Болтовое соединение

Болтовое соединение является одним из наиболее распространенных элементов в строительстве и конструкции машин. с наружной резьбой Он состоит из крепежного элемента (например, болта ), который захватывает и соединяет другие детали, закрепленные соответствующей винтовой резьбой с внутренней резьбой . Существует два основных типа конструкций болтовых соединений: соединения на растяжение и на сдвиг соединения .
Подбор компонентов резьбового соединения – сложный процесс. Особое внимание уделяется многим факторам, таким как температура, коррозия, вибрация, усталость и начальная предварительная нагрузка. [1]
Типы соединений
[ редактировать ]Натяжное соединение
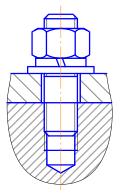
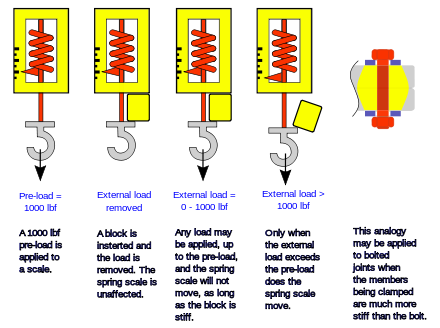
[ редактировать ]В растянутом соединении болт и зажатые компоненты соединения предназначены для передачи приложенной растягивающей нагрузки через соединение посредством зажатых компонентов за счет правильного баланса жесткости соединения и болта. Соединение должно быть спроектировано таким образом, чтобы нагрузка зажима никогда не преодолевалась внешними силами натяжения , действующими на разделение соединения. Если внешние силы натяжения преодолеют нагрузку зажима (предварительный натяг болта), зажатые компоненты соединения разделятся, обеспечивая относительное перемещение компонентов.
Сдвиговое соединение
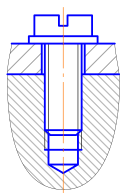
[ редактировать ]Второй тип болтового соединения передает приложенную нагрузку при сдвиге хвостовика болта и зависит от прочности болта на сдвиг. Растягивающие нагрузки на такое соединение носят лишь случайный характер. Предварительная нагрузка по-прежнему применяется, но учет гибкости сустава не так важен, как в случае, когда нагрузки передаются через растянутый сустав. Другие подобные срезные соединения не используют предварительную нагрузку на болт, поскольку они предназначены для вращения соединения вокруг болта, но используют другие методы поддержания целостности болта/соединения. Соединения, допускающие вращение, включают в себя шарнирные соединения и опираются на фиксирующий механизм (например, стопорные шайбы , резьбовой клей и контргайки ) .
Правильная конструкция соединения и предварительная нагрузка болта обеспечивают полезные свойства:
- При циклических растягивающих нагрузках крепеж не подвергается полной амплитуде нагрузки; крепежа в результате усталостная долговечность увеличивается или, если материал имеет предел выносливости , его срок службы продлевается на неопределенный срок. [2]
- Пока внешние растягивающие нагрузки на соединение не превышают нагрузку зажима, крепеж не подвергается движению, которое могло бы ослабить его, что устраняет необходимость в фиксирующих механизмах. (Сомнительно при входе вибрации.)
- В случае сдвигового соединения правильное усилие зажима компонентов соединения предотвращает относительное перемещение этих компонентов и фрикционный износ тех, которые могут привести к развитию усталостных трещин.
Как в случае конструкции соединения на растяжение, так и на сдвиг, некоторый уровень предварительной нагрузки на растяжение в болте и, как следствие, предварительная нагрузка на сжатие в зажатых компонентах имеют важное значение для целостности соединения. Целевой предварительный натяг может быть достигнут различными методами: приложением измеренного крутящего момента к болту, измерением удлинения болта, нагревом для расширения болта, затем поворотом гайки, затягиванием болта до предела текучести, ультразвуковым испытанием или применением определенное количество градусов относительного поворота резьбовых деталей. С каждым методом связан ряд неопределенностей, некоторые из которых весьма существенны.
