Гибка труб


Гибка труб — это любые процессы обработки металла , используемые для постоянного формирования труб или трубок . Гибка труб может быть связана с формовкой или с использованием процедур гибки произвольной формы, а также может использовать процедуры термической поддержки или холодной формовки.
Процедуры гибки по форме, такие как «гибка в прессе» или «гибка при вытяжке», используются для придания заготовке формы штампа . Прямую трубчатую заготовку можно сформировать с помощью гибочной машины для создания различных одиночных или множественных изгибов и придания изделию желаемой формы. Эти процессы можно использовать для формирования сложных форм из различных типов пластичных металлических трубок. [1] Процессы гибки произвольной формы, такие как трехвалковая гибка с нажимом, формируют заготовку кинематически, поэтому контур гибки не зависит от геометрии инструмента.
Обычно при гибке труб используется круглая заготовка. Однако квадратные и прямоугольные трубы также можно согнуть в соответствии с техническими условиями работы. Другими факторами, участвующими в процессе гибки, являются толщина стенки, инструменты и смазочные материалы, необходимые трубогибу для наилучшей формы материала, а также различные способы использования трубы (труба, трубная проволока).
Геометрия
[ редактировать ]Трубку можно согнуть в разных направлениях и углах. Обычные простые изгибы состоят из образующих колен, которые представляют собой изгибы на 90 °, и U-образных изгибов, которые представляют собой изгибы на 180 °. Более сложная геометрия включает несколько двумерных (2D) изгибов и трехмерных (3D) изгибов. Двухмерная трубка имеет отверстия в одной плоскости; 3D имеет отверстия в разных плоскостях.
Двухплоскостной изгиб или составной изгиб определяется как составной изгиб, который имеет изгиб на виде сверху и изгиб на фасаде. При расчете двухплоскостного изгиба необходимо знать угол изгиба и поворот (двугранный угол).
Одним из побочных эффектов изгиба заготовки является изменение толщины стенки; стенка по внутреннему радиусу трубки становится толще, а внешняя – тоньше. Чтобы уменьшить это, трубку можно поддерживать внутри или снаружи, чтобы сохранить поперечное сечение . В зависимости от угла изгиба, толщины стены и процесса гибки внутренняя часть стены может сморщиться.
Процессы
[ редактировать ]Процесс гибки труб начинается с загрузки трубы в трубогиб или трубогиб и зажима ее между двумя матрицами, зажимным блоком и формовочной матрицей. Трубка также свободно удерживается двумя другими матрицами: скребковой матрицей и нажимной матрицей.
Процесс гибки труб включает в себя использование механической силы для прижатия трубы или трубки из исходного материала к матрице, заставляя трубу или трубку принимать форму матрицы. Часто стандартная трубка прочно удерживается на месте, пока ее конец вращается и обкатывается вокруг матрицы. Другие формы обработки, включая проталкивание заготовки через ролики, которые сгибают ее по простой кривой. [2] При некоторых операциях гибки труб оправка внутри трубы помещается , чтобы предотвратить ее разрушение. Трубка удерживается в натяжении с помощью скребка, чтобы предотвратить образование складок во время нагрузки. Пластина зачистки обычно изготавливается из более мягкого сплава, такого как алюминий или латунь, чтобы избежать царапин или повреждения сгибаемого материала.
Большая часть инструментов изготовлена из закаленной стали или инструментальной стали для сохранения и продления срока службы инструмента. Однако, когда есть опасность поцарапать или выдолбить заготовку, используется более мягкий материал, такой как алюминий или бронза. Например, зажимной блок, вращающийся формовочный блок и пресс-форма часто изготавливаются из закаленной стали, поскольку трубка не проходит мимо этих частей машины. Нажимная матрица и обтирочная матрица изготовлены из алюминия или бронзы, чтобы сохранять форму и поверхность заготовки при ее скольжении.
Трубогибочные машины обычно имеют привод от человека, пневматический, гидравлический , гидравлический или электрический серводвигатель.
Пресс-гибка
[ редактировать ]Гибка прессом, вероятно, является первым процессом гибки труб в холодном состоянии. [ нужны разъяснения ] В этом процессе к трубе прижимается матрица в форме изгиба, заставляя трубу соответствовать форме изгиба. Поскольку труба не имеет внутренней опоры, происходит некоторая деформация формы трубы, в результате чего поперечное сечение становится овальным. Этот процесс используется там, где не требуется постоянного поперечного сечения трубы. Хотя с помощью одной матрицы можно изготавливать различные формы, она подходит только для труб одного размера и радиуса.
Ротационная гибка
[ редактировать ]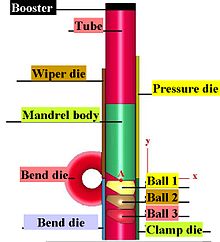
Гибка с вращающейся вытяжкой (RDB) представляет собой точную технологию, поскольку она сгибается с использованием инструментов или «наборов штампов», которые имеют постоянный радиус центральной линии (CLR), альтернативно обозначаемый как средний радиус изгиба (Rm). Роторные волочильные станки можно запрограммировать для хранения нескольких заданий гибки с различной степенью гибки. Часто к гибочному станку прикрепляется таблица индексов позиционирования (IDX), позволяющая оператору воспроизводить сложные изгибы, которые могут иметь несколько изгибов и разные плоскости.
