Ключ (инжиниринг)
В машиностроении шпонка — это элемент машины, используемый для соединения вращающегося элемента машины с валом . Ключ предотвращает относительное вращение между двумя частями и может обеспечить передачу крутящего момента . Чтобы ключ функционировал, вал и вращающийся элемент машины должны иметь шпоночный паз и шпоночное гнездо , которое представляет собой прорезь и карман, в который помещается ключ. Вся система называется шпоночным соединением . [ 1 ] [ 2 ] Шпоночное соединение может допускать относительное осевое перемещение между деталями.
К компонентам, обычно имеющим шпонки, относятся шестерни , шкивы , муфты и шайбы .
Типы
[ редактировать ]Существует пять основных типов ключей: потайные , седловидные , касательные , круглые и шлицевые .
Затонувший ключ
[ редактировать ]Типы потайных ключей: прямоугольные , квадратные , параллельные потайные , с потайной головкой , перо и Вудрафф .
Параллельные клавиши
[ редактировать ]Параллельные ключи используются наиболее широко. Они имеют квадратное или прямоугольное сечение. Квадратные шпонки используются для валов меньшего размера, а шпонки с прямоугольной головкой используются для валов диаметром более 6,5 дюймов (170 мм) или когда толщина стенки ответной ступицы является проблемой. Установочные винты часто сопровождают параллельные ключи для фиксации сопрягаемых частей на месте. [ 3 ] Шпоночная канавка представляет собой продольную прорезь как на валу, так и на сопрягаемой части.
-
 Шпоночное гнездо в валу для параллельной шпонки
Шпоночное гнездо в валу для параллельной шпонки -
 Звездочка с внутренней параллельной шпоночной канавкой
Звездочка с внутренней параллельной шпоночной канавкой -
 Поперечное сечение параллельного шпоночного соединения
Поперечное сечение параллельного шпоночного соединения



- Вт = d / 4 [ нужны разъяснения ]
- Ч = 2 d / 3 [ нужны разъяснения ]
где
- W — ширина ключа
- H — высота ключа
- d - диаметр вала
Ключи Вудраффа
[ редактировать ]Шпонки Woodruff имеют полукруглую форму и частично входят в шпоночную канавку круглого сегмента , а остальная часть входит в продольную шпоночную канавку в сопрягаемой части. Круглый сегмент можно разрезать непосредственно врезным резаком круглой фрезой Вудраффа без каких-либо рельефов. Основным преимуществом шпонки Вудраффа является отсутствие фрезерования вблизи заплечиков вала, где концентрация напряжений , [ 4 ] и концентричность будет затронута. [ 3 ] Последнее особенно важно для работы на высоких скоростях. Более точная посадка ключа и шпоночного паза также уменьшает люфт и концентрацию напряжений, а также повышает надежность ключа. Дополнительным преимуществом является то, что застрявшую шпонку можно снять с вала ударом молотка, круглый профиль вытолкнет шпонку из паза, в отличие от стандартного ключа, который нужно будет толкать в осевом направлении или вытаскивать из паза. . Общие области применения включают станки , автомобильную технику, снегоочистители и морские гребные винты .
Этот тип ключа был разработан Уильямом Н. Вудраффом из Хартфорда, Коннектикут . наградил его медалью Джона Скотта В 1888 году Институт Франклина за свое изобретение. [ 5 ]
-
 Установлен ключ Вудраффа
Установлен ключ Вудраффа -
 Ключ Вудраффа и шпоночная канавка
Ключ Вудраффа и шпоночная канавка -
 Шестерня G надежно установлена на валу S с помощью шпонки Вудраффа N.
Шестерня G надежно установлена на валу S с помощью шпонки Вудраффа N.



Конические ключи
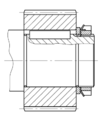
[ редактировать ]Коническая шпонка сужается только на той стороне, которая входит в зацепление со ступицей. Шпоночная канавка во ступице имеет конус, соответствующий конусной шпонке. Некоторые конические ключи имеют выступ или выступ, который можно легко снять во время разборки. Целью конуса является фиксация самой шпонки, а также прочное соединение вала со ступицей без необходимости использования установочного винта. Проблема с коническими шпонками заключается в том, что они могут привести к тому, что центр вращения вала будет немного отклоняться от сопрягаемой детали. [ 3 ] Он отличается от замка с коническим валом тем, что конические шпонки имеют соответствующий конус на шпоночной канавке, а замки с коническим валом - нет.
Другие
[ редактировать ]Шпоночный ключ или голландский ключ имеет круглое отверстие в шпоночной канавке (вместо прямоугольного), полученное путем осевого сверления собранной ступицы и вала, с металлическим установочным штифтом, служащим шпонкой. Если отверстие и шпонка имеют коническую форму, шпонка называется голландским штифтом , который вбивается и при необходимости обрабатывается путем резки или шлифования заподлицо с концом вала. Если в прямом шпоночном пазе дополнительно имеется резьба, то в качестве голландского ключа с резьбой служит обычный винт.