Теория
[ редактировать ]Обычно болт натягивается (предварительно натягивается) за счет приложения крутящего момента либо к головке болта, либо к гайке. Приложенный крутящий момент заставляет болт «подниматься» по резьбе, вызывая натяжение болта и эквивалентное сжатие компонентов, скрепляемых болтом. Предварительная нагрузка, возникающая в болте, обусловлена приложенным крутящим моментом и зависит от диаметра болта, геометрии резьбы и коэффициентов трения, существующих в резьбе и под затягиваемой головкой болта или гайкой. Жесткость компонентов, зажатых болтом, не связана с предварительным натягом, создаваемым крутящим моментом. Однако относительная жесткость болта и зажатых компонентов соединения определяет долю внешней растягивающей нагрузки, которую будет нести болт, а это, в свою очередь, определяет предварительную нагрузку, необходимую для предотвращения разделения соединения и, таким образом, для уменьшения диапазона напряжений. болт испытывает воздействие многократного приложения растягивающей нагрузки. Это определяет долговечность болта при многократном воздействии растягивающих нагрузок. Поддержание достаточного предварительного натяга шарнира также предотвращает относительное проскальзывание компонентов шарнира, которое может вызвать фрикционный износ, который может привести к усталостному разрушению этих деталей.
крепежа Нагрузка зажима, также называемая предварительным натягом крепежа, создается при приложении крутящего момента и, таким образом, создает предварительную нагрузку на растяжение, которая обычно составляет существенный процент от испытательной прочности . Крепежные изделия производятся в соответствии с различными стандартами, определяющими, среди прочего, их прочность. Таблицы крутящих моментов доступны для указания требуемого крутящего момента для данного крепежа в зависимости от его класса прочности (точность изготовления и посадка) и класса (прочность на разрыв).
При затягивании крепежа в болте возникает предварительная нагрузка на растяжение, а в скрепляемых деталях - равная предварительная нагрузка на сжатие. Его можно смоделировать как пружинный узел с некоторым предполагаемым распределением сжимающих напряжений в зажатых компонентах соединения. Когда прикладывается внешняя растягивающая нагрузка, она снимает сжимающие деформации, вызванные предварительным натягом в зажатых компонентах, следовательно, предварительная нагрузка, действующая на сжатые компоненты соединения, обеспечивает внешнюю растягивающую нагрузку по пути (через соединение), отличному от болта. В хорошо спроектированном соединении, возможно, 80-90% внешней растягивающей нагрузки пройдет через соединение, а остальная часть - через болт. Это снижает усталостную нагрузку болта.
Когда скрепляемые детали менее жесткие, чем крепеж (например, те, в которых используются мягкие сжатые прокладки), эта модель ломается, и крепеж подвергается растягивающей нагрузке, которая представляет собой сумму предварительной растягивающей нагрузки и внешней растягивающей нагрузки.
В некоторых случаях соединения проектируются таким образом, что крепеж в конечном итоге выходит из строя раньше, чем более дорогие компоненты. В этом случае замена существующего крепежа на более прочный может привести к повреждению оборудования. Таким образом, обычно рекомендуется заменять старые крепежные детали новыми крепежными деталями того же класса.
Расчет крутящего момента
[ редактировать ]Специально спроектированные соединения требуют выбора крутящего момента, обеспечивающего правильную предварительную нагрузку натяжения. Приложение крутящего момента к крепежным деталям обычно достигается с помощью динамометрического ключа . [3] Требуемое значение крутящего момента для конкретного применения крепежа может быть указано в опубликованном стандартном документе, определено производителем или рассчитано. Сторона резьбового крепления, имеющая наименьшее трение, должна воспринимать крутящий момент, в то время как другая сторона удерживается или иным образом предотвращается вращение.
Обычное соотношение, используемое для расчета крутящего момента для желаемого предварительного натяга, учитывает геометрию резьбы и трение в резьбе и под головкой болта или гайкой. Ниже предполагается, что используются стандартные болты и резьбы ISO или национальных стандартов:

где
- необходимый крутящий момент
- это решающий фактор
- желаемая предварительная нагрузка
- это диаметр болта




Коэффициент гайки К учитывает геометрию резьбы, трение, шаг. При использовании резьб ISO и Единого национального стандарта коэффициент гайки составляет: [4]

где
- = средний диаметр резьбы, близкий к делительному диаметру.
- = номинальный диаметр болта
- = (шаг резьбы) /(pi * d m )
- Шаг резьбы = 1/N, где N — количество витков резьбы на дюйм или мм.
