шаг) были выбраны в виде дюймовой фракции, а не миллиметрового значения. UTS в настоящее время контролируется ASME / ANSI в Соединенных Штатах.
Происхождение
[ редактировать ]Базовый профиль
[ редактировать ]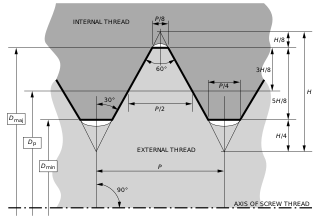
Каждая нить в серии характеризуется своим основным диаметром и D его шагом, с . Ниды UTS состоят из симметричной V-образной нити. В любой плоскости, содержащей ось резьбу, фланги V имеют угол 60 ° друг к другу. Самый внешний 1 ~ 8 и внутренний 1 ~ 4 высоты H V-образной формы отрезаны от профиля.
Основной диаметр d - это диаметр винта, измеренный от внешнего края резьбов. Незначительный диаметр d min (также известный как диаметр корня) - это диаметр винта, измеренный с внутреннего края резьбов. Основной диаметр может немного отличаться от диаметра хвостовика, который является диаметром непотребованной части винта. Диаметры иногда даются приблизительно в фракциях дюйма (например, основной диаметр винта #6 составляет 0,1380 дюйма, приблизительно 9 ~ 64 дюйма = 0,140625 дюйма ).
Тона P - это расстояние между пиками резьбы. Для резьбов UTS, которые представляют собой отдельные резьбы, она равна лидерству , осевое расстояние, которое винт достигает во время вращения на 360 °. Поток UTS обычно не используют параметр шага; параметр, известный как потоки на дюйм Вместо этого используется (TPI), который является взаимным шагом.
Соотношение между высотой h и тоном p обнаруживается с использованием следующего уравнения, где наполовину прилагается угол нити, в данном случае 30 градусов: [ 1 ]


или

, на болте) основной диаметр и d мадрь -диаметр определяют Во внешней (мужской) резьбе ( например максимальные размеры резьбы. Это означает, что внешняя нить должна заканчиваться плоским в D MAJ , но может быть округлен ниже незначительного диаметра D MIN . И наоборот, во внутренней (женской) потоке (например, в гайке) основные и незначительные диаметры представляют собой минимальные размеры, поэтому профиль резьбы должен заканчиваться плоским в D MIN, но может быть округлен за пределами D MAJ . Эти положения предназначены для предотвращения любых помех.
Незначительный диаметр в минуту и эффективный диаметр шага D P получены из основного диаметра и высоты как:

Обозначение
[ редактировать ]Стандартное обозначение для потока UTS представляет собой число, указывающее номинальный (основной) диаметр потока, за которым следует тона, измеренная в резьбе на дюйм . Для диаметров меньше, чем 1/4 стандарте ; дюйм, диаметр обозначен целочисленным номером, определенным в Для всех других диаметров дана фигура дюйма.
За этой парой номеров следует буквы UNC, UNC или UNEF (Unified), если комбинация диаметром диаметром из грубой , тонкой или дополнительной серии, а также может сопровождаться классом допуска.