Роторные волочильные станки являются наиболее популярными машинами для гибки труб, труб и твердых материалов для таких применений, как: поручни автомобилей , рамы, каркасы безопасности , ручки, линии и многое другое. Ротационные гибочные станки создают эстетически привлекательные изгибы, если правильный инструмент подобран для конкретного применения. Роторно-вытяжные гибочные станки с ЧПУ могут быть очень сложными и использовать сложные инструменты для выполнения серьезных изгибов с высокими требованиями к качеству.
Полная оснастка необходима только для высокоточной гибки трудносгибаемых труб с относительно большим соотношением OD/t (диаметр/толщина) и относительно небольшим соотношением среднего радиуса изгиба Rm и OD. [3] Использование осевого усиления либо на свободном конце трубки, либо на пресс-форме полезно для предотвращения чрезмерного утончения и разрушения выступающих частей трубки. Оправка, с шариком со сферическими звеньями или без него, чаще всего используется для предотвращения складок и овализации. Для относительно простых процессов гибки (то есть по мере уменьшения коэффициента сложности BF) оснастку можно постепенно упрощать, устраняя необходимость в осевой опоре, оправке и зачистной матрице (которая в основном предотвращает образование складок). Кроме того, в некоторых конкретных случаях стандартный инструмент необходимо модифицировать, чтобы он соответствовал конкретным требованиям продукции.
Гибка валков
[ редактировать ]В процессе гибки валками труба, экструзия или твердое тело пропускается через ряд роликов (обычно три), которые оказывают давление на трубу, постепенно изменяя радиус изгиба трубы. Валковые гибочные машины пирамидального типа имеют один подвижный валок, обычно верхний. Валковые гибочные станки с двойным зажимом имеют два регулируемых валка, обычно нижний, и фиксированный верхний валок. Этот метод изгиба вызывает очень небольшую деформацию поперечного сечения трубы. Этот процесс подходит для изготовления бухт труб, а также длинных плавных изгибов, подобных тем, которые используются в ферменных системах.
Трехвалковая гибка нажимом
[ редактировать ]
Трехвалковая гибка нажимом (TRPB) — это наиболее часто используемый процесс гибки произвольной формы для изготовления геометрических форм гибки, состоящих из нескольких плоских кривых гибки. Тем не менее, 3D-формирование возможно. Профиль направляется между гибочным валком и опорным валком(ами), одновременно проталкиваясь через инструменты. Положение формовочного ролика определяет радиус изгиба. Точка изгиба – это точка касания между трубой и гибочным валком. Для изменения плоскости изгиба толкатель вращает трубу вокруг ее продольной оси. Как правило, набор инструментов TRPB можно использовать на обычном ротационном листогибочном станке. Этот процесс очень гибок, поскольку с помощью уникального набора инструментов можно получить несколько значений радиуса изгиба Rm, хотя геометрическая точность процесса не сравнима с гибкой с поворотным вытягиванием . [4] Могут быть изготовлены контуры изгиба, определяемые как сплайновые или полиномиальные функции. [5]
Простая трехвалковая гибка
[ редактировать ]Трехвалковая гибка труб и открытых профилей также может выполняться с помощью более простых машин, часто полуавтоматических и не управляемых ЧПУ, способных подавать трубу в зону гибки за счет трения. Эти машины часто имеют вертикальную компоновку, т.е. три валка лежат в вертикальной плоскости.
Индукционная гибка
[ редактировать ]Индукционная катушка размещается вокруг небольшого участка трубы в месте изгиба. Затем его подвергают индукционному нагреву до температуры от 800 до 2200 градусов по Фаренгейту (от 430 до 1200 C). Пока труба горячая, на трубу оказывается давление, сгибающее ее. Затем трубу можно закалить распылением воздуха или воды или охладить окружающим воздухом.
Индукционная гибка используется для изготовления отводов для широкого спектра применений, таких как (тонкостенные) трубопроводы для восходящего и нисходящего потока, а также для наземных и морских сегментов нефтехимической промышленности, конструкционные детали большого радиуса для строительной отрасли, Отводы с толстыми стенками и коротким радиусом для электроэнергетики и городских теплосетей.
Большими преимуществами индукционной гибки являются:
- нет необходимости в оправках
- радиусы и углы изгиба (1°-180°) могут выбираться свободно
- высокоточные радиусы и углы изгиба
- можно легко изготовить точные катушки для труб
- значительная экономия может быть получена при сварке в полевых условиях
- В одной машине можно разместить трубы широкого диапазона размеров (от наружного диаметра от 1 до 80 дюймов).