- = коэффициент трения в резьбе
- = половина угла резьбы (обычно 60°) = 30°
- = коэффициент трения под затянутой головкой или гайкой





Когда = = 0,15, используемые размеры соответствуют любому размеру болта крупного или мелкого размера, а коэффициент гайки составляет K ≈ 0,20, соотношение крутящего момента и предварительной нагрузки становится:

Исследование влияния затяжки двух образцов, одного со смазкой, а другого без смазки, болтов 1/2 дюйма-20 UNF с усилием 800 фунт-дюйм, дало одинаковую среднюю предварительную нагрузку 7700 фунтов-силы. Предварительные нагрузки для образца болта без смазки имели стандартное отклонение от среднего значения 1100 фунтов силы, тогда как для смазанного образца стандартное отклонение составляло 680 фунтов силы. Если значение предварительного натяга и крутящие моменты используются в приведенном выше соотношении для расчета коэффициента гайки, получается K = 0,208, что очень близко к рекомендуемому значению 0,20. [4]
| Метод | Точность |
| Динамометрический ключ для несмазанных болтов | ± 35% |
| Динамометрический ключ на болтах с CAD-покрытием | ± 30% |
| Динамометрический ключ на смазанных болтах | ± 25% |
| Шайба, указывающая преднатяг | ± 10% |
| Ключ с компьютерным управлением (ниже предела текучести) | ± 15% |
| Гаечный ключ с компьютерным управлением (датчик урожайности) | ± 8% |
| Удлинение болта | ± 5% |
| Тензодатчики | ± 1% |
| Ультразвуковой мониторинг | ± 1% |
Предпочтительная предварительная нагрузка болта для конструкций должна составлять не менее 75 % от пробной нагрузки крепежа. [3] для более прочных крепежных деталей и до 90 % испытательной нагрузки для постоянных крепежных деталей. Для достижения преимуществ предварительной нагрузки сила зажима должна быть выше, чем нагрузка на разъединение сустава. Для некоторых соединений для фиксации соединения требуется несколько крепежных элементов; все они затягиваются вручную перед приложением окончательного крутящего момента, чтобы обеспечить равномерную посадку соединения.
Предварительная нагрузка, достигаемая затягиванием болта, создается за счет эффективной части крутящего момента. Трение в резьбе и под гайкой или головкой болта потребляет некоторую часть приложенного крутящего момента. Большая часть приложенного крутящего момента теряется из-за трения под затягиваемой головкой болта или гайкой (50%) и в резьбе (40%). Оставшиеся 10% приложенного крутящего момента выполняют полезную работу по растяжению болта и обеспечению предварительного натяга. Первоначально при приложении крутящего момента он должен преодолеть статическое трение под головкой болта или гайки (в зависимости от того, какой конец затягивается), а также в резьбе. Наконец, преобладает динамическое трение, и крутящий момент распределяется в соотношении 50/40/10 % по мере затягивания болта. Значение крутящего момента зависит от трения, возникающего в резьбе и под затягиваемой головкой болта или гайкой, а также от закрепляемого материала или шайбы, если она используется. На это трение может влиять применение смазки или любого покрытия (например, кадмия или цинка), нанесенного на резьбу, а стандарт крепежа определяет, является ли значение крутящего момента для сухой или смазанной резьбы, поскольку смазка может уменьшить значение крутящего момента на 15. % до 25%; смазка крепежа, предназначенного для затягивания всухую, может привести к его чрезмерной затяжке, что может привести к повреждению резьбы или растяжению крепежа за пределы его упругости, тем самым снижая его зажимную способность.
Затягивать можно либо головку болта, либо гайку. Если у кого-то большая площадь подшипника или коэффициент трения, потребуется больший крутящий момент для обеспечения той же целевой предварительной нагрузки. [6] Крепежи следует затягивать только в том случае, если они установлены в отверстия с зазором .
Динамометрические ключи не позволяют напрямую измерить предварительную нагрузку болта.
Более точные методы определения предварительной нагрузки основаны на определении или измерении вылета винта из гайки. Альтернативно, измерение угла поворота гайки может служить основой для определения удлинения винта на основе шага резьбы крепежного элемента . [7] Непосредственное измерение длины винта позволяет очень точно рассчитать силу зажима. Этого можно добиться с помощью циферблатного индикатора , измерения отклонения на хвостовике крепежного элемента, использования тензодатчика или ультразвукового измерения длины.
