Индекс возможностей процесса
Эта статья предоставляет недостаточный контекст для тех, кто не знаком с предметом . ( Май 2015 г. ) |
Индекс возможностей процесса, или коэффициент возможностей процесса, представляет собой статистическую меру возможностей процесса : способность инженерного процесса производить результат в пределах спецификаций . [1] Концепция возможностей процесса имеет значение только для процессов, находящихся в состоянии статистического контроля . Это означает, что он не может учитывать неожиданные отклонения, такие как перекос, повреждение или изношенное оборудование. Индексы возможностей процесса измеряют степень «естественных вариаций» процесса относительно пределов его спецификации и позволяют сравнивать различные процессы с тем, насколько хорошо организация их контролирует. Как ни странно, более высокие значения индекса указывают на лучшую производительность, а ноль указывает на большое отклонение.
Пример для неспециалистов
[ редактировать ]Предприятие изготавливает оси номинальным диаметром 20 мм на токарном станке. Поскольку ни одна ось не может быть изготовлена точно с точностью 20 мм, проектировщик указывает максимально допустимые отклонения (называемые допусками или пределами спецификации). Например, требование может заключаться в том, что диаметр оси должен составлять от 19,9 до 20,2 мм. Индекс технологических возможностей является мерой того, насколько вероятно, что произведенная ось будет удовлетворять этому требованию. Индекс относится только к статистическим (естественным) вариациям. Это изменения, которые естественным образом возникают без определенной причины. К неустраненным ошибкам относятся ошибки оператора или люфт в механизмах токарного станка, приводящий к неправильному или непредсказуемому положению инструмента. При возникновении ошибок последнего рода процесс не находится в состоянии статистической управляемости. В этом случае индекс возможностей процесса теряет смысл.
Введение
[ редактировать ]Если верхний и нижний пределы спецификации процесса равны USL и LSL, целевое среднее значение процесса равно T, расчетное среднее значение процесса равно а предполагаемая изменчивость процесса (выраженная как стандартное отклонение ) равна , то общепринятые индексы возможностей процесса включают:


| Индекс | Описание |
|---|---|
| Оценивает то, что способен произвести процесс, если среднее значение процесса будет находиться в пределах ограничений спецификации. Предполагается, что выходные данные процесса распределены примерно нормально. | |
| Оценивает возможности процесса для спецификаций, которые состоят только из нижнего предела (например, прочности). Предполагается, что выходные данные процесса распределены примерно нормально. | |
| Оценивает возможности процесса для спецификаций, которые состоят только из верхнего предела (например, концентрации). Предполагается, что выходные данные процесса распределены примерно нормально. | |
| Оценивает то, что способен произвести процесс, учитывая, что среднее значение процесса может не находиться в пределах ограничений спецификации. (Если среднее значение процесса не центрировано, переоценивает возможности процесса.) если среднее значение процесса выходит за пределы спецификации. Предполагается, что выходные данные процесса распределены примерно нормально. | |
| Оценивает возможности процесса вокруг цели, T. всегда больше нуля. Предполагается, что выходные данные процесса распределены примерно нормально. также известен как индекс возможностей Тагучи . [2] | |
| Оценивает возможности процесса вокруг цели T и учитывает нецентральное среднее значение процесса. Предполагается, что выходные данные процесса распределены примерно нормально. |



![{\displaystyle {\hat {C}}_{pk}=\min {\Bigg [}{{\text{USL}}-{\hat {\mu }} \over 3{\hat {\sigma }} }, {{\hat {\mu }}-{\text{LSL}} \over 3{\hat {\sigma }}}{\Bigg ]}}](https://wikimedia.org/api/rest_v1/media/math/render/svg/ca677d2001052bf0545a61bde6b3fd5d269dedb8)





оценивается с использованием выборочного стандартного отклонения .
Рекомендуемые значения
[ редактировать ]Индексы возможностей процесса создаются для выражения более желательных возможностей с помощью все более высоких значений. Значения около или ниже нуля указывают на процессы, отклоняющиеся от запланированных ( далеко от Т) или с большой вариацией.
Установление значений минимальных «приемлемых» целевых показателей возможностей процесса является вопросом личного мнения, и то, какой консенсус существует, зависит от отрасли, предприятия и рассматриваемого процесса. Например, в автомобильной промышленности Группа действий автомобильной промышленности устанавливает руководящие принципы в Процессе утверждения производственных деталей , 4-е издание, в отношении рекомендуемых минимальных значений C pk для характеристик процесса, критически важных для качества. Однако эти критерии являются спорными, и некоторые процессы не могут быть оценены на предмет эффективности только потому, что они не были оценены должным образом.
Поскольку возможности процесса являются функцией спецификации, индекс возможностей процесса настолько хорош, насколько хороша спецификация. Например, если спецификация взята из инженерного руководства без учета функций и критичности детали, обсуждение возможностей процесса бесполезно и принесет больше пользы, если сосредоточиться на том, каковы реальные риски выхода детали за пределы спецификации. . Функция потерь Тагучи лучше иллюстрирует эту концепцию.
По крайней мере один академический эксперт рекомендует [3] следующее:
| Ситуация | Рекомендуемая минимальная производительность процесса для двусторонних спецификаций | Рекомендуемая минимальная производительность процесса для односторонней спецификации |
|---|---|---|
| Существующий процесс | 1.33 | 1.25 |
| Новый процесс | 1.50 | 1.45 |
| Безопасность или критический параметр для существующего процесса | 1.50 | 1.45 |
| Безопасность или критический параметр для нового процесса | 1.67 | 1.60 |
| «Шесть сигм» Процесс качества | 2.00 | 2.00 |
Однако если процесс дает характеристику с индексом возможности более 2,5, ненужная точность может стоить дорого. [4]
Связь с показателями последствий процесса
[ редактировать ]Сопоставление индексов возможностей процесса, таких как C pk , с показателями последствий процесса является простым. Осадки процесса количественно определяют количество дефектов, создаваемых процессом, и измеряются DPMO или PPM . Выход процесса является дополнением к выпадению процесса и примерно равен площади под функцией плотности вероятности. если выходные данные процесса примерно нормально распределены .

