Линотипная машина
Линотипная машина ( / ˈ l aɪ n ə t aɪ p / LYNE -ə-type ) — это машина для «линейного литья», используемая в печати , которая производится и продается бывшей компанией Mergenthaler Linotype Company и связанными с ней компаниями. [1] Это была система набора текста горячим металлом , которая отливала линии металлического шрифта для одноразового использования. Линотипия стала одной из опор набора текста , особенно основного текста небольшого размера, для газет, журналов и плакатов с конца 19 века до 1970-х и 1980-х годов. [1] когда он был в значительной степени заменен фотонабором и цифровым набором . Название машины происходит от производства всей линии металлических шрифтов одновременного , отсюда и линейный тип . Это было значительное улучшение по сравнению с предыдущим отраслевым стандартом побуквенного ручного набора текста с использованием наборной палочки и неглубоких разделенных лотков, называемых «корпусами».
Оператор линотипной машины вводит текст на 90-символьную клавиатуру. Машина собирает матрицы или формы для букв на линии. Собранная линия затем отливается как цельная деталь, называемая заготовкой , из расплавленного металла в процессе, известном как набор текста горячим металлом . Затем матрицы возвращаются в типовой магазин для постоянного повторного использования. Это обеспечивает гораздо более быструю верстку и компоновку, чем ручная компоновка, при которой операторы помещают по одной готовой форме (металлическая буква, знак препинания или пробел) за раз.
Эта машина произвела революцию в наборе текста, а вместе с ним и в газетном издании, позволив относительно небольшому числу операторов ежедневно набирать много страниц. Оттмар Мергенталер изобрел линотип в 1884 году вместе с Джеймсом Огилви Клефаном , который предоставил финансовую поддержку для коммерциализации.
История
[ редактировать ]
В 1876 году немецкий часовщик Оттмар Мергенталер , эмигрировавший в США в 1872 году, [2] к нему обратились Джеймс О. Клефан и его коллега Чарльз Т. Мур, которые искали более быстрый способ публикации юридических записок . [3] К 1884 году ему пришла в голову идея собирать металлические формы для букв, называемые матрицами , и разливать в них расплавленный металл, и все это на одной машине. [2] Его первая попытка доказала, что идея осуществима, и была основана новая компания. Совершенствуя свое изобретение, Мергенталер развил идею независимой матричной машины. В июле 1886 года первый коммерчески используемый линотип был установлен в типографии New York Tribune . Здесь его сразу же использовали в ежедневной газете и большой книге. Книга, первая в истории, написанная с использованием нового метода линотипии, называлась «Книга трибун о спорте на открытом воздухе» . [4]

Первоначально компания Mergenthaler Linotype была единственной компанией (возглавляемой Оттмаром Мергенталером, а затем и Джеймсом О. Клефаном), производившей машины для линейного литья, но со временем другие компании начали производить аналогичные машины. Компания Intertype произвела Intertype, машину, очень похожую на Linotype, с использованием тех же матриц, что и Linotype, производство которой началось примерно в 1914 году. Если Mergenthaler гордился чугунными деталями сложной формы на своей машине, Intertype обрабатывала многие аналогичные детали. из стали и алюминия .
Крупные издатели газет отказались от линотипов и аналогичных наборных машин с «горячим металлом» в 1970-х и 1980-х годах, заменив их фотонаборным оборудованием, а затем компьютеризированными системами набора и компоновки страниц. По состоянию на 2023 год [update], [5] Последняя известная газета, все еще использующая линотип в Соединенных Штатах, - это The Saguache Crescent . [6] [7] Le Démocrate de l'Aisne - последняя партия в Западной Европе. [8]
Обзор
[ редактировать ]
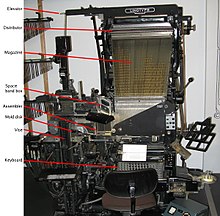
Линотипная машина состоит из четырех основных секций:
- Журнал
- Клавиатура
- Литейный механизм
- Механизм распределения
Оператор взаимодействует с машиной через клавиатуру, составляя строки текста. Остальные разделы являются автоматическими; они начинаются, как только строка полностью составлена.
Некоторые линотипные машины включали в себя устройство чтения бумажной ленты. Это также позволило набирать текст для передачи по телеграфной линии ( TeleTypeSetter ). Операторы перфораторов производили текст на бумажной ленте с гораздо более высокой скоростью, который затем отливали на более производительных линотипах с ленточным управлением.