Предварительную нагрузку болта также можно контролировать, затягивая болт до точки текучести. В некоторых случаях опытный оператор может почувствовать уменьшение объема работы, необходимой для поворота динамометрического ключа, поскольку материал болта начинает поддаваться. В этот момент болт имеет предварительную нагрузку, определяемую площадью болта и пределом текучести материала болта. Эту технику можно более точно выполнить на специально построенных машинах. Поскольку этот метод работает только при очень высоких предварительных нагрузках и требует сравнительно дорогого инструмента, он обычно используется только для определенных применений, в первую очередь в высокопроизводительных двигателях. [8] [9]
Не существует (пока) простого метода измерения натяжения крепежа на месте. Все методы, от наименее до наиболее точных, включают сначала расслабление застежки, затем приложение к ней силы и количественную оценку полученного в результате удлинения. Это известно как «повторная затяжка» или «повторное натяжение» в зависимости от используемой технологии.
Технологии, используемые в этом процессе, могут быть:
На рассматриваемом крепеже используется электронный динамометрический ключ, так что приложенный крутящий момент можно измерить по мере его увеличения.
Последние технологические разработки позволили установить напряжение (± 1%) с помощью ультразвукового контроля. Это обеспечивает ту же точность, что и при измерении деформации, без необходимости установки тензорезисторов на каждый крепежный элемент.
Другой метод определения напряжения (в основном при монтаже стали) предполагает использование раздавливающих шайб. Это просверленные шайбы, заполненные оранжевым RTV . При приложении заданной силы (± 10%) появляются оранжевые резиновые нити.
Крупные пользователи (например, производители автомобилей) часто используют гайковерты с компьютерным управлением . В таких машинах компьютер контролирует отключение механизма крутящего момента при достижении заданного значения. Такие машины часто используются для установки и затяжки колесных гаек на сборочной линии, а также были разработаны для использования в передвижных цехах шиномонтажа на рудниках.
Зацепление резьбы
[ редактировать ]Зацепление резьбы — это длина или количество витков, которые входят в зацепление между винтом и внутренней резьбой. Болтовые соединения сконструированы таким образом, что хвостовик болта разрушается при растяжении раньше, чем резьба разрушается при сдвиге, но для того, чтобы это сохранялось, необходимо обеспечить минимальное зацепление резьбы. Следующее уравнение определяет это минимальное зацепление резьбы: [10]

Где L e — длина зацепления резьбы, A t — площадь растягивающего напряжения, D — основной диаметр винта, а p — шаг. Это уравнение справедливо только в том случае, если материалы винта и внутренней резьбы одинаковы. Если они не одинаковы, то для определения необходимой дополнительной длины резьбы можно использовать следующие уравнения: [10]


Где L e2 — новое требуемое зацепление резьбы.
Хотя эти формулы дают абсолютный минимум зацепления резьбы, во многих отраслях указано, что болтовые соединения должны быть как минимум полностью зацеплены. Например, ФАУ установило, что в общих случаях из любого болтового соединения должна выступать хотя бы одна резьба. [1]
Режимы отказа
[ редактировать ]При проведении анализа видов отказов болтов, которые сломались, ослабли или подверглись коррозии, необходимо тщательно рассмотреть следующие виды отказов:
- Перегрузка
- Перегрузка возникает, когда действующие силы приложения создают нагрузки, превышающие нагрузку зажима, что приводит к ослаблению соединения с течением времени или к катастрофическому выходу из строя.
- Чрезмерная затяжка
- Чрезмерное затягивание может привести к повреждению резьбы и деформации крепежа, хотя это может произойти в течение очень длительного времени. Недостаточная затяжка может привести к поломке, поскольку сустав может ослабнуть, а также может привести к изгибу сустава и, таким образом, к разрушению под действием усталости.
- Усталость
- Когда осевая или поперечная нагрузка превышает предварительную нагрузку болта или вызывает поперечное проскальзывание болта, движение болта может привести к образованию небольших трещин в материале, что в конечном итоге приведет к усталостному разрушению болта или компонента с наружной резьбой. По словам Билла Экклса из компании Boltscience: «В подавляющем большинстве случаев наиболее эффективный способ обеспечить усталостную устойчивость болта — обеспечить его достаточную затяжку…» [11]
- Бринеллинг
- При использовании шайб низкого качества может возникнуть бринеллирование , что приведет к потере нагрузки на зажим и последующему усталостному разрушению соединения.
- Другие режимы отказа
- Другие виды разрушения включают коррозию , заглубление и превышение предела напряжения сдвига .
Болтовые соединения могут намеренно использоваться в качестве расходуемых деталей , которые должны выйти из строя раньше других деталей, например, в срезном штифте .