Пружинные штифты являются альтернативным голландским ключевым компонентом вместо цельных дюбелей. Пружинный штифт является самофиксирующимся и не расшатывается при вибрации. Полые пружинные штифты обеспечивают меньшую прочность на сдвиг, чем сплошной установочный штифт, и прочность можно изменять, изменяя толщину стенки. Эта ограниченная характеристика прочности на сдвиг предназначена для поддержания нормальной работы, но затем разрушается в случае чрезмерного крутящего момента вала, защищая таким образом остальную часть машины от повреждений.
Введение дополнительной втулки между ступицей и валом повышает производительность и удобство шпоночных соединений. Втулки Taper-Lock представляют собой ступичные фитинги со шпонками, которые в дополнение к прямоугольному шпоночному пазу имеют три резьбовых шпоночных паза и два установочных винта в качестве голландских шпонок. Голландские шпоночные канавки имеют резьбу только на другой стороне ступицы или вала, а на противоположной стороне имеется отверстие с зазором для резьбы. Просто ввинчивая установочные винты в выбранные отверстия, механизм ступицы удобно фиксирует или окончательно снимает с вала без ударов или выдергивания ступицы. Быстроразъемные втулки ( QD ) работают аналогично, но в них расположены три отверстия без резьбы и три отверстия с полной резьбой по кругу дальше от оси вала на фланце втулки, а не поперек соединения втулки со ступицей.
Соединение Хирта похоже на шлицевое соединение , но с зубьями на конце вала, а не на поверхности.
Седловые ключи
[ редактировать ]Эти типы шпонок обычно прикрепляются к приводному элементу (например, валам). Эти типы ключей имеют меньшую прочность по сравнению с утопленными ключами. Это редко используемые ключи для передачи меньшей мощности на ведомые элементы (например, муфты).
Касательные клавиши
[ редактировать ]Тангенциальные ключи используются в тяжелых условиях эксплуатации с высоким крутящим моментом. То, что было бы стороной каждой шпоночной канавки, образует пятки, на которые опирается шпонка, и передает сжимающую силу. Этот последний момент означает, что для реверсивного движения вала необходима еще одна шпонка по касательной наружу в противоположном направлении. Обычно это будет смещено на 90° или 180° на валу. Ключ может иметь клиновидную, прямоугольную или квадратную форму, но чаще всего используются прямоугольные ключи с двойной конусностью.
Сплайновый ключ
[ редактировать ]Этот тип ключа использует несколько шпоночных пазов в концентраторе для передачи высокой мощности.
Ключевое место
[ редактировать ]Замковка – это создание прорезей в сопрягаемых предметах. Закрепление шпонки может быть выполнено на различных станках, включая протяжку, шпоночный станок, электроэрозионный станок, формовочный или вертикальный долбежный станок, вертикальную или горизонтальную фрезу или с помощью долота и напильника.
-
 Фрезы для шпоночных пазов
Фрезы для шпоночных пазов -
 Специальные фрезы
Специальные фрезы -
 Инструменты для прорезания пазов
Инструменты для прорезания пазов -
 Различные инструменты для прорези
Различные инструменты для прорези




Прошивка
[ редактировать ]Протяжка в основном используется для вырезания внутренних шпоночных пазов с прямыми углами. Для каждого поперечного сечения шпоночной канавки используются определенная протяжка, втулка и направляющая, что делает этот процесс более дорогим, чем большинство альтернатив. Тем не менее, из всех процессов он может создать наиболее точную шпоночную канавку. Протягивание шпоночного паза состоит из трех основных этапов: во-первых, заготовка устанавливается на оправочный пресс , а втулка помещается в отверстие заготовки. Далее вставляют протяжку и проталкивают ее, прорезая шпоночный паз. Наконец, между втулкой и протяжкой помещаются прокладки , чтобы добиться нужной глубины, необходимой для ключа. [ 6 ]
Ключница
[ редактировать ]

Шпоночные станки , также известные как шпоночные станки и фрезы для шпонок , представляют собой специализированные машины, предназначенные для вырезания шпоночных пазов. Они очень похожи на вертикальные формирователи ; Разница в том, что режущий инструмент на станке для ключей входит в заготовку снизу и режет при ходе вниз, тогда как инструмент на фрезерном станке входит в заготовку сверху и режет вниз. Еще одно отличие заключается в том, что ключница имеет направляющую систему над заготовкой, чтобы минимизировать отклонение, что приводит к более точному допуску реза. Процесс начинается с закрепления заготовки на столе с помощью приспособления или тисков . Заготовка расположена правильно, а затем запускается возвратно-поступательный рычаг. Некоторые модели имеют стационарный стол, поэтому фреза подается в заготовку горизонтально, в то время как другие имеют подвижный стол, который подает заготовку в неподвижный фрезу. Эти станки могут вырезать и другие прямые детали, кроме шпоночных пазов (см. рисунок). Они также могут создавать глухие пазы, то есть пазы, которые не проходят через всю заготовку. [ 7 ] [ 8 ]