Дизайн
[ редактировать ]Матрицы
[ редактировать ]
Каждая матрица содержит буквенную форму для одного символа шрифта типа ; т. е. лицо определенного типа и определенного размера. Формы букв выгравированы на одной стороне матрицы. Для размеров до 14 пунктов , а в некоторых матрицах размером от 16 до 24 пунктов матрица имеет две формы букв: нормальную и вспомогательную позиции. Обычное положение имеет прямую (римскую) форму данного символа, а вспомогательное — наклонную ( курсивную ) форму этого символа, но это также может быть полужирный шрифт или даже совершенно другой шрифт. Оператор станка может выбрать, какая из двух граней будет отлита, управляя направляющей сборщика вспомогательной , или, при установке целых строк, выделенных курсивом, с помощью клапана , который представляет собой деталь, которую можно повернуть под часть первой. колонна лифта. Отсюда и произошли старые термины набора текста: верхняя планка для курсива и нижняя планка для латинских символов. Эти термины сохранились в технологии фотонабора, хотя механики вспомогательного рельса там не существует. Символ на матрице линотипа при просмотре не переворачивается, как это было бы с буквой обычного подвижного шрифта, и буква надрезается под поверхностью, а не возвышается над ней. Это связано с тем, что матрица не используется непосредственно для печати на бумаге, а скорее используется как часть формы, из которой будет отлита металлическая заготовка. У пули свойства перевернуты: следовательно, у матрицы нет.
Раздел журнала
[ редактировать ]
Секция магазина — это часть машины, в которой матрицы удерживаются, когда они не используются, и освобождаются, когда оператор касается клавиш на клавиатуре. Журнал представляет собой плоскую коробку с вертикальными разделителями, образующими «каналы», по одному каналу на каждый символ шрифта. Большинство основных журналов имеют 90 каналов, но журналы с более крупными шрифтами содержат только 72 или даже 55 каналов. Вспомогательные магазины, используемые на некоторых машинах, обычно содержали 34 канала, а для магазина с более крупными шрифтами — 28 каналов.
В журнале используется шрифт определенного типа; т. е. конструкция определенного типа и определенного размера. Если бы требовался другой размер или стиль, оператор переключился бы на другой магазин. Многие модели линотипов могли одновременно хранить несколько магазинов (до четырех). В некоторых из них оператор мог переключиться на другой магазин, подняв или опустив стопку магазинов с помощью рукоятки. [9] Такие машины не позволяли бы смешивать шрифты в одной строке. Другие, такие как модели 25 и 26, допускали произвольное смешивание текста из двух журналов в одной строке, а модель 9 расширила эту возможность до смешивания до четырех журналов в одной строке.
Спусковой механизм
[ редактировать ]В линотипной машине термин «спусковой механизм» относится к механизмам в нижней части магазина, которые освобождают матрицы по одной при нажатии клавиш на клавиатуре. имеется спусковой механизм Для каждого канала магазина .
Техническое обслуживание и смазка
[ редактировать ]Чтобы обеспечить плавную циркуляцию матриц по всей машине, необходимо, чтобы масло не попадало где-либо рядом с траекторией матрицы. Масло на пути матрицы (из-за небрежного обслуживания или чрезмерной смазки близлежащих деталей) может смешиваться с пылью, образуя липкое вещество, которое со временем откладывается в магазине вместе с матрицами. Это может привести к тому, что матрица будет высвобождаться из магазина медленнее, чем ее обычная скорость, и обычно приводит к тому, что одна или две буквы поступают в ассемблер не по порядку - «транспонирование матрицы». Когда эти машины интенсивно использовались, оператор нередко набирал текст со скоростью более 4000 эм /час. Скорость самых быстрых операторов могла превышать 10 000 эмс в час (приблизительно от 10 до 30 слов в минуту на современных устройствах), поэтому тщательная смазка и регулярная очистка были необходимы для поддержания работы этих машин на полную мощность.
Клавиатура и композиторский раздел
[ редактировать ]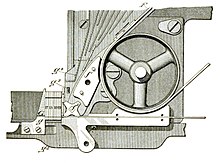
В разделе составления оператор вводит текст строки на клавиатуре. При каждом нажатии клавиши матрица высвобождается из магазина, установленного над клавиатурой. Матрица проходит по каналам к ассемблеру, где матрицы выстраиваются рядом в том порядке, в котором они были выпущены.
