Гибка (металлообработка)


Гибка — это производственный процесс, при котором получается V-образная, U-образная или желобчатая форма вдоль прямой оси из пластичных материалов, чаще всего из листового металла . [ 1 ] Обычно используемое оборудование включает коробчатые и поддонные тормоза , тормозные прессы и другие специализированные машинные прессы . Типичными изделиями, изготавливаемыми таким образом, являются коробки, такие как электрические шкафы и прямоугольные воздуховоды .
Процесс
[ редактировать ]
При формовке на листогибочном прессе заготовка располагается над штампом, а затем пуансон вдавливает лист в штамп, чтобы придать форму. [ 1 ] Обычно при изгибе приходится преодолевать как растягивающие, так и сжимающие напряжения . При изгибе остаточные напряжения приводят к деформации материала. пружина возвращается в исходное положение, поэтому для достижения правильного угла изгиба лист необходимо перегнуть. Величина пружинения зависит от материала и типа формовки. Когда листовой металл сгибается, он растягивается в длину. Вычет за изгиб — это величина, на которую листовой металл будет растягиваться при изгибе, измеренная от внешних краев сгиба. Радиус изгиба относится к внутреннему радиусу. Формируемый радиус изгиба зависит от используемых штампов, свойств и толщины материала.
U-образный пуансон образует U-образную форму с помощью одного пуансона. [ 1 ]
Типы
[ редактировать ]
Существует три основных типа изгиба на листогибочном прессе, каждый из которых определяется соотношением положения конечного инструмента и толщины материала. Эти три — изгиб воздуха, дно и чеканка. Конфигурация инструментов для этих трех типов гибки практически идентична. Матрица с длинным инструментом для формирования рельсов с закругленным кончиком, определяющим внутренний профиль изгиба, называется пуансоном. Пуансоны обычно прикрепляются к толкателю машины с помощью зажимов и перемещаются, создавая изгибающую силу. Матрица с инструментом для формирования длинных рельсов, который имеет вогнутый или V-образный продольный канал, определяющий внешний профиль формы, называется матрицей. Матрицы обычно стационарные и располагаются под материалом на станине машины. Обратите внимание, что в некоторых местах не делают различий между двумя разными типами штампов (пуансоны и штампы). При других перечисленных видах гибки для выполнения работ используются специально разработанные инструменты или машины.
Гибка воздуха
[ редактировать ]Этот метод гибки формирует материал путем вдавливания пуансона (также называемого верхней или верхней матрицей) в материал, вдавливая его в нижнюю V-образную матрицу, которая установлена на прессе. Пуансон образует изгиб таким образом, что расстояние между пуансоном и боковой стенкой V превышает толщину материала (Т).
В нижней матрице можно использовать либо V-образное, либо квадратное отверстие (матрицы часто называют инструментами или оснасткой). Поскольку для гибки воздухом требуется меньшее усилие изгиба, как правило, используются инструменты меньшего размера, чем при других методах.
Некоторые из новых нижних инструментов являются регулируемыми, поэтому, используя один набор верхних и нижних инструментов и варьируя глубину хода пресса, можно производить различные профили и изделия. Материалы разной толщины можно сгибать под разными углами, что добавляет гибкости гибкому изгибу. Кроме того, требуется меньше смен инструмента, что повышает производительность. [ 2 ]
Недостатком гибки воздухом является то, что, поскольку лист не остается в полном контакте с матрицами, он не так точен, как некоторые другие методы, и глубину хода необходимо поддерживать очень точной. Изменения толщины материала и износ инструментов могут привести к дефектам изготовленных деталей. [ 2 ] Таким образом, важно использовать адекватные модели процессов. [ 3 ]
Точность угла изгиба воздуха составляет примерно ±0,5 градуса. Точность угла обеспечивается применением значения ширины V-образного проема в диапазоне от 6 Т (шестикратная толщина материала) для листов толщиной до 3 мм и до 12 Т для листов толщиной более 10 мм. Упругость зависит от свойств материала, влияющих на результирующий угол изгиба. [ 2 ]
В зависимости от свойств материала лист может быть перегнут для компенсации упругого возврата. [ 4 ]
Гибка воздухом не требует, чтобы нижний инструмент имел тот же радиус, что и пуансон. Радиус изгиба определяется эластичностью материала, а не формой инструмента. [ 2 ]
Гибкость и относительно небольшой тоннаж, необходимые для гибки воздухом, делают его популярным выбором. Проблемы качества, связанные с этим методом, решаются с помощью систем измерения углов, зажимов и систем выравнивания, регулируемых по осям x и y, а также износостойких инструментов. [ 2 ]
Приведенные ниже аппроксимации К-фактора с большей вероятностью будут более точными для изгиба в воздухе, чем для других типов изгиба, из-за меньших сил, участвующих в процессе формования.