Пример: #6-32 UNC 2B (Основной диаметр: 0,1380 дюйма, высота: 32 TPI)
| Основной диаметр D MAJ (дюйм, мм) |
Плотность резьбы ( D , резьбы на дюйм ) и высота резьбы ( P ) | Предпочтительный крана размер тренировочного | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Грубый (UNC) | Прекрасно (UNF) | Очень хорошо (OneF) | |||||||||||||||
| D ( TPI ) | P (дюйм, мм) | D (TPI) | P (дюйм, мм) | D (TPI) | P (дюйм, мм) | Грубый | Отлично | Очень хорошо | |||||||||
| #0 | 0.0600 | 1.5240 | Никто | 80 | 0.012500 | 0.3175 | Никто | 3 / 64 ″ | .047 | ||||||||
| #1 | 0.0730 | 1.8542 | 64 | 0.015625 | 0.3969 | 72 | 0.013888 | 0.3528 | Никто | #53 | .060 | #53 | .060 | ||||
| #2 | 0.0860 | 2.1844 | 56 | 0.017857 | 0.4536 | 64 | 0.015625 | 0.3969 | Никто | #50 | .070 | #50 | .070 | ||||
| #3 | 0.0990 | 2.5146 | 48 | 0.020833 | 0.5292 | 56 | 0.017857 | 0.4536 | Никто | #47 | .079 | #45 | .082 | ||||
| #4 | 0.1120 | 2.8448 | 40 | 0.025000 | 0.6350 | 48 | 0.020833 | 0.5292 | Никто | #43 | .089 | #42 | .094 | ||||
| #5 | 0.1250 | 3.1750 | 40 | 0.025000 | 0.6350 | 44 | 0.022727 | 0.5773 | Никто | #38 | .102 | #37 | .104 | ||||
| #6 | 0.1380 | 3.5052 | 32 | 0.031250 | 0.7938 | 40 | 0.025000 | 0.6350 | Никто | #36 | .107 | #33 | .113 | ||||
| #8 | 0.1640 | 4.1656 | 32 | 0.031250 | 0.7938 | 36 | 0.027778 | 0.7056 | Никто | #29 | .136 | #29 | .136 | ||||
| #10 | 0.1900 | 4.8260 | 24 | 0.041667 | 1.0583 | 32 | 0.031250 | 0.7938 | Никто | #25 | .150 | #21 | .159 | ||||
| #12 | 0.2160 | 5.4864 | 24 | 0.041667 | 1.0583 | 28 | 0.035714 | 0.9071 | 32 | 0.031250 | 0.7938 | #16 | .177 | #14 | .182 | 3 / 16 ″ | .188 |
| 1 / 4 ″ | 0.2500 | 6.3500 | 20 | 0.050000 | 1.2700 | 28 | 0.035714 | 0.9071 | 32 | 0.031250 | 0.7938 | #7 | .201 | #3 | .213 | 7 / 32 ″ | .219 |
| 5 / 16 ″ | 0.3125 | 7.9375 | 18 | 0.055556 | 1.4111 | 24 | 0.041667 | 1.0583 | 32 | 0.031250 | 0.7938 | Фон | .257 | я | .272 | 9 / 32 ″ | .281 |
| 3 / 8 ″ | 0.3750 | 9.5250 | 16 | 0.062500 | 1.5875 | 24 | 0.041667 | 1.0583 | 32 | 0.031250 | 0.7938 | 5 / 16 ″ | .313 | Q. | .332 | 11 / 32 ″ | .344 |
| 7 / 16 ″ | 0.4375 | 11.1125 | 14 | 0.071428 | 1.8143 | 20 | 0.050000 | 1.2700 | 28 | 0.035714 | 0.9071 | В | .368 | 25 / 64 ″ | .391 | И | .404 |
| 1 / 2 ″ | 0.5000 | 12.7000 | 13 | 0.076923 | 1.9538 | 20 | 0.050000 | 1.2700 | 28 | 0.035714 | 0.9071 | 27 / 64 ″ | .422 | 29 / 64 ″ | .453 | 15 / 32 ″ | .469 |
| 9 / 16 ″ | 0.5625 | 14.2875 | 12 | 0.083333 | 2.1167 | 18 | 0.055556 | 1.4111 | 24 | 0.041667 | 1.0583 | 31 / 64 ″ | .484 | 1 / 2 ″ | .500 | + 33 / 64 ″ | .516 |
| 5 / 8 ″ | 0.6250 | 15.8750 | 11 | 0.090909 | 2.3091 | 18 | 0.055556 | 1.4111 | 24 | 0.041667 | 1.0583 | + 17 / 32 ″ | .531 | + 9 / 16 ″ | .563 | + 37 / 64 ″ | .578 |
| 3 / 4 ″ | 0.7500 | 19.0500 | 10 | 0.100000 | 2.5400 | 16 | 0.062500 | 1.5875 | 20 | 0.050000 | 1.2700 | 21 / 32 ″ | .656 | 11 / 16 ″ | .688 | + 45 / 64 ″ | .703 |