Когда требуется пробел, оператор касается рычага пробела слева от клавиатуры. Это освобождает пробел из коробки пробела. Космические ленты хранятся отдельно от матриц, поскольку они слишком велики и не помещаются в магазин.
Как только для строки введено достаточно текста, оператор нажимает рычаг кастинга , установленный в правом переднем углу клавиатуры. При этом готовая линия в ассемблере поднимается между двумя пальцами в «канале доставки», одновременно с этим срабатывает защелка, удерживающая ее на месте. Затем подпружиненный канал подачи транспортирует линию в секцию разливки машины и включает муфту, которая приводит в движение секцию разливки и последующую передачу в секцию распределения. Теперь оператор закончил работу с линией; остальная обработка выполняется автоматически. Во время трансляции строки оператор может продолжать вводить текст для следующей строки.
Клавиатура
[ редактировать ]
Клавиатура имеет 90 клавиш. Обычное расположение таково: черные клавиши слева предназначены для строчных букв, белые клавиши справа — для заглавных букв, а синие клавиши в центре — для цифр, знаков препинания, пробелов, маленьких букв и других элементов. [10] нет клавиши Shift На пишущих машинках .
Расположение букв примерно соответствует частоте букв, наиболее часто используемые буквы расположены слева. Первые два столбца ключей: e, t, a, o, i, n; и с, ч, р, д, л, и. Оператор линотипа часто сталкивался с опечаткой, проводя пальцами по этим двум столбцам, заполняя таким образом строку бессмысленными словами etaoin shrdlu , что известно как «пробежка». Зачастую быстрее создать плохую пулю, чем вручную исправлять строку в ассемблере. Слиток с налетом удаляется после отливки или корректором.
На клавиатуре линотипа одинаковое расположение алфавита указано дважды: один раз для строчных букв, клавиши черного цвета, на левой стороне клавиатуры, и один раз для прописных букв, клавиши белого цвета, расположенные на правой стороне клавиатуры. клавиатура. Синие клавиши посередине — это знаки препинания, цифры, маленькие заглавные буквы и пробелы фиксированной ширины. При правильной работе с клавиатурой левая рука опытного оператора управляет только клавишей пробела и левым столбцом клавиш. Правая рука оператора нажимает остальные клавиши на всей клавиатуре.
Клавиши клавиатуры соединены со спусковыми механизмами вертикальными толкателями. [11] При нажатии клавиши срабатывает соответствующий спусковой механизм, освобождающий матрицу из магазина. За одним исключением, каждая клавиша напрямую соответствует каналу в стандартном ( 90-канальном ) магазине. Единственным исключением является строчная буква e : эта буква используется так часто, что в журнале на 90 каналов фактически имеется 91 канал, причем два канала (два крайних левых) используются для буквы e . Точно так же 72-канальный журнал на самом деле имеет 73 канала, причем два крайних левых используются для строчной буквы e . Альтернативные линии выпускают матрицы поочередно из двух электронных каналов магазина. [12]
На машинах, поддерживающих несколько магазинов, имеется механизм переключения, который определяет, какой магазин в данный момент подключен к клавиатуре. В большинстве машин это делается путем поднятия или опускания стопки магазинов. [13]
Коробка Spaceband
[ редактировать ]
В выровненном тексте пробелы не имеют фиксированной ширины; они расширяются, чтобы сделать все линии одинаковой ширины. В линотипах это делается с помощью пробелов. Пространственная полоса состоит из двух клиньев, один из которых по размеру и форме похож на типовую матрицу, другой с длинным хвостиком. Широкая часть клина находится в нижней части хвоста, поэтому поднятие хвоста вверх расширяет полосу пропускания.
Из-за своих размеров космоленты хранятся не в магазине, а в коробочке для космолетов. [14] и отпускайте по одному, нажимая рычаг пробела на левом краю клавиатуры.
Ассемблер
[ редактировать ]По мере выхода матриц из магазина они направляются через перегородки в передней части сборщика вниз к быстро движущейся ленте, которая подает матрицы в сборщик. Коробка с пространственными лентами расположена над ассемблером, при этом ленты падают почти прямо в ассемблер. На конце движущейся ленты находится быстро вращающееся «звездное колесо», которое дает каждой поступающей матрице или пространственной полосе небольшой толчок, освобождая место для следующей (звездчатое колесо изготовлено из материала фенольного типа, чтобы минимизировать износ матриц). и группы).