дно
[ редактировать ]При опускании лист прижимается к V-образному отверстию нижнего инструмента. U-образные отверстия использовать нельзя. Между листом и нижней частью V-образного отверстия остается пространство. Оптимальная ширина V-образного проема составляет 6 Т (Т – толщина материала) для листов толщиной около 3 мм, до примерно 12 Т для листов толщиной 12 мм. Радиус изгиба должен составлять не менее 0,8–2 Т для листовой стали. Большие радиусы изгиба требуют примерно такой же силы для опускания, как и для воздушного изгиба, однако меньшие радиусы требуют большей силы — до пяти раз большей — чем воздушный изгиб. Преимущества опускания на дно включают большую точность и меньшую отдачу. Недостатком является то, что для каждого угла изгиба, толщины листа и материала необходим свой набор инструментов. В целом предпочтительным методом является гибка в воздухе. [ 2 ]
Чеканка
[ редактировать ]При чеканке верхний инструмент проталкивает материал в нижнюю матрицу с силой, в 5–30 раз превышающей силу изгиба воздуха, вызывая необратимую деформацию листа. Возвратной пружины практически нет, если она вообще есть. Чеканка позволяет получить внутренний радиус всего 0,4 Т при ширине V-образного отверстия 5 Т. Хотя чеканка может обеспечить высокую точность, более высокие затраты означают, что она используется нечасто.
Трехточечный изгиб
[ редактировать ]Трехточечная гибка — это новый процесс, в котором используется матрица с нижним инструментом регулируемой высоты, приводимым в движение серводвигателем. Высоту можно установить в пределах 0,01 мм. Регулировка между плунжером и верхним инструментом осуществляется с помощью гидравлической подушки, которая компенсирует отклонения толщины листа. Трехточечный изгиб позволяет добиться угла изгиба до 0,25 град. точность. Хотя трехточечная гибка обеспечивает высокую гибкость и точность, она также влечет за собой высокие затраты и меньше доступных инструментов. Он используется в основном на нишевых рынках с высокой стоимостью. [ 2 ]
Складной
[ редактировать ]При складывании прижимные балки удерживают длинную сторону листа. Балка поднимается и сгибает лист вокруг изгибаемого профиля. Гибочная балка может перемещать лист вверх или вниз, позволяя изготавливать детали с положительными и отрицательными углами изгиба. На результирующий угол изгиба влияют угол сгиба балки, геометрия инструмента и свойства материала. В этом процессе можно обрабатывать большие листы, что упрощает автоматизацию операции. Риск повреждения поверхности листа незначителен. [ 2 ]
Вытирание
[ редактировать ]При затирании зажимается самый длинный конец листа, затем инструмент перемещается вверх и вниз, изгибая лист вокруг профиля изгиба. Хотя протирание происходит быстрее, чем складывание, оно сопряжено с более высоким риском появления царапин или иного повреждения листа, поскольку инструмент движется по поверхности листа. Риск увеличивается, если создаются острые углы. [ 2 ]
В этом методе обычно материал подвергается нижней части или чеканке, чтобы зафиксировать край и помочь преодолеть пружинение. При этом методе гибки радиус нижней матрицы определяет окончательный радиус изгиба.
Роторная гибка
[ редактировать ]Вращательная гибка аналогична вытиранию, но верхняя матрица состоит из свободно вращающегося цилиндра с вырезанной в нем окончательной формой и соответствующей нижней матрицы. При контакте с листом валок соприкасается в двух точках и вращается по мере того, как в процессе формования лист сгибается. Этот метод гибки обычно считается «не оставляющим следов» процессом формования, подходящим для предварительно окрашенных или легко испорченных поверхностей. Этот процесс гибки позволяет получить углы более 90° за одно применение стандартного процесса гибочного пресса.