Электроэрозионная обработка проволокой (ЭЭР)
[ редактировать ]Электроэрозионная обработка проволокой (EDM) в основном используется для небольших производственных партий, где требуется либо высочайшая точность, либо другие технологии резки недоступны. Электроэрозионный станок с проволочной резкой прорезает шпоночные пазы путем эрозии материала от заготовки посредством серии быстрых разрядов электрического тока между наматывающей проволокой и заготовкой через диэлектрическую жидкость. Электроэрозионные станки с числовым программным управлением (ЧПУ) позволяют вырезать широкий выбор шпоночных пазов, в том числе несколько шпоночных пазов на одной ступице. Основными ограничениями проволочного электроэрозионного станка с ЧПУ является время, необходимое для вырезания шпоночного паза, а также размер деталей, которые может вместить данный электроэрозионный станок. [ 9 ]
Формирование или прорезь
[ редактировать ]Формование или прорезание пазов в основном используются для нарезания шпоночных пазов, которые не проходят по всей длине детали. Как и в случае шпонки, при формовке для резки используется одноточечный режущий инструмент, однако формовщики не направляются через разрез на фиксированной стойке. Таким образом, формовочные надрезы обычно более подвержены прогибу, чем прорези для ключей. [ 9 ]
Фрезерование
[ редактировать ]можно изготовить параллельные, конические и шпоночные пазы Вудраффа На фрезерном станке . Концевые фрезы или долбежные фрезы используются для параллельных и конических шпоночных пазов, а фреза Вудраффа используется для шпоночных пазов Вудраффа. [ 10 ]
Для внутренних шпоночных пазов, которые не слишком длинные, шпоночные пазы можно фрезеровать, если радиус приемлем.
Долбление
[ редактировать ]Одна из самых ранних форм запирания ключей была сделана путем долбления . Шпоночный паз обтачивается долотом, а затем опиливается до нужного размера; ключ часто пробуют, чтобы избежать чрезмерного заполнения. Этот метод долгий, утомительный и в настоящее время используется редко. [ 11 ]
Шпоночные соединения
[ редактировать ]Срезная шпонка — это функция, предназначенная для предотвращения выхода из строя и предотвращения дальнейших повреждений в случае случайной эксплуатации оборудования с превышением его расчетных пределов. Срезные шпонки могут быть любой конструкции, описанной выше, но они изготовлены из более прочного материала, чем стержень. Срезную шпонку можно легко и недорого заменить, что позволяет избежать более серьезных повреждений механизма, ремонт которых будет дорогостоящим или трудным. Например, для стального вала и шкива может использоваться латунная шпонка. Когда к соединению прикладывается чрезмерный крутящий момент, стальные края разрезают латунную шпонку на две части, в результате чего шкив свободно вращается на валу и освобождает остальную часть машины от возможных повреждений.
Если для соединения вала требуется более высокий крутящий момент, можно использовать две параллельные шпонки. [ 3 ]
Неправильно обработанные шпоночные пазы, в которых произошло отклонение или смещение фрезы, могут быть недостаточно прочными для требуемого применения. [ 12 ]
См. также
[ редактировать ]Ссылки
[ редактировать ]- ^ Бхандари, В.Б. (2007), Проектирование элементов машин (2-е изд.), Тата МакГроу-Хилл, стр. 340, ISBN 978-0-07-061141-2 .
- ^ Леонард 1919 , с. 394.
- ^ Jump up to: а б с д Keys and Keyways (PDF) , заархивировано из оригинала (PDF) 14 июня 2011 г. , получено 19 марта 2010 г.
- ^ Шигли, Джозеф; Мишке, Чарльз (1989), Проектирование машиностроения (5-е изд.), McGraw-Hill, ISBN 0-07-331657-1 .
- ^ Гарфилд, Юджин (2007). «Лауреаты Премии Джона Скотта с 1826 года по настоящее время» . Проверено 23 августа 2007 г.
- ^ Крар, Сан-Франциско (1983). Работа станков. (стр. 84–85). Нью-Йорк: Подразделение Грегг МакГроу-Хилл.
- ^ Keyseating , получено 30 января 2010 г.
- ^ Вик, CH (1964). Универсальность расположения клавиш. Машиностроение (Нью-Йорк), 70 (8), 138–140.
- ^ Jump up to: а б Резка шпоночных пазов — протяжка, фиксация шпонок, электроэрозионная резка, обработка и фрезерование , получено 3 декабря 2014 г.
- ^ Киббе, Р.Р. (1995). Станкостроительная практика. (5-е изд., стр. 572). Энглвуд Клиффс, Нью-Джерси: Prentice-Hall, Inc.
- ^ Леонард 1919 , с. 40.
- ^ Ромиг, СП (1926). Научно-популярный ежемесячник. Ежемесячник популярной науки , 110 (5), 72, 124.
Библиография
[ редактировать ]- Леонард, Уильям Сэмюэл (1919) [1905]. Инструменты и методы механического цеха (пересмотренное 7-е изд.). Нью-Йорк: Джон Уайли и сыновья. стр. 39–42 . OCLC 848146647 . Проверено 30 апреля 2019 г.