Сварное соединение

В металлообработке сварное соединение — это точка или кромка, где две или более детали из металла или пластика соединяются вместе . Они образуются путем сварки двух и более заготовок определенной геометрии. называет пять типов соединений Американское общество сварщиков : стыковое , угловое, кромочное, нахлесточное и тройниковое. Эти типы могут иметь различную конфигурацию места соединения, где может происходить настоящая сварка.
Стыковые сварные швы
[ редактировать ]Стыковые сварные швы — это сварные швы, при которых две соединяемые детали металла находятся в одной плоскости. [1] Эти сварные швы требуют лишь некоторой подготовки и используются с тонкими листовыми металлами, которые можно сваривать за один проход. [2] Распространенными проблемами, которые могут ослабить стыковый сварной шов, являются захват шлака , чрезмерная пористость или растрескивание. Целью создания прочных сварных швов является использование как можно меньшего количества сварочного материала. Стыковые сварные швы широко распространены в автоматизированных сварочных процессах, таких как сварка под флюсом, из-за относительной простоты их подготовки. [3] Когда металлы свариваются без участия человека, нет оператора, который мог бы отрегулировать неидеальную подготовку соединения. Из-за этой необходимости можно использовать стыковые сварные швы, поскольку их упрощенная конструкция позволяет эффективно подавать их через автоматизированные сварочные машины.
Типы
[ редактировать ]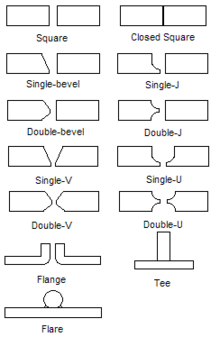
Существует много типов стыковых сварных швов, но все они относятся к одной из следующих категорий: односварные стыковые соединения, двухсварные стыковые соединения и открытые или закрытые стыковые соединения. Одинарное стыковое соединение — это название соединения, сваренного только с одной стороны. Двухшовное стыковое соединение получается, когда шов сваривается с обеих сторон. При двойной сварке глубина каждого шва может незначительно отличаться. Закрытый сварной шов — это тип соединения, при котором две соединяемые детали соприкасаются в процессе сварки. Открытый сварной шов — это тип соединения, при котором в процессе сварки между двумя деталями имеется небольшой зазор.
Квадратные стыковые соединения
[ редактировать ]Квадратная канавка представляет собой стыковое сварное соединение, в котором две детали плоские и параллельны друг другу. Этот шов прост в приготовлении, экономичен в использовании и обеспечивает удовлетворительную прочность, но ограничен толщиной шва. Закрытый квадратный стыковый сварной шов представляет собой тип соединения с квадратной канавкой без промежутков между деталями. Этот тип соединения распространен при газовой и дуговой сварке. Для более толстых соединений кромка каждого элемента соединения должна быть подготовлена к определенной геометрии, чтобы обеспечить доступность для сварки и обеспечить желаемую прочность и прочность сварного шва. Отверстие или зазор в основании соединения и угол канавки должны выбираться так, чтобы требовалось наименьшее количество сварочного металла, необходимого для обеспечения необходимого доступа и соответствия требованиям прочности. Для квадратных стыков обычно используют металл толщиной до 4,5 мм.
V-образные соединения
[ редактировать ]Одиночные V-образные сварные швы похожи на косое соединение, но вместо одной стороны скошенной кромки скошены обе стороны сварного соединения. В толстых металлах, когда сварку можно производить с обеих сторон заготовки, применяют двойное V-образное соединение. При сварке более толстых металлов для двойного V-образного соединения требуется меньше присадочного материала, поскольку имеются два более узких V-образных соединения по сравнению с более широким одинарным V-образным соединением. Кроме того, двойное V-образное соединение помогает компенсировать силы деформации. В случае одинарного V-образного соединения напряжение имеет тенденцию деформировать деталь в одном направлении, когда V-образное соединение заполнено, но в случае двойного V-образного соединения с обеих сторон материала имеются сварные швы, в которых возникают противоположные напряжения, выпрямляющие материал. .
