Прямая маркировка деталей
Прямая маркировка деталей ( DPM ) — это процесс постоянной маркировки деталей информацией о продукте, включая серийные номера, номера деталей, коды даты и штрих-коды . Это сделано для того, чтобы обеспечить отслеживание деталей на протяжении всего их жизненного цикла .
Интерпретация слова «постоянный» часто зависит от контекста, в котором используется эта часть. В аэрокосмической отрасли деталь самолета может находиться в эксплуатации более 30 лет. В телекоммуникационной и компьютерной отраслях жизненный цикл может длиться всего несколько лет.
DPM часто используется производителями автомобилей, аэрокосмической и электронной промышленности для облегчения надежной идентификации их деталей. Это может помочь в регистрации данных для обеспечения безопасности, гарантийных вопросов и удовлетворения нормативных требований. Кроме того, Министерство обороны США требует наличия физической маркировки на материальных активах в сочетании с уникальной идентификацией предмета .
Типы штрих-кодов
[ редактировать ]Существует множество способов кодирования информации в машиночитаемый код. Предпочтительными кодами являются Data Matrix. [1] и QR-код . Data Matrix используется Motorola. [2] также предпочитает НАСА маркировать детали. В автомобильной промышленности также QR-код используется . Это основано на том факте, что этот код изначально был разработан Denso Wave (мировым производителем автомобильных компонентов) для отслеживания деталей при производстве автомобилей.
Методы маркировки
[ редактировать ]Методы нанесения стойкой маркировки на детали:
- Отступы
- Тиснение
- Чеканка
- Абразивно-струйная очистка
- Дозирование клея
- Литье , ковка или формовка
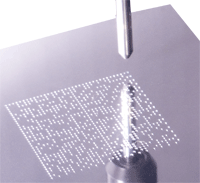
- Точечная обработка
- Писец
- Электрохимическое травление
- Вышивка
- Гравировка /фрезерование
- Лазерная маркировка
- Лазерная дробеструйная обработка
- Жидкометаллическая струя
- Трафарет (механическая резка, фотообработка, лазерная резка)
Другие методы, такие как ручная штамповка по металлу, вибротравление и тиснение, не подходили для успешного нанесения машиночитаемых символов микроразмера (от 1/32 до 15/64 дюйма) и высокой плотности. [3]
Факторы выбора метода маркировки
[ редактировать ]Способ маркировки зависит от ряда различных факторов:
- Функция части
Методы неинтрузивной маркировки рекомендуются для деталей, используемых в критически важных для безопасности устройствах, таких как авиационные двигатели или системы высокого давления и высоких нагрузок. - Геометрия детали
Разместить Data Matrix на изогнутой поверхности труднее, чем на плоской поверхности. - Поверхность
Перед нанесением маркировки тщательно отполированные металлические поверхности должны быть текстурированы, чтобы уменьшить блики. Текстурированная область должна выходить за границы маркировки на одну ширину символа. - Размер детали
При использовании 2D-символа размер детали не имеет значения, поскольку доступная площадь маркировки уменьшается до площади менее 1/4 квадратного дюйма. - Условия эксплуатации/возраст жизни
Следует контролировать, может ли используемый метод маркировки сохраниться в предполагаемой среде и оставаться читаемым в течение всего жизненного цикла детали. - Шероховатость поверхности /Отделка
Шероховатая поверхность является более сложной задачей для двумерного штрих-кода, поскольку элементы данных могут быть распознаны соответствующим образом. Уровень шероховатости поверхности должен быть ограничен 8 микродюймами для точечной маркировки, а лазерные и разметочные системы могут оставлять читаемую отметку на более шероховатых поверхностях. Лазерные системы сначала сжигают «тихую зону», а затем 2D-код. Метод разметки обеспечивает двумерную метку высокого разрешения, благодаря которой деталь легко читаема на большинстве литых поверхностей. [4] - Толщина поверхности
Толщину поверхности необходимо учитывать при нанесении интрузивной маркировки во избежание деформации или чрезмерного ослабления детали. В большинстве случаев глубина маркировки не должна превышать 1/10 толщины детали.
Стандарты и правила
[ редактировать ]Примечания и ссылки
[ редактировать ]- ^ Андреета, MRB; Кунья, Л.С.; Вейлс, LF; Караски, LC; Ясинявичюс, Р.Г. (2011). «Двумерные коды, записанные на поверхности оксидного стекла с помощью CO 2 -лазера непрерывного действия». Журнал микромеханики и микроинженерии . 21 (2): 025004. Бибкод : 2011JMiMi..21b5004A . дои : 10.1088/0960-1317/21/2/025004 .
- ^ http://www.mmh.com/article/CA6437021.html. Архивировано 9 февраля 2008 г. на Wayback Machine. Прямая маркировка деталей: следующая горячая тенденция в автоматической идентификации.
- ^ NASA.gov. Архивировано 17 февраля 2013 г. на Wayback Machine NASA-STD-6002D.
- ^ [Написание 2D-кода на литых поверхностях] http://columbiamt.com/CMT-Square-Dot-Marking/Cast_Surface.html. Архивировано 11 октября 2009 г. на Wayback Machine.