| 7 / 8 ″ | 0.8750 | 22.2250 | 9 | 0.111111 | 2.8222 | 14 | 0.071428 | 1.8143 | 20 | 0.050000 | 1.2700 | + 49 / 64 ″ | .766 | + 51 / 64 ″ | .797 | + 53 / 64 ″ | .828 |
| 1″ | 1.0000 | 25.4000 | 8 | 0.125000 | 3.1750 | 12 [ А ] | 0.083333 | 2.1167 | 20 | 0.050000 | 1.2700 | 7 / 8 ″ | .875 | 59 / 64 ″ | .922 | 61 / 64 ″ | .953 |
| 1 + 1 / 8 ″ | 1.1250 | 28.5750 | 7 | 0.142857 | 3.6286 | 12 | 0.083333 | 2.1167 | |||||||||
| 1 + 1 / 4 ″ | 1.2500 | 31.7500 | 7 | 0.142857 | 3.6286 | 12 | 0.083333 | 2.1167 | |||||||||
| 1 + 3 / 8 ″ | 1.3750 | 34.9250 | 6 | 0.166667 | 4.2333 | 12 | 0.083333 | 2.1167 | |||||||||
| 1 + 1 / 2 ″ | 1.5000 | 38.1000 | 6 | 0.166667 | 4.2333 | 12 | 0.083333 | 2.1167 | |||||||||
| 1 + 3 / 4 ″ | 1.7500 | 44.4500 | 5 | 0.200000 | 5.0800 | ||||||||||||
| 2″ | 2.0000 | 50.8000 | 4 + 1 / 2 | 0.222222 | 5.6444 | ||||||||||||
| 2 + 1 / 4 ″ | 2.2500 | 57.1500 | 4 + 1 / 2 | 0.222222 | 5.6444 | ||||||||||||
| 2 + 1 / 2 ″ | 2.5000 | 63.5000 | 4 | 0.250000 | 6.3500 | ||||||||||||
| 2 + 3 / 4 ″ | 2.7500 | 69.8500 | 4 | 0.250000 | 6.3500 | ||||||||||||
| 3″ | 3.0000 | 76.2000 | 4 | 0.250000 | 6.3500 | ||||||||||||
| 3 + 1 / 4 ″ | 3.2500 | 82.5500 | 4 | 0.250000 | 6.3500 | ||||||||||||
| 3 + 1 / 2 ″ | 3.5000 | 88.9000 | 4 | 0.250000 | 6.3500 | ||||||||||||
| 3 + 3 / 4 ″ | 3.7500 | 95.2500 | 4 | 0.250000 | 6.3500 | ||||||||||||
| 4″ | 4.0000 | 101.6000 | 4 | 0.250000 | 6.3500 | ||||||||||||
- ^ В течение многих лет, нестандартные 1-дюймовые 14-тпи-гайки, и болты широко использовались вместо 1-дюймовых закреживателей 12-дюймовых 12-дюймовых 12-типиоров; Следовательно, 1 ″ -14 крепеж легче найти и дешевле, чем 1 ″ -12 крепеж. После нескольких десятилетий 1 ″ -14 крепеж теперь стали обычно называемыми «стандартной тонкой нитью» или «UNP». Несмотря на технически неверные (стандарт UNF определяет 1 ″ -12), размер 1 ″ -14 универсально принимается в качестве стандарта для тонких натраненных 1-дюймовых крепеж, а «1-дюймовый 14-тпий NF» стал установлен как «общий Используйте «термин или« общее название бренда/стандарт ». Другими словами, стандарт 1 ″ -12 не имел эффективного правоприменения в течение достаточно длительного времени (много десятилетий), чтобы придать общий товарный знак -похожим на товарные знаки 1-дюймовому задницу 14-TPI.
Следующая формула используется для расчета основного диаметра пронумерованного винта, более или равенного 0: основной диаметр = винт # × 0,013 в + 0,060 дюйма. Например, основной диаметр винта # 10 составляет 10 × 0,013 в + 0,060 дюйма = 0,190 дюйма. Для расчета основного диаметра винтов размера «aught» подсчитывается количество дополнительных нулей и умножьте это число на 0,013 дюйма и вычтите от 0,060 дюйма. - (3 × 0,013 дюйма) = 0,060 в - 0,039 в = 0,021 дюйма.