Сам ассемблер представляет собой направляющую, на которой удерживаются матрицы и пробелы, с зажимом на левом конце, установленным на желаемую ширину линии. Когда оператор считает, что леска достаточно близка к заполнению (на некоторых машинах есть прикрепленный колокол для выполнения той же цели), он поднимает рычаг заброса в нижней части клавиатуры, чтобы отправить леску в секцию отливки линотипной машины. Остальная обработка этой строки выполняется автоматически; как только готовая строка передана в секцию кастинга, оператор может приступить к составлению следующей строки текста.
Секция кастинга
[ редактировать ]

Литейная секция машины работала с перерывами по сигналу оператора при завершении линии. Время полного цикла литья составило менее девяти секунд. Движущая сила секции разливки исходила от привода с муфтой , приводящего в движение большие кулачки (секция клавиатуры и распределителя работали все время, так как раздача может занять гораздо больше времени; однако передняя часть распределителя завершила свою работу до следующей линии разливки). матрицы были распределены). Конструкция машины была такова, что как возврат прежней лески в магазин, так и составление следующей лески могли происходить во время разливки текущей лески, что обеспечивало очень высокую производительность.
Старые машины обычно имели Двигатель мощностью 1 ⁄ л.с. (250 Вт) со скоростью 850 или 1140 оборотов в минуту, приводимый в движение главным колесом сцепления, внутренний вал зацепляет это колесо во время цикла литья. Внешний кожаный ремень на этом колесе приводил в движение второй промежуточный вал , который приводил в движение конвейер матрицы распределителя и клавиатуры, а также спусковые механизмы через дополнительный ремень от этого вала. Газовые кастрюли, такие как на иллюстрации ниже, были наиболее распространены в прежние годы, при этом кастрюля имела термостатический контроль (сильное пламя при пониженной температуре и низкое пламя при высокой температуре), а затем вторая горелка меньшего размера для рта и подогрев горла, причем более современные установки работают на электрических кастрюлях мощностью 1500 Вт с нагревателями рта и горла, изначально управляемыми реостатом (несколько сотен Вт на электрических моделях). Температура была точно отрегулирована, чтобы металлы свинца и олова оставались в жидком состоянии непосредственно перед отливкой. В новых машинах и более крупных машинах размером более 36 EM Matrix обычно используются более стандартизированные машины. Двигатель мощностью 1 ⁄ л.с. (370 Вт) после того, как клиновые ремни стали широко использоваться в 1930-х годах. Большие машины также имели так называемый «двойной котел» с либо более крупными газовыми горелками, либо нагревателями кастрюль мощностью 2250 Вт и более крупными нагревателями для рта и горла. Самые современные линотипы имели нагреватели рта и горла с термостатическим управлением, что является улучшением по сравнению с ручной регулировкой реостата или регулировкой газового пламени.Компания «Линотип» поставила керосиновые обогреватели и машины с приводом от линейного вала для использования в местах без электричества.
Секция литья получает готовые линии от сборщика и использует их для отливки типовых заготовок, которые являются продуктом линотипной машины. Секция литья является автоматической: как только она активируется оператором, отправляющим готовую линию путем поднятия рычага литья, ряд кулачков и рычагов перемещают матрицы через секцию литья и контролируют последовательность шагов, которые производят заготовку.
Литейный материал — сплав свинца (85 %), сурьмы (11 %) и олова (4 %). [15] и производит цельную литейную заготовку, способную выдержать 300 000 оттисков, прежде чем в отливке начнут проявляться деформации и дефекты, и шрифт придется отливать заново.
Непрерывный нагрев расплавленного сплава приводит к тому, что олово и сурьма в смеси поднимаются наверх и окисляются вместе с другими примесями, образуя вещество, называемое «шлаком», которое необходимо снимать. Чрезмерное образование окалины приводит к размягчению сплава по мере увеличения доли свинца. Затем смесь необходимо подвергнуть анализу и снова добавить олово и сурьму (в виде специально подобранного сплава), чтобы восстановить первоначальную прочность и свойства сплава.
