Ядро (производство)
Сердечник — это устройство, используемое в процессах литья и формования для создания внутренних полостей и входящих углов (внутренний угол, превышающий 180°). Ядро обычно представляет собой одноразовый предмет, который уничтожают, чтобы извлечь его из детали. [1] Они чаще всего используются при литье в песчаные формы , но также используются при литье под давлением и литье под давлением .
Например, сердечники определяют несколько проходов внутри литых блоков двигателей . Для каждой отливки одной модели двигателя GM V-8 требуется 5 стержней из сухого песка. [1]
Материалы, необходимые для изготовления сердечников
[ редактировать ]- Керновой песок
- Бентонитовая глина
- Угольная пыль
- Смоляное масло
Преимущества и недостатки
[ редактировать ]Стержни полезны для элементов, которые не допускают сквозняков , или для создания деталей, которые иначе невозможно интегрировать в отливку или форму без стержня. [1]
Основным недостатком являются дополнительные затраты на включение ядер. [1]
Требования
[ редактировать ]Существует семь требований к ядрам: [2]
- Прочность зеленого цвета: в зеленом состоянии должна быть достаточная прочность для обращения с ним.
- В затвердевшем состоянии он должен быть достаточно прочным, чтобы выдерживать силы литья; следовательно, прочность на сжатие должна составлять от 100 до 300 фунтов на квадратный дюйм (от 0,69 до 2,07 МПа).
- Проницаемость должна быть очень высокой, чтобы обеспечить выход газов.
- Хрупкость: по мере охлаждения отливки или формовки сердечник должен быть достаточно слабым, чтобы разрушиться при усадке материала. Более того, они должны легко сниматься во время встряхивания .
- хорошая огнеупорность , поскольку во время литья или формования сердечник обычно окружен горячим металлом. Требуется
- Гладкая поверхность .
- Минимальное выделение газов при разливке металла.
Типы
[ редактировать ]Доступно множество типов ядер. Выбор правильного типа стержня зависит от объема производства, производительности, требуемой точности, требуемой обработки поверхности и типа используемого металла. Например, некоторые металлы чувствительны к газам, выделяемым определенными типами керновых песков; другие металлы имеют слишком низкую температуру плавления, чтобы правильно разрушить связующее и удалить его во время вытряски. [2]
Керны из зеленого песка
[ редактировать ]
Керны из зеленого песка затрудняют или делают невозможным отливку длинных узких деталей. Даже для длинных деталей, которые можно отлить, остается много материала для обработки. Типичное применение — сквозное отверстие в отливке. [2]
Керны из сухого песка
[ редактировать ]Самый простой способ изготовления стержней из сухого песка — это использование стержневого ящика для самосвала , в котором песок упаковывается в ящик и очищается до уровня верха. Затем на ящик кладут деревянную или металлическую пластину, затем их переворачивают, и стержневой сегмент выпадает из стержневого ящика. Затем основной сегмент обжигают или закаливают. Затем несколько сегментов сердцевины склеиваются горячим способом или прикрепляются каким-либо другим способом. Любые неровности запиливаются или шлифуются . Наконец, сердечник слегка покрывается графитом , кремнеземом или слюдой, чтобы обеспечить более гладкую поверхность и большую устойчивость к нагреву. [2] Цельные сердечники не требуют сборки, поскольку они изготавливаются в разъемном стержневом ящике . Разъемный стержневой ящик, как это звучит, состоит из двух половин и имеет как минимум одно отверстие для внесения песка. Простые стержни постоянного сечения можно создавать на специальных экструдерах для изготовления стержней . Затем профили обрезаются до нужной длины и закаливаются. Более сложные цельные сердечники могут быть изготовлены аналогично литью под давлением и литью под давлением . [2]
Типы ядра:
- холодный ящик
- половина стержневого ящика
- выгрузить стержневой ящик
- разделенный стержневой ящик
- левый и правый стержневой ящик
- бандитский стержневой ящик
- стержневой ящик
- стержневой ящик со свободными частями
Потерянные ядра
[ редактировать