c-диаграмма
| c-диаграмма | |
|---|---|
| Первоначально предложено | Уолтер А. Шухарт |
| Наблюдения за процессом | |
| Рациональный размер подгруппы | п > 1 |
| Тип измерения | Количество несоответствий в выборке |
| Тип характеристики качества | Данные атрибутов |
| Базовое распределение | Распределение Пуассона |
| Производительность | |
| Размер смещения для обнаружения | ≥ 1,5п |
| Диаграмма изменений процесса | |
| Непригодный | |
| Диаграмма средних значений процесса | |
 | |
| Центральная линия | |
| Пределы контроля | |
| Построенная статистика | |



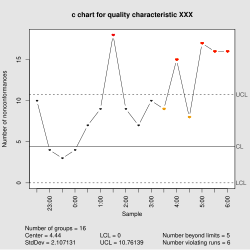
В статистическом контроле качества c -диаграмма представляет собой тип контрольной диаграммы, используемой для мониторинга данных типа «подсчет», обычно общего количества несоответствий на единицу. [1] Иногда его также используют для отслеживания общего количества событий, происходящих в данную единицу времени.
С-диаграмма отличается от р-диаграммы тем, что она учитывает возможность наличия более одного несоответствия на единицу контроля и (в отличие от р-диаграммы и u-диаграммы ) требует фиксированного размера выборки. P-диаграмма моделирует только проверку типа «пройден»/«не пройден», тогда как c-диаграмма (и u-диаграмма ) дает возможность различать (например) два объекта, которые не прошли проверку из-за одной неисправности каждый, и те же два предмета, не прошедшие проверку, по 5 недостатков каждый; в первом случае на p-диаграмме будут показаны два несоответствующих элемента, а на c-диаграмме — 10 ошибок.
Несоответствия также можно отслеживать по типу или местоположению, что может оказаться полезным при отслеживании определяемых причин .
Примеры процессов, подходящих для мониторинга с помощью c-диаграммы, включают:
- Мониторинг количества пустот на единицу контроля в литья под давлением или литья . процессах
- Контроль количества дискретных компонентов, которые необходимо перепаять на одной печатной плате.
- Мониторинг количества возвратов товара в день
Распределение Пуассона является основой диаграммы и требует следующих допущений: [2]
- Количество возможностей или потенциальных мест возникновения несоответствий очень велико.
- Вероятность несоответствия в любом месте мала и постоянна.
- Процедура контроля одинакова для каждого образца и проводится последовательно от образца к образцу.
Пределы управления для этого типа диаграммы: где — это оценка долгосрочного среднего значения процесса, установленного во время настройки контрольной карты.

См. также
[ редактировать ]Ссылки
[ редактировать ]- ^ «Контрольные карты подсчета» . Справочник по инженерной статистике NIST/Sematech . Национальный институт стандартов и технологий . Проверено 23 августа 2008 г.
- ^ Монтгомери, Дуглас (2005). Введение в статистический контроль качества . Хобокен, Нью-Джерси : John Wiley & Sons , Inc. 289. ИСБН 978-0-471-65631-9 . OCLC 56729567 . Архивировано из оригинала 20 июня 2008 г. Проверено 23 августа 2008 г.