Обоснование
[ редактировать ]
От сборщика собранная линия по первому элеватору перемещается в тиски для выравнивания . Тиски имеют две губки (1 и 2 на рисунке), которые установлены на нужную ширину линии. Пробелы теперь расширены, чтобы оправдать линию. При выравнивании лески матрицы плотно прилегают между губками тисков, образуя плотное уплотнение, которое предотвратит выход расплавленного металла при отливке лески.
Обоснование осуществляется с помощью подпружиненного толкателя (5), который поднимает хвостовые части пространственных лент, если машина не оборудована автоматическим гидравлическим квадроприводом Star Parts или гидрокваддером Linotype. [16]
Если оператор собрал недостаточно символов, строка не будет правильно выравниваться: даже если пробелы развернуты до конца, матрицы не являются плотными. Механизм безопасности в тисках для выравнивания обнаруживает это и блокирует операцию литья. Без такого механизма результатом были бы брызги расплавленного металла, разбрызгивающиеся через зазоры между матрицами, что создавало бы беспорядок, отнимающий много времени, и возможную опасность для оператора. [17] Если брызги действительно происходили, оператору обычно приходилось хватать адское ведро и ловить текущий свинец. Его назвали так потому, что ведро часто «падало к черту» или плавилось, удерживая при этом расплавленный свинец, который все еще был очень горячим. Кроме того, в сочетании с возможными опасностями, с которыми может столкнуться оператор, возможны токсичные пары свинца, поскольку они возникают в результате плавления свинцовых слитков для литья.
Диск формы и тигель
[ редактировать ]
Тиски для выравнивания удерживают собранную линию напротив поверхности диска формы . Диск формы имеет прямоугольные отверстия, которые соответствуют длине линии и толщине точки заготовок изготавливаемых (линий отливки). Вкладыши пресс-формы вставляются в эти отверстия для заготовок определенных размеров. Максимальная длина строки типичного лайнкастера составляет 30 пик . Менее распространенный вариант был оснащен 42 формами для пика, хотя сейчас они редки или вообще отсутствуют.
Непосредственно за диском формы находится тигель, в котором находится расплавленный металл при оптимальной температуре 535 °F. В момент перед заливкой диск формы перемещается вперед на своих салазках. Шпильки в диске формы входят в зацепление с блоками на тисках, так что диск формы мягко, но плотно и прямо прилегает к линии матриц, удерживаемых в первых губках подъемника и между губками тисков. Губки тисков сжимают линию матриц, поэтому расплавленный металл не может протиснуться между матами при отливке. Тигель наклоняется вперед, плотно прижимая мундштук к задней части формы. Поршень в углублении тигля быстро опускается, выталкивая расплавленный металл вверх по горловине тигля и впрыскивая его в полость формы через ряд отверстий в мундштуке. Струи расплавленного металла сначала контактируют с литейной поверхностью матриц, а затем заполняют полость формы, образуя твердое тело заготовки. [18] В них врезаны формы символов, поэтому в результате получается литая заготовка с формами символов линии на верхней грани. Диск формы иногда охлаждается водой, а часто воздухом с помощью вентилятора, чтобы отводить тепло расплавленного металла и обеспечивать быстрое затвердевание литых заготовок. [19]
Когда отливка завершена, поршень вытягивается вверх, втягивая металл обратно в горло из мундштука. Горшок отодвигается от формы. Диск формы выдвигается из шпилек тисков, которые удерживали его в идеальном положении относительно формы, тем самым отрывая заготовку от матрицы. Затем диск формы вращается против часовой стрелки. При движении основание пули подрезается задним ножом по высоте до бумаги (0,918 дюйма), а затем возвращается в нейтральное положение перед лезвиями выбрасывателя. [20] и выровнять с блоком ножей пару хонингованных ножей с фиксированным ножом и нож, который установлен на толщину вершины отливаемых вкладышей формы. [21] Ножи установлены строго параллельно. Неподвижный нож слева упирается в гладкую сторону заготовки (лицо корпуса формы заготовки), задевая ее рядом, а правый нож обрезает ребра на заготовке (лицо крышки формы заготовки). Диск останавливается, когда форма находится в вертикальном положении справа, прямо перед выталкивателем .