- превосходные значения утончения стенок и овальности
Упаковка
[ редактировать ]Упаковка льда
[ редактировать ]Труба заполняется водным раствором, замерзает и в холодном состоянии сгибается. Растворенное вещество (можно использовать мыло) делает лед гибким. Эта техника используется для изготовления тромбонов. [6]
Упаковка смолы
[ редактировать ]Ранее использовался аналогичный метод с использованием пека, но он был прекращен, поскольку смолу было трудно очистить без чрезмерного нагревания. [6]
Набивка песком/формование горячих слябов
[ редактировать ]В процессе набивки песком труба наполняется мелким песком и концы закрываются колпачками. Заполненную трубу нагревают в печи до 1600 °F (870 °C) или выше. Затем его кладут на плиту с вставленными в нее штифтами и огибают штифты с помощью лебедки, крана или какой-либо другой механической силы. Песок в трубе минимизирует искажения поперечного сечения трубы.
Оправка с
[ редактировать ]Оправка представляет собой стальной стержень или связанный шарик, вставляемый в трубу во время ее изгиба, чтобы обеспечить трубе дополнительную поддержку и уменьшить образование складок и разрушение трубы во время этого процесса. Различаются следующие типы оправок.
- Оправка пробки: цельный стержень, используемый при нормальных изгибах.
- Форма оправки: цельный стержень с изогнутым концом, используемый при изгибе, когда требуется дополнительная поддержка.
- Шариковая оправка без троса: несвязанные стальные шарикоподшипники вставляются в трубу, используются при критических и точных изгибах.
- Шариковая оправка с тросом: соединенные шарикоподшипники вставляются в трубу, используются при критических и точных изгибах.
- Песок: песок упакован в трубку
При производстве изделий, где изгиб не является критическим, можно использовать оправку-оправку. Формованный тип сужает конец оправки, чтобы обеспечить большую поддержку при изгибе трубы. Если необходима точная гибка, следует использовать шаровую оправку (или шаровую оправку со стальным тросом). Соединенные шарообразные диски вставляются в трубку, обеспечивая возможность изгиба, сохраняя при этом одинаковый диаметр. Другие стили включают использование песка, церробенда или замороженной воды. Они позволяют обеспечить постоянный диаметр, обеспечивая при этом недорогую альтернативу вышеупомянутым стилям.
автомобиля или мотоцикла с высокими эксплуатационными характеристиками Выхлопная труба является распространенным применением оправки.
Гибкие пружины
[ редактировать ]Это прочные, но гибкие пружины, вставленные в трубу для поддержки стенок трубы во время ручного изгиба. Их диаметр лишь немного меньше внутреннего диаметра сгибаемой трубы. Они подходят только для гибки труб из мягкой меди диаметром 15 и 22 мм (0,6 и 0,9 дюйма) (обычно используемых в бытовой сантехнике) или труб из ПВХ.
Пружина вдавливается в трубу до тех пор, пока ее центр не окажется примерно там, где должен быть изгиб. К концу пружины можно прикрепить кусок гибкой проволоки, чтобы облегчить ее снятие. Трубу обычно прижимают к согнутому колену, а концы трубы подтягивают вверх, чтобы создать изгиб. Чтобы облегчить извлечение пружины из трубы, рекомендуется согнуть трубу немного больше, чем требуется, а затем немного ослабить ее. Пружины менее громоздки, чем ротационные гибочные станки, но не подходят для гибки коротких отрезков труб, когда на концах труб трудно получить необходимое усилие.
Изгибающие пружины для труб меньшего диаметра (медная труба 10 мм) скользят по трубе, а не внутри.
См. также
[ редактировать ]- Гибка (механика)
- Гибочный станок (производство)
- Тормоз (гибка листового металла)
- Пружинная обратная компенсация
Ссылки
[ редактировать ]- ^ Тодд, Роберт Х.; Аллен, Делл К.; Альтинг, Лео (1994), Справочное руководство по производственным процессам (1-е изд.), Industrial Press Inc., ISBN 978-0-8311-3049-7 .
- ^ Руководство по гибке труб , получено 24 июля 2018 г.
- ^ Ментелла, А.; Страно, М. (10 октября 2011 г.). «Вращательная гибка медных труб малого диаметра: прогнозирование качества поперечного сечения». Труды Института инженеров-механиков, Часть B: Журнал машиностроительного производства . 226 (2): 267–278. дои : 10.1177/0954405411416306 . S2CID 110467253 .
- ^ Страно, Маттео; Б.М. Колозимо; Э. Дель Кастильо (2011). «Улучшенная конструкция процесса гибки труб с тремя валками в условиях геометрических неопределенностей». 14-я Международная конференция ESAFORM по формованию материалов: ESAFORM 2011 . Материалы конференции AIP. Том. 1353. стр. 35–40. Бибкод : 2011AIPC.1353...35S . дои : 10.1063/1.3589488 .
- ^ Энгель, Б.; Керстен, С.; Андерс, Д. (2011), «Сплайн-интерполяция и расчет параметров машины для трехвалковой гибки шлицевых контуров», Steel Research International , 82 (10): 1180–1186, doi : 10.1002/srin.201100077 , S2CID 136452513 .
- ^ Jump up to: а б «Производство духовых инструментов: как металл создает музыку» .