Число серии машинных винтов была расширена вниз, чтобы включить #00-90 (0,047 в = 0,060 в-0,013 дюймов) и #000-120 (0,034 в = 0,060 в-2 × 0,013 дюйма); [ 3 ] Тем не менее, основным стандартом для винтов, меньше, чем #0, является ANSI/ASME Standard B1.10 Unified Miniature Wint Leads. Это определяет серию метрических винтов, названных в честь их основных диаметров в миллиметрах, от 0,30 UNM до 1,40 UNM. Предпочтительные размеры составляют 0,3, 0,4, 0,5, 0,6, 0,8, 1,0 и 1,2 мм, с дополнительными определенными размерами на полпути между. [ 2 ] : 1861 Стандартный шаг резьбы приблизительно 1/4 диаметра . основного Форма резьбы слегка модифицирована для увеличения незначительного диаметра и, следовательно, прочности винтов и кранов. Основной диаметр все еще распространяется на 1/8 от H V теоретического резкого , но общая глубина нити уменьшается на 4% 5 / 8 H = 5 / 8 COS (30 °) P ≈ 0,541 P до 0,52 p . [ 2 ] : 1858–1859 Это увеличивает количество теоретического резкого V , которое отключается при меньшем диаметре на 10% от 0,25 ч до 7 / 8 − 0,52 / cos 30 ° ≈ 0,27456 ч .
Число серии винтов машины когда -то включало более нечетные числа и поднялась до #16 или более. Усилия по стандартизации в конце 19 -го и начале 20 -го века значительно сократили диапазон размеров. Теперь менее распространено видеть машинные винты больше, чем #14, или нечетные размеры числа, отличные от #1, #3 и #5. Несмотря на то, что винты #14 и #16 все еще доступны, они не так распространены, как размеры #0 до #12. [ Цитация необходима ]
Иногда используются «специальные» комбинации диаметром и высоты (ООН), например, 0,619 дюймов (15,7 мм) диаметром с 20 резьбами на дюйм. Ниды ООН редко используются для болтов, а скорее на гайках, отверстиях и резьбовых OD. Из -за этого Uns Taps легко доступны. [ 4 ] [ 5 ] Большинство потоков ООН имеют больше потоков на дюйм, чем корреляция стандарта UNF или UNEF; Поэтому они часто являются самым сильным доступным потоком. [ 6 ] Из -за этого они часто используются в приложениях, где высокие напряжения возникают , такие как шпинции с помощью машинного инструмента [ 7 ] или автомобильные шпинции . [ 8 ]
Оценивание
[ редактировать ]Система измерения с резьбой с резьбой содержит список характеристик винтовой резьбы, которые необходимо проверить, чтобы установить размерную приемлемость резьбов винта на резьбовом продукте и датчика (ов), которые должны использоваться при осмотре этих характеристик.
В настоящее время это оценивание для UTS контролируется:
- ASME/ANSI B1.2-1983 Датчики и измерение для унифицированных дюймовых резьбов винтов
- Этот стандарт обеспечивает важные характеристики и размеры для датчиков, используемых на форме унифицированного дюймового винта, Unified] и только для внешних резьбов], и покрывает спецификации и размеры для резьбовых датчиков и измерительного оборудования, перечисленных в таблицах 1 и 2. Основная цель и использование каждого датчика также описаны.
- ASME/ANSI B1.3-2007 СИСТЕМЫ ИЗМЕНЕНИЯ ВИНТА для приемлемости: дюйм и метрические винтовые резьбы (UN, UNJ, M, M и MJ)
- В этом стандарте представлены системы измерения с резьбой, подходящие для определения приемлемости объединенных [UN], UNR [только внешние резьбы], UNJ [внутренние и внешние резьбы], M и винтовые резьбы MJ на продуктах извне и внутренне резьбы. Он устанавливает критерии для принятия винтовой резьбы при использовании системы измерения.
- Система измерения с резьбой с резьбой содержит список характеристик винтовой резьбы, которые необходимо проверить, чтобы установить размерную приемлемость резьбов винта на резьбовом продукте и датчика (ов), которые должны использоваться при осмотре этих характеристик.
- Использование федерального правительства. Когда этот стандарт одобрен Министерством обороны и федеральных учреждений и включен в федеральный стандарт-H28/20 [Fed-STD-H28/20], стандарты винтовой резьбы для федеральных услуг, раздел 20, использование этого стандарта по Федеральное правительство подлежит всем требованиям и ограничениям федерального стандарта-H28/20 [Fed-STD-H28/20].