Выбрасыватель представляет собой набор сложенных друг на друга узких лезвий, которые выталкивают готовую заготовку из отверстия формы в диске формы. Лезвия достаточно узкие, чтобы пройти через форму толщиной 6 точек с зазором 0,004 дюйма между неподвижной поверхностью формы и левой стороной лезвий. Каждое лезвие имеет ширину 2 пика и количество лезвий, задействованных на Выброс устанавливается в зависимости от длины отливаемой лески. Все лезвия задействованы для пули диаметром 30 пика, меньшее количество зацепляется, поскольку размер тела пули сужается за счет использования все более длинных вкладышей формы. Это предотвращает удар лезвий выталкивателя о. задняя часть вкладыша формы на узких заготовках. Когда заготовка выталкивается из формы, она проходит ряд ножевых кромок в ножевом блоке, который срезает любые небольшие неровности отливки и производит заготовку точно с желаемой толщиной острия. Оттуда пуля падает в лоток камбуза , в котором хранятся лески в том порядке, в котором они были заложены. [22]
Механизм распределения
[ редактировать ]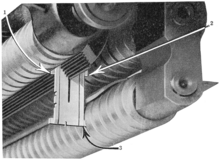
Самым значительным нововведением в линотипной машине было то, что она автоматизировала этап распространения; т. е. возвращение матриц и пространственных полос обратно в правильное место в соответствующих магазинах. Это делает дистрибьютор .
После завершения отливки матрицы перемещаются на второй элеватор , который поднимает их к распределителю в верхней части магазина. На этом этапе пробелы отделяются и возвращаются в поле пробелов. [23]
Матрицы имеют вверху рисунок зубцов, за счет которого они свешиваются с трамблера . Некоторые зубы срезаны; какой рисунок зубов срезается, зависит от символа на матрице; т. е. к какому каналу в магазине он принадлежит. Аналогичным образом зубцы срезаются вдоль частей распределительного стержня. Планка на лифте имеет все зубцы, поэтому она удержит любую матрицу (кроме пространственных лент, у которых вообще нет зубцов).
Кодировка зубьев распределителя и матрицы
[ редактировать ]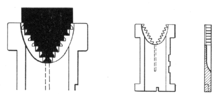
Поскольку матрицы перемещаются по распределительной планке с помощью винтов распределителя, они будут держаться только до тех пор, пока есть зубцы, которые их удерживают. Как только матрица достигает точки, где каждый ее зуб соответствует срезанному зубу на стержне распределителя, она больше не поддерживается и упадет в канал матрицы ниже этой точки.

Рисунок зубцов представляет собой 7-битный двоичный код, причем самая внутренняя пара зубцов в нижней части выемки является наиболее значимым битом. Коды отсчитываются с левой стороны основного магазина. Код 0 (без зубцов) предназначен для дистанционных лент, которые не доставляются к дистрибьютору. Код 1 пропускается (в инструкции по линотипу причины этого не указаны). Коды со 2 по 92 относятся к основному магазину на 91 канал, а коды выше — к вспомогательному магазину, если он установлен на машине. Самый широкий вспомогательный магазин имеет 34 канала, поэтому его самый правый канал имеет код 125. Код 126 не используется. [24] а код 127 используется для матриц Пи (описано ниже).
Пи-матрицы
[ редактировать ]
При верстке иногда необходимо использовать настолько необычные или малоизвестные символы, что нет смысла относить их к журнальному каналу. Эти символы называются пи-символами или сортами . («Пи» в данном случае относится к малоизвестному типографскому термину, относящемуся к незакрепленному или пролитому шрифту.) Знаки сносок, редко используемые дроби и математические символы являются примерами символов числа «пи». В линотипной машине пи-матрица имеет все зубцы (код 127, зубцы не срезаны), поэтому она не упадет с распределителя и не попадет ни в основной, ни в вспомогательный магазин. Вместо этого он проходит до конца и попадает в гибкую металлическую трубку, называемую желобом , а затем выстраивается в укладчик сортировок , доступный для дальнейшего использования. [25]
См. также
[ редактировать ]- Оттмар Мергенталер
- Система монотипии
- Корпорация Монотайп
- Лэнстон Монотипия
- Сагуаш-Кресент
- Этаоин шрдлу
Примечания
[ редактировать ]
- ^ Jump up to: Перейти обратно: а б «Конец истории линотипа» . Новости Дезерета . (Солт-Лейк-Сити, Юта). УПИ. 26 ноября 1970 г. с. 20Б.