Гибка валков
[ редактировать ]
В процессе гибки валками заготовки в виде стержней или листов изгибаются. Должен быть предусмотрен соответствующий припуск на предварительное перфорирование.
Гибка эластомера
[ редактировать ]В этом методе нижняя V-образная матрица заменяется плоской подушкой из уретана или резины. Когда пуансон формирует деталь, уретан отклоняется и позволяет материалу формироваться вокруг пуансона. Этот метод гибки имеет ряд преимуществ. Уретан обволакивает материал вокруг пуансона, и радиус конечного изгиба будет очень близок к фактическому радиусу пуансона. Он обеспечивает изгиб без повреждений и подходит для предварительно окрашенных или чувствительных материалов. Используя специальный пуансон, называемый радиусной линейкой , с рельефными участками на уретановых U-образных изгибах, превышающими 180°, можно добиться за один удар, что невозможно при использовании обычных пресс-инструментов. Уретановые инструменты следует рассматривать как расходный материал, и, хотя они недешевы, их стоимость составляет лишь небольшую часть стоимости специальной стали. Он также имеет некоторые недостатки: этот метод требует такого же тоннажа, как и чеканка дна и чеканки, и не подходит для фланцев неправильной формы, то есть когда край изогнутого фланца не параллелен изгибу и достаточно короток, чтобы зацепиться за фланцы. уретановая прокладка.
трусцой
[ редактировать ]
трусцой , [ 5 ] также известный как ступенчатая гибка , представляет собой процесс смещенной гибки, при котором два противоположных изгиба с одинаковыми углами формируются за одно действие, создавая небольшой профиль изгиба S-образной формы и смещение между несогнутой поверхностью и полученным фланцем, которое обычно составляет менее 5 толщины материала. [ 6 ] Часто смещение составляет одну толщину материала, чтобы обеспечить соединение внахлест, при котором край одного листа материала укладывается поверх другого.
Расчеты
[ редактировать ]Существует множество вариантов этих формул, которые легко доступны в Интернете. Часто может показаться, что эти варианты противоречат друг другу, но это неизменно одни и те же формулы, упрощенные или объединенные. Здесь представлены упрощенные формулы. Во всех формулах используются следующие ключи:
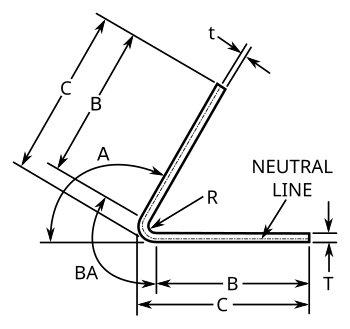
- Lf = длина плоского листа
- BA = припуск на изгиб
- BD = вычет изгиба
- R = внутренний радиус изгиба
- K = K-фактор, который равен t/T
- T = толщина материала
- t = расстояние от внутренней грани до нейтральной линии [ 7 ]
- A = угол изгиба в градусах (угол, на который сгибается материал)
Нейтральная линия (также называемая нейтральной осью ) — это воображаемый профиль, который можно провести через поперечное сечение заготовки, которое представляет собой место, где нет растягивающих или сжимающих напряжений , но напряжения сдвига максимальны. В области изгиба материал между нейтральной линией и внутренним радиусом будет сжиматься во время изгиба, тогда как материал между нейтральной линией и внешним радиусом будет находиться под напряжением во время изгиба. Его расположение в материале зависит от сил, приложенных для формирования детали, а также от текучести материала и прочности на растяжение. Это теоретическое определение также совпадает с геометрическим определением плоскости, представляющей собой несогнутую развертку в поперечном сечении изогнутой части. Кроме того, припуск на изгиб (см. ниже) при воздушной гибке зависит, прежде всего, от ширины отверстия нижней матрицы. [ 8 ] В результате процесс гибки оказывается сложнее, чем кажется на первый взгляд.
И вычет на изгиб, и припуск на изгиб представляют собой разницу между нейтральной линией или несогнутым разверткой (необходимой длиной материала перед гибкой) и сформированным изгибом. Вычитание их из общей длины обоих фланцев дает длину развертки. Вопрос о том, какой из них использовать, определяется методом определения размеров, использованным для определения фланцев, как показано на двух диаграммах ниже. Длина развертки всегда короче суммы всех размеров фланцев из-за геометрической трансформации. Это приводит к распространенному мнению, что этот материал растягивается во время изгиба, а вычет за изгиб и допуск на изгиб представляют собой расстояние, на которое растягивается каждый изгиб. Хотя это и полезно, но внимательное изучение формул и ударений показывает, что это неверно.