Запирающие механизмы
[ редактировать ]
Запирающие механизмы предотвращают расшатывание болтовых соединений. Они необходимы, когда вибрация или движение суставов приводят к потере на зажим нагрузки и выход соединения из строя, а также в оборудовании, где надежность болтовых соединений имеет важное значение. Распространенным тестом на саморасшатывание является тест Юнкера .
- Варенье ореховое
- Две гайки, затянутые друг на друге. В этом случае более тонкую гайку следует разместить рядом с соединением, а более толстую затянуть на нем. Более толстая гайка прикладывает большую силу к соединению, сначала снимая усилие с резьбы более тонкой гайки, а затем прилагая силу в противоположном направлении. Таким образом, более толстая гайка плотно прижимается к стороне резьбы, противоположной соединению, а более тонкая гайка прижимается к стороне резьбы, ближайшей к соединению, плотно фиксируя две гайки на резьбе в обоих направлениях. [12]
- Преобладающие динамометрические гайки ( контргайки )
- На внутренней резьбе устанавливается вставка (металлическая или неметаллическая, например, нейлоковая гайка ) или заглушка/заплата из неметаллического материала на внешней резьбе. Этот материал связывается с резьбой противоположного крепежа силой трения и создает преобладающий крутящий момент, который препятствует выворачиванию или ослаблению крепежа. [13]
- Химические фиксирующие составы ( резьбофиксирующая жидкость )
- Использование химического фиксирующего состава связывает резьбу вместе при затвердевании состава. Примеры такого соединения включают анаэробные соединения, такие как Loctite , который отверждается в отсутствие кислорода и действует как клей, скрепляющий резьбу соединения. [13] Химические методы фиксации создают трение после момента отрыва. Преобладающий крутящий момент обычно выше нуля, поскольку отвержденный полимер все еще создает трение при вращении гайки. [ нужна ссылка ]
- Страховочная проволока (lockwire)
- В гайках и головках болтов сверлятся отверстия, а через отверстия продевается проволока, чтобы предотвратить обратное вращение. Этот метод фиксации трудоемкий, но до сих пор применяется на ответственных соединениях. [1]
- Контргайки
- Некоторая часть гайки упруго деформируется во время затяжки, обеспечивая запирающее действие.
- Пружинные шайбы и стопорные шайбы
- Шайба, которая сгибается в осевом направлении во время затяжки. Пружинные шайбы создают дополнительную осевую силу, тогда как стопорные шайбы имеют детали, которые взаимодействуют с поверхностями таким образом, чтобы обеспечить более прямое сопротивление вращению.
Стучать болтом
[ редактировать ]Этот раздел нуждается в расширении . Вы можете помочь, добавив к нему . ( сентябрь 2008 г. ) |
Стук болтов происходит в зданиях, когда болтовые соединения проскальзывают в «подшипники под нагрузкой», вызывая тем самым громкий и потенциально пугающий шум, напоминающий выстрел из винтовки, который, однако, не имеет конструктивного значения и не представляет никакой угрозы для жильцов.
Болтовое соединение между двумя элементами может выполнять функцию подшипникового соединения или фрикционного соединения. В фрикционном соединении элементы сжимаются с достаточной силой, чтобы возникающее трение между сжимаемыми поверхностями предотвращало их боковое скольжение друг по другу.
В подшипниковом соединении сам болт ограничивает боковое перемещение элементов хвостовиком болта, опирающегося на стороны отверстий в зажимаемых элементах. Такие соединения требуют меньшего прижимного усилия, поскольку не требуется высокий уровень трения между зажимаемыми поверхностями. Зазор между болтом и отверстиями означает, что некоторое боковое перемещение может произойти до того, как болт упрется в стенки отверстий.
Даже если конструкция спроектирована как несущий шарнир, поверхностное трение между зажатыми элементами может быть достаточным, чтобы сопротивляться движению в течение некоторого времени, особенно когда здание еще не полностью загружено - поэтому первоначально оно работает как фрикционное соединение. Когда боковая сила становится достаточной для преодоления этого трения, зажимаемые элементы перемещаются до тех пор, пока стороны отверстий не упрутся в хвостовик болта. Это движение – «скольжение в подшипник» – обычно начинается и прекращается очень внезапно, часто высвобождая упругую энергию в связанных элементах, что приводит к громкому, но безвредному хлопку. [14]
Международные стандарты
[ редактировать ]- SA-193/SA-193M: «Спецификация на болтовые материалы из легированной и нержавеющей стали для работы при высоких температурах»
- SA-194/SA-194M: «Спецификация на гайки из углеродистой и легированной стали для болтов, предназначенных для эксплуатации при высоких температурах»
- SA-320/SA-320M: «Спецификация на болтовые соединения из легированной стали для эксплуатации при низких температурах»
- EN 1515: «Фланцы и их соединения. Болтовые соединения».