Эти стандарты обеспечивают важные характеристики и размеры для датчиков, используемых на цех, винтовых резьбах Unified (UN, UNR, UNJ Form) на извне и внутренне резьбе. Он также охватывает спецификации и размеры для резьбовых датчиков и измерительного оборудования. Основная цель и использование каждого датчика также описаны. Он также устанавливает критерии для принятия винтовой резьбы при использовании системы измерения.
Классы терпимости
[ редактировать ]Существует система классификации для простоты производства и взаимозаменяемости изготовленных резьбовых предметов. Большинство (но, конечно, не все) резьбовые элементы изготовлены в стандарт классификации, называемый Unified Vint Rade Standard Series. Эта система аналогична приступам, используемым с собранными частями.
- Ниды класса 1 свободны, предназначенные для простоты сборки или использования в грязной среде.
- Потоки класса 2 бесплатны, и наиболее распространены. Они предназначены для максимизации прочности, учитывая типичную возможность машинного цеха и машинную практику.
- Потоки класса 3 средние, все еще довольно распространенные и используются для более тесных допусков на высококачественную работу.
- Поток класса 4 ранее обозначал, что подходит для еще более жестких допусков, но эта классификация теперь устарела.
- Подгонка класса 5 - это интерференционная нить , требующая использования гаечного ключа для поворота. Они можно увидеть в таких приложениях, как пружинные кандалы на автомобиле.
Саффикс буквы «A» или «B» обозначает, являются ли потоки внешними или внутренними, соответственно. Классы 1a, 2a, 3a применяются к внешним потокам; Классы 1b, 2b, 3b применяются к внутренним потокам. [ 9 ]
Класс потоков относится к приемлемому диапазону диаметра шага для любого данного потока. Диаметр шага обозначен как DP на рисунке, показанном выше. Есть несколько методов, которые используются для измерения диаметра шага. Наиболее распространенный метод, используемый в производстве,-это калибр Go/не ходи .
Связанные стандарты
[ редактировать ]- ASME/ANSI B1.1 - 2019 Unified Dion Vint Leads, UN, UNR и форм резьбы UNJ
- ASME/ANSI B1.10M - 2004 Unified Miniature Vint Lids
Смотрите также
[ редактировать ]Примечания
[ редактировать ]- ^ Oberg et al. 2000 .
- ^ Jump up to: а беременный в Оберг, Эрик (2012). Справочник машины (29 -е изд.). Нью -Йорк: промышленная пресса. ISBN 978-0-8311-2900-2 .
- ^ #00-90 и #000-120 винтов для продажи
- ^ McMaster-Carr , p. 2520 , извлечен 28 августа 2009 г.
- ^ McMaster-Carr , p. 2501 , извлечен 28 августа 2009 г.
- ^ Schwaller 2004 , p. 55
- ^ Специальные связи , архивировав от оригинала 18 мая 2009 года , извлечены 28 августа 2009 года .
- ^ Компоненты HUB (PDF) , архивированы из оригинала (PDF) 17 июня 2009 года , извлечены 29 августа 2009 года .
- ^ «Терминология с новой нитью» (PDF) . aftfasteners.com . Получено 9 января 2019 года .
Библиография
[ редактировать ]- Ryffel, Henry H.; и др., ред. (1988), Справочник машины (23 -е изд.), Нью -Йорк: Industrial Press, ISBN 978-0-8311-1200-4 .
- Schwaller, Enthony E. (2004), Total Automotive Technology (4 -е изд.), Cengage Learning, ISBN 978-1-4018-2476-1 .
Внешние ссылки
[ редактировать ]- Унифицированные винтовые резьбы с допусками
- Унифицированные грубые/мелкие диаметры и размер буровых краев (US UNITS)
- Unified Choarse/Fine Tap Dlilles (US UNITS)
- Императорские метрические графики преобразования размеров
- Международные стандарты темы
- Диаграмма конверсии Whitworth/BSF/AF и метрическая архивирована 2 мая 2010 года на машине Wayback
- Северный гаечный гаечный гаечный гаечный гаечный гаечный собой размер челюсти Дополнительная информация и таблица размеров челюсти.
- Unified Vint Lids Series
- ASME B1.1-2003 Унифицированные дюймовые винтовые резьбы, (un и unr резьба)
- Объединенные дюймовые винтовые резьбы