J-образные соединения
[ редактировать ]Стыковые сварные швы с одинарным J — это когда одна часть сварного шва имеет форму буквы J , которая легко принимает присадочный материал, а другая часть имеет квадратную форму. J-образную канавку формируют либо с помощью специального режущего оборудования, либо путем шлифовки кромки соединения в форме буквы J. Хотя J-образную канавку подготовить труднее и дороже, чем V-образную, одиночную J-паз на металле между Толщина полдюйма и три четверти дюйма обеспечивает более прочный сварной шов, требующий меньше присадочного материала. Стыковые сварные швы с двойным J состоят из одной части, которая имеет J- образную форму с обеих сторон, а другая часть имеет квадратную форму.
U-образные соединения
[ редактировать ]Стыковые сварные швы в форме одинарной U — это сварные швы, у которых оба края сварочной поверхности имеют форму буквы J, но когда они соединяются вместе, они образуют букву U. Соединения в форме двойной U имеют U-образную форму как сверху, так и снизу подготовленного соединения. U-образные соединения — самая дорогая кромка в подготовке и сварке. Они обычно используются для обработки толстых недрагоценных металлов, где V-образная канавка находится под таким большим углом, что ее заполнение будет стоить слишком дорого.
Тройники
[ редактировать ]Тройное сварное соединение образуется, когда два стержня или листа соединяются перпендикулярно друг другу в форме Т. буквы Этот сварной шов выполнен методом контактной стыковой сварки. Это также может быть выполнено методом экструзионной сварки . Обычно два плоских куска полиэтилена свариваются под углом 90 градусов друг к другу и подвергаются экструзионной сварке с обеих сторон.
Другие
[ редактировать ]Тонкие листы металлов часто фланцуют для получения сварных швов кромок или угловых фланцев. Эти сварные швы обычно выполняются без добавления присадочного металла, поскольку фланец плавится и обеспечивает весь необходимый присадочный материал. Трубы и трубки могут быть изготовлены путем прокатки и сварки полос, листов или пластин материала. [4]
Развальцовочные соединения применяют для сварки металлов, которые благодаря своей форме образуют удобную проточку для сварки, например трубы о плоскую поверхность.
Выбор правильного сварного соединения зависит от толщины и используемого процесса. Квадратные сварные швы являются наиболее экономичными для деталей толщиной более 3/8 дюйма, поскольку они не требуют подготовки кромки. [5] Сварные швы с двумя канавками наиболее экономичны для более толстых деталей, поскольку требуют меньше сварочного материала и времени. Сварка плавлением обычно применяется для закрытых одноконусных, закрытых одинарных J, открытых одинарных J и закрытых двойных J стыковых соединений. Использование газовой и дуговой сварки идеально подходит для выполнения стыковых швов с двойными фасками, закрытыми двойными фасками, открытыми двойными фасками, одинарными фасками и открытыми одноконочными стыковыми швами.
Ниже перечислены идеальные толщины швов для различных типов стыков. При определении толщины стыкового шва она измеряется в более тонкой части и не компенсирует усиление сварного шва.