Большинство программ САПР для трехмерного твердотельного моделирования имеют функции или надстройки для обработки листового металла, которые автоматически выполняют эти расчеты. [ 9 ]
Допуск на изгиб
[ редактировать ]Припуск на изгиб (BA) — это длина дуги нейтральной линии между точками касания изгиба любого материала. Прибавление длины каждого фланца, обозначенной буквой B на схеме, к длине BA дает длину развертки. Эта формула допуска на изгиб используется для определения длины развертки, когда размер изгиба определяется по 1) центру радиуса, 2) точке касания радиуса (B) или 3) внешней точке касания радиуса на острой угловой изгиб (С). При измерении размеров по внешней касательной толщина материала и радиус изгиба вычитаются из него, чтобы найти размер до точки касания радиуса, прежде чем добавлять припуск на изгиб.
BA можно оценить по следующей формуле, включающей эмпирический К-фактор: [ 10 ]

| Угол | 90 |
| пл. | 3.142 |
| Радиус | 10.0 |
| К-фактор | 0.33 |
| Толщина | 10 |
| Допуск на изгиб | 20.89 |
Удержание изгиба
[ редактировать ]
Уменьшение изгиба BD определяется как разница между суммой длин полки (от края до вершины) и начальной длиной плоского края.
Внешний отступ (OSSB) — это длина от точки касания радиуса до вершины внешней части изгиба. Вычет за изгиб (BD) равен удвоенному внешнему отступу за вычетом припуска на изгиб. BD рассчитывается по следующей формуле, где A — угол в радианах (=градусы*π/180): [ 11 ]

Для изгибов на 90 градусов эту формулу можно упростить до:

К-фактор
[ редактировать ]К-фактор представляет собой отношение местоположения нейтральной линии к толщине материала, определяемое как t/T, где t = местоположение нейтральной линии и T = толщина материала. Формула К-фактора не учитывает формирующие напряжения, а представляет собой просто геометрический расчет положения нейтральной линии после приложения сил и, таким образом, представляет собой совокупность всех неизвестных (ошибочных) факторов для данной установки. . К-фактор зависит от многих переменных, включая материал, тип операции гибки (чеканка, дно, гибка воздухом и т. д.), инструменты и т. д., и обычно составляет от 0,3 до 0,5.
Следующее уравнение связывает К-фактор с припуском на изгиб: [ 12 ]

Следующая таблица представляет собой «практическое правило». Фактические результаты могут значительно отличаться.
| Общие К-факторы | Алюминий | Сталь | |
|---|---|---|---|
| Радиус | Мягкие материалы | Средние материалы | Твердые материалы |
| Гибка воздуха | |||
| от 0 до толщины | 0.33 | 0.38 | 0.40 |
| Толщина до 3 × толщины | 0.40 | 0.43 | 0.45 |
| Более 3 × толщина | 0.50 | 0.50 | 0.50 |
| дно | |||
| от 0 до толщины | 0.42 | 0.44 | 0.46 |
| Толщина до 3 × толщины | 0.46 | 0.47 | 0.48 |
| Более 3 × толщина | 0.50 | 0.50 | 0.50 |
| Чеканка | |||
| от 0 до толщины | 0.38 | 0.41 | 0.44 |
| Толщина до 3 × толщины | 0.44 | 0.46 | 0.47 |
| Более 3 × толщина | 0.50 | 0.50 | 0.50 |
Вместо таблицы можно использовать следующую формулу как хорошее приближение коэффициента К для воздушного изгиба:

Преимущества и недостатки
[ редактировать ]Гибка — это экономически эффективный процесс, придающий форму, близкую к чистой, при использовании в малых и средних количествах. Детали обычно легкие и имеют хорошие механические свойства. Недостатком является то, что некоторые варианты процесса чувствительны к изменениям свойств материала. Например, различия в упругости оказывают прямое влияние на результирующий угол изгиба. Для смягчения этого были разработаны различные методы внутритехнологического контроля. [ 13 ] Другие подходы включают в себя сочетание брейк-формования с поэтапным формованием. [ 14 ]
В общих чертах, каждому изгибу соответствует установка (хотя иногда одновременно может быть образовано несколько изгибов). Относительно большое количество наладок и геометрические изменения во время гибки затрудняют априорный учет допусков и ошибок гибки во время планирования наладки, хотя некоторые попытки были предприняты. [ 15 ]
См. также
[ редактировать ]- Гибка (механика)
- Гибка труб
- Гибочный тормоз
- Тормоз (гибка листового металла)
- Гибочный станок (производство)
- Подшивка и сшивание
- Автомобильная подшивка
Ссылки
[ редактировать ]- ^ Перейти обратно: а б с Справочное руководство по производственным процессам, Industrial Press Inc., 1994.