- ^ Jump up to: Перейти обратно: а б Всемирная книжная энциклопедия , издание 1972 года.
- ^ «Линотипия в 50 лет» . Время . 13 июля 1936 года. Архивировано из оригинала 15 декабря 2008 года . Проверено 7 января 2009 г.
- ^ Нельсон, Рэнди Ф. Альманах американских писем . Лос-Альтос, Калифорния: William Kaufmann, Inc., 1981: 286. ISBN 0-86576-008-X
- ^ «Архивы полумесяца Сагуаш 2023» .
- ^ «Сегодняшние новости в многовековом стиле» . Лос-Анджелес Таймс . 10 августа 2013 года . Проверено 18 октября 2019 г.
- ^ «Газета из Колорадо, это еще и машина времени» . Новости CBS. 23 февраля 2014 года . Проверено 1 марта 2014 г.
- ^ «Демократ Эны» .
- ^ Принципы работы линотипной машины , 1940 г. , глава 4 , с. 62.
- ^ Курсы военно-морской подготовки "Принтер 1", 1954, стр. 303
- ^ Принципы работы линотипной машины , 1940 г. , глава 3 , с. 48.
- ^ Принципы работы линотипной машины , 1940 г. , глава 4 , с. 59.
- ^ Принципы работы линотипной машины , 1940 г. , глава 4 , с. 64.
- ^ Принципы работы линотипной машины , 1940 г. , глава 6 , с. 85.
- ^ Фильм «Набор текста» в Интернет-архиве.
- ^ Каталожный номер деталей Linotype Hydraquadder 58
- ^ Принципы работы линотипной машины , 1940 г. , глава 11 , стр. 123–130.
- ^ Принципы работы линотипной машины , 1940 г. , глава 13 , стр. 152–212.
- ^ Принципы работы линотипной машины , 1940 г. , глава 12 , с. 134.
- ^ Принципы работы линотипной машины , 1940 г. , глава 14 , стр. 213–218.
- ^ Принципы работы линотипной машины , 1940 г. , глава 15 , стр. 219–225.
- ^ Принципы работы линотипной машины , 1940 г. , глава 16 , стр. 226–231.
- ^ Принципы работы линотипной машины , 1940 г. , глава 17 , стр. 232–249.
- ^ Принципы работы линотипной машины , 1940 г. , глава 20 , стр. 269–275.
- ^ Принципы работы линотипной машины , 1940 г. , глава 1. Архивировано 3 марта 2016 г. в Wayback Machine , с. 38.
Ссылки
[ редактировать ]- Принципы работы линотипной машины . Бруклин, Нью-Йорк: Компания Mergenthaler Linotype. 1940 год.
- Бэзил Кахан: Оттмар Мергенталер – Человек и его машина ; Oak Knoll Press, Нью-Касл (Германия), 2000 г. – ISBN 1-58456-007-X
Внешние ссылки
[ редактировать ]- Линотип: Фильм - В поисках восьмого чуда света (Дуг Уилсон, 2012) - это полнометражный документальный фильм, посвященный машине для литья линотипов.
- «Прощай, Этаоин Шрдлу» . короткометражный фильм об истории линотипии и переходе к современным методам. Нью-Йорк Таймс, 14 октября 2016 г.
- Документальный фильм «Печать» (Holmes Burton Films Inc., 1947) о технологии линотипии. в полиграфии
- Metal Type – «Для тех, кто помнит набор текста горячим металлом»
- Инструкция по эксплуатации Intertype — это полное руководство по эксплуатации и техническому обслуживанию линотипных машин Intertype.
- Линотипная машина на Woodsidepress.com
- Сервис набора текста Linecast на linotypesetting.com
- Набор текста: Линотипный профинструктаж: часть 1 и часть 2 .
- 13.01.1894; Линотип — машина, которая заменит набор текста
- Линотип, телетайп, интертайп и многое другое с автоматическим управлением электроном (ACE) 1966 года.
- Патенты на линотипные машины. Архивировано 11 января 2017 г. на Wayback Machine.
| Способы сделать впечатления |
|  | |||||
|---|---|---|---|---|---|---|---|
| верстка |
| ||||||
| Печатный станок |
| ||||||
| Другое оборудование | |||||||
| |||||||
| Базы данных органов управления : Национальные |
|---|