- EN 1515-1: «Фланцы и их соединения. Болтовые соединения. Часть 1. Выбор болтового соединения».
- EN 1515-2: «Фланцы и их соединения. Болтовые соединения. Часть 2. Классификация материалов болтов для стальных фланцев с обозначением PN».
- EN 1515-2: «Фланцы и их соединения. Болтовые соединения. Часть 3. Классификация материалов болтов для стальных фланцев, назначенный класс»
- ISO 4014: «Болты с шестигранной головкой. Классы продукции A и B»
- ISO 4017: «Винты с шестигранной головкой. Классы продукции A и B»
- ISO 4032: «Гайки шестигранные, тип 1. Классы продукции A и B»
- ISO 4033: «Гайки шестигранные, тип 2 – марки продукции A и B»
См. также
[ редактировать ]- Несущая поверхность
- Процесс изготовления болта
- Корончатая гайка /винт с колпачком (распространен в авиационной промышленности)
- Фланцы (скреплены парами болтами)
- Юнкер тест
- Контргайка ( преобладающие динамометрические гайки )
- Замок провод
- Механическое соединение
- Закалка и отпуск (Q&T)
- Заклепка
- Остаточное напряжение
- Клей для резьбы
Ссылки
[ редактировать ]- Примечания
- ^ Jump up to: а б Барретт, RT (1990). Руководство по проектированию крепежа (№ НАС 1.61:1228).
- ^ Коллинз, с. 481.
- ^ Jump up to: а б Оберг и др. 2004 , с. 1495
- ^ Jump up to: а б Шигли, Джозеф (1977). Машиностроительное проектирование . МакГроу-Хилл. стр. 246, 247. ISBN. 0-07-056881-2 .
- ^ Браун, Морроу; Дурбин, Бака. «Руководство по проектированию и анализу болтовых соединений: версия 1.0» . Отчет Сандиа, SAND2008-0371 . Национальные лаборатории Сандиа Министерства энергетики США. п. 12 . Проверено 4 декабря 2013 г.
- ^ «Болтовая наука» . Болт Сайенс Лимитед . Проверено 1 декабря 2013 г.
- ^ Оберг и др. 2004 , с. 1499
- ^ «Затягивание до текучести» . СМИ высокой мощности . Проверено 13 апреля 2016 г.
- ^ «Способы затяжки резьбовых соединений» . Boltscience.com . Проверено 13 апреля 2016 г.
- ^ Jump up to: а б Формула минимального зацепления резьбы и расчет ISO , получено 8 февраля 2010 г. .
- ^ Экклс, Билл (2004). «Усталостное разрушение болтов» (PDF) . Болтовая наука .
- ^ «Использование двух гаек для предотвращения самоотвинчивания» . www.boltscience.com.
- ^ Jump up to: а б «Виброослабление болтов и резьбовых соединений» . www.boltscience.com.
- ^ Картер, CJ: «Стальная развязка: стучат болты», MSC: Modern Steel Construction , июль 1999 г.
- Библиография
- Коллинз, Джек А.; Стааб, Джордж Х.; Басби, Генри Р. (2002), Механическое проектирование элементов машин и машин , Wiley, ISBN 0-471-03307-3 .
- Оберг, Эрик; Джонс, Франклин Д.; МакКоли, Кристофер Дж.; Хилд, Рикардо М. (2004), Справочник машинного оборудования (27-е изд.), Industrial Press , ISBN 978-0-8311-2700-8 .
Внешние ссылки
[ редактировать ]- Калькулятор болтовых соединений
- Формулы и калькуляторы для болтов
- Синдром стучащего болта AISC
- Стук болтов — еще одна перспектива AISC
- Bolt Science — Эффект Йоста
- Резьбовые крепления — затяжка до надлежащего натяжения, документ Министерства обороны США MIL-HDBK-60, 2,6 МБ в формате pdf.
- Руководство по проектированию крепежных изделий, NASA-RP-1228, 100 стр., Справочник НАСА 1990 г., 5,1 МБ, pdf.
- Механика винтов
- Консультативный циркуляр ФАУ 43.13-1B , параграф 7-37 «Длина рукоятки»
- Анализ болтовых соединений
- Проектирование болтовых соединений , проектирование крепежных изделий и поддержка проектирования