| Тип соединения | Толщина |
|---|---|
| Квадратное стыковое соединение | До 1 ⁄ дюйма (6,35 мм) |
| Одноконическое соединение | 3 ⁄ 16 – 3 ⁄ 8 дюймов (4,76–9,53 мм) |
| Двойной конический шарнир | Над 3 ⁄ дюйма (9,53 мм) |
| Стыковое соединение с одинарным V | До 3 ⁄ дюйма (9,53 мм) |
| Двойное V-образное стыковое соединение | Над 3 ⁄ дюйма (9,53 мм) |
| Одинарный J-образный шарнир | 1 ⁄ 2–3 ( ⁄ дюйма 12,70–19,05 мм) |
| Двойной J-образный шарнир | Над 3 ⁄ дюйма (19,05 мм) |
| ОдноU-образный шарнир | До 3 ⁄ дюйма (19,05 мм) |
| Двойной U-образный шарнир | Над 3 ⁄ дюйма (19,05 мм) |
| Фланец (край угла) | Листовой металл толщиной менее 12 (0,1046 дюйма или 2,657 мм) [ нужны разъяснения ] |
| Раструбная канавка | Вся толщина |
Крестообразный
[ редактировать ]
А Крестообразное соединение — это особое соединение, в котором четыре пространства создаются путем сварки трех металлических пластин под прямым углом . Крестообразные суставы устают при постоянно меняющихся нагрузках. [6]
В Правилах Американского бюро судоходства для стальных судов крестообразные соединения могут считаться двойным барьером, если два вещества, требующие двойного барьера, находятся в противоположных углах по диагонали. Двойные барьеры часто требуются для разделения нефти и морской воды , химикатов и питьевой воды и т. д. [7]
Подготовка кромки пластины
[ редактировать ]В общепринятых методах сварки поверхность сварки должна быть подготовлена так, чтобы обеспечить максимально прочный сварной шов. Подготовка необходима для всех видов сварки и всех типов соединений. Как правило, стыковые сварные швы требуют очень небольшой подготовки, но для достижения наилучших результатов некоторая ее все же необходима. Края пластин можно подготовить к стыковым соединениям различными способами, но пятью наиболее распространенными методами являются кислородно-ацетиленовая резка ( газокислородная сварка и резка ), механическая обработка, скалывание, шлифование и воздушно-угольная дуговая резка или строжка. Каждая техника имеет уникальные преимущества в использовании.
Для стальных материалов наиболее распространенной формой подготовки является ацетилено-кислородная резка. Этот метод выгоден из-за его скорости, низкой стоимости и адаптируемости. Механическая обработка является наиболее эффективной для воспроизводимости и массового производства деталей. Подготовка J- или U-образных соединений обычно выполняется путем механической обработки из-за необходимости высокой точности. Метод скалывания применяется для подготовки деталей, изготовленных методом литья. Использование шлифования для подготовки заготовок применяется для небольших срезов, которые невозможно подготовить другими методами. Воздушно-дуговая резка углеродом распространена в отраслях, работающих с нержавеющими сталями, чугуном или обычной углеродистой сталью. [8]
Перед сваркой разнородных материалов одну или обе стороны канавки можно смазать маслом. Промасленный слой может состоять из того же сплава, что и присадочный металл, или из другого присадочного металла, который будет действовать как буфер между двумя соединяемыми металлами.
Стандарты
[ редактировать ]- AWS A03.0: «Стандартные термины и определения сварки»
- ISO 9692: «Сварка и родственные процессы. Рекомендации по подготовке соединений».
- BS 499-2C: «Термины и символы сварки. Европейские символы дуговой сварки в виде таблицы»
См. также
[ редактировать ]Ссылки и примечания
[ редактировать ]- ^ Хендерсон, 50 лет.
- ^ Фанк
- ^ Смит, 473
- ^ Фонд Джеймса Ф. Линкольна
- ^ Фонд Джеймса Ф. Линкольна, 7-4,7-5
- ^ Скорупа, М. (август 1992 г.). «Прогнозирование усталостного срока службы крестообразных соединений, разрушающихся на приварном пальце». Сварочные исследования : 269–275.
- ^ Правила ABS для стальных судов, часть 5C - Конкретные типы судов
- ^ Фонд Джеймса Ф. Линкольна, 7-7
- Хендерсон, Дж. Г. (1953). Металлургический словарь . Нью-Йорк : Издательская корпорация Рейнхольд.
- Смит, Дэйв (1984). Навыки и технология сварки . Нью-Йорк : Книжная компания McGraw-Hill. ISBN 0-07-000757-8 .
- Фонд дуговой сварки Джеймса Ф. Линкольна (1978). Принципы промышленной сварки . Кливленд, Огайо : Фонд дуговой сварки Джеймса Ф. Линкольна.
- Фанк, Эдвард (1985). Справочник по сварке . Бостон, Массачусетс : Breton Publishers .