- ^ Перейти обратно: а б с д и ж г час я Ф., М. (август 2008 г.), «Гибка на листогибочном прессе: методы и проблемы» (PDF) , Metalforming : 38–43, заархивировано из оригинала (PDF) 14 июля 2011 г.
- ^ Де Вин, Л.Дж., Стреппель, А.Х., Сингх, У.П. и Калс, Х.Дж.Дж. Модель процесса гибки воздухом. Журнал технологий обработки материалов, том 57, выпуски 1–2, 1 февраля 1996 г., страницы 48–54 https://doi.org/10.1016/0924-0136(95)02043-8
- ^ Справочник инженеров-инструменталистов и технологов , Том 2, Формовка , 4-е издание, Общество инженеров-технологов, 1984 г.
- ^ 3-81. ФОРМИРОВАНИЕ РИСУНКА. Архивировано 20 августа 2010 г. в Wayback Machine.
- ^ «Обучение гибке штампов на прессовом прессе | Оснастка U-SME» .
- ^ «Архивная копия» (PDF) . Архивировано из оригинала (PDF) 31 марта 2010 г. Проверено 24 февраля 2010 г.
{{cite web}}: CS1 maint: архивная копия в заголовке ( ссылка ) - ^ Де Вин, LJ, Ожидание неожиданностей, необходимое для точной формовки тормозов, Журнал технологий обработки материалов, том 117, выпуски 1–2, 2 ноября 2001 г., страницы 244–248. https://doi.org/10.1016/S0924-0136(01)01140-2
- ^ Ивамото, Лиза (2 июля 2013 г.), Цифровые изделия: архитектурные и материальные методы , Princeton Architectural Press, ISBN 9781616891787
- ^ Как рассчитать допуск на изгиб для листогибочного пресса , заархивировано из оригинала 10 января 2010 г. , получено 24 февраля 2010 г. .
- ^ Вычет за изгиб листового металла , заархивировано из оригинала 1 мая 2009 г. , получено 24 февраля 2010 г. .
- ^ Дигель, Олаф (июль 2002 г.), BendWorks (PDF) , заархивировано из оригинала (PDF) 31 марта 2010 г. , получено 24 февраля 2010 г.
- ^ Латтерс, Д., Стреппель, А.Х., Кроэзе, Б. и Калс, Х.Дж.Дж., Адаптивное управление гибочным прессом при воздушной гибке, Proc. конференции Shemet97, Белфаст, стр. 471–480, 1997 г.
- ^ Дж. Маги и Л.Дж. Де Вин, Планирование процесса лазерной формовки . Журнал технологии обработки материалов. Том 120, выпуски 1–3, 15 января 2002 г., страницы 322–326.
- ^ LJ De Vin и AH Streppel, Обоснование допусков и планирование настройки для формовки тормозов , Int. Дж. Адв. Производитель Техн., 1998, Том. 14, 336–342.
Библиография
[ редактировать ]- Бенсон, Стив Д. Технология листогибочного пресса: руководство по точной гибке листового металла. Общество инженеров-технологов, 1997. ISBN 978-0-87263-483-1
- Тодд, Роберт Х.; Аллен, Делл К.; Альтинг, Лео (1994), Справочное руководство по производственным процессам , Industrial Press Inc., ISBN 0-8311-3049-0 .
- https://prestigemetals.com/metal-bending-technology/
Внешние ссылки
[ редактировать ]- Латанг, Пол. «Гибка стала проще» Производство и металлообработка, февраль 2010 г.
- Калькулятор припусков и вычетов на изгиб