В краткосрочной перспективе («короткая сигма») отношения таковы:
| С п | Сигма-уровень (σ) | Площадь под | Выход процесса | Последствия процесса (в пересчете на DPMO/PPM) |
|---|---|---|---|---|
| 0.33 | 1 | 0.6826894921 | 68.27% | 317311 |
| 0.67 | 2 | 0.9544997361 | 95.45% | 45500 |
| 1.00 | 3 | 0.9973002039 | 99.73% | 2700 |
| 1.33 | 4 | 0.9999366575 | 99.99% | 63 |
| 1.67 | 5 | 0.9999994267 | 99.9999% | 1 |
| 2.00 | 6 | 0.9999999980 | 99.9999998% | 0.002 |

В долгосрочной перспективе процессы могут значительно сдвинуться или отклониться (большинство контрольных карт чувствительны только к изменениям выходных результатов процесса на 1,5σ или более). был сдвиг на 1,5 сигмы от цели на 1,5σ Если бы в процессах (см. Шесть сигм ), это привело бы к следующим отношениям: [5]
| С п | Скорректировано Сигма-уровень (σ) | Площадь под | Выход процесса | Последствия процесса (в пересчете на DPMO/PPM) |
|---|---|---|---|---|
| 0.33 | 1 | 0.3085375387 | 30.85% | 691462 |
| 0.67 | 2 | 0.6914624613 | 69.15% | 308538 |
| 1.00 | 3 | 0.9331927987 | 93.32% | 66807 |
| 1.33 | 4 | 0.9937903347 | 99.38% | 6209 |
| 1.67 | 5 | 0.9997673709 | 99.9767% | 232.6 |
| 2.00 | 6 | 0.9999966023 | 99.99966% | 3.40 |
Поскольку процессы могут значительно смещаться или дрейфовать в долгосрочной перспективе, каждый процесс будет иметь уникальное значение сигма-сдвига, поэтому индексы возможностей процесса менее применимы, поскольку они требуют статистического контроля .
Пример
[ редактировать ]Рассмотрим характеристику качества с целевым размером 100,00 мкм и верхним и нижним пределами спецификации 106,00 мкм и 94,00 мкм соответственно. Если после тщательного мониторинга процесса в течение некоторого времени окажется, что процесс находится под контролем и дает предсказуемый результат (как показано на диаграмме ниже), мы можем значимо оценить его среднее значение и стандартное отклонение.
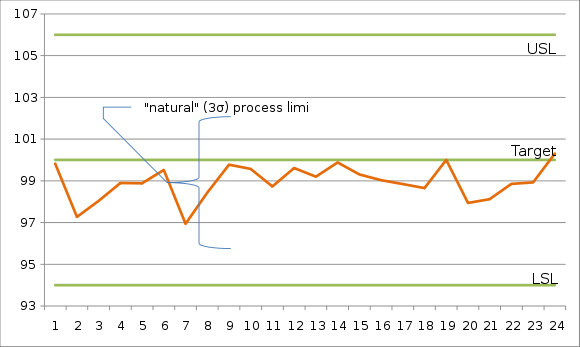
Если и оцениваются в 98,94 мкм и 1,03 мкм соответственно, тогда
| Индекс |
|---|

![{\displaystyle {\hat {C}}_{pk}=\min {\Bigg [}{{\text{USL}}-{\hat {\mu }} \over 3{\hat {\sigma }} },{{\hat {\mu }}-{\text{LSL}} \over 3{\hat {\sigma }}}{\Bigg ]}=\min {\Bigg [}{106.00-98.94 \over 3\times 1,03},{98.94-94 \более 3\times 1,03}{\Bigg ]}=1,60}](https://wikimedia.org/api/rest_v1/media/math/render/svg/92a1d39f30f9d41b5b0943cb55654b788b191324)


Тот факт, что процесс идет не от центра (примерно на 1σ ниже цели), отражается в заметно разных значениях C p , C pk , C pm и C pkm .
См. также
[ редактировать ]Ссылки
[ редактировать ]- ^ «Что такое возможности процесса?» . Справочник по инженерной статистике NIST/Sematech . Национальный институт стандартов и технологий . Проверено 22 июня 2008 г.
{{cite web}}: Внешняя ссылка в|work= - ^ Бойлз, Рассел (1991). «Индекс возможностей Тагучи» . Журнал технологий качества . Том. 23, нет. 1. Милуоки, Висконсин : Американское общество контроля качества . стр. 17–26. ISSN 0022-4065 . ОСЛК 1800135 .
- ^ Монтгомери, Дуглас (2004). Введение в статистический контроль качества . Нью-Йорк, Нью-Йорк : John Wiley & Sons, Inc., с. 776. ИСБН 978-0-471-65631-9 . OCLC 56729567 . Архивировано из оригинала 20 июня 2008 г.
- ^ Букер, Дж. М.; Рейнс, М.; Свифт, КГ (2001). Проектирование эффективных и надежных продуктов . Оксфорд : Баттерворт-Хайнеманн . ISBN 978-0-7506-5076-2 . ОСЛК 47030836 .
- ^ «Калькулятор преобразования сигм | BMGI.org» . bmgi.org . Архивировано из оригинала 16 марта 2016 г. Проверено 17 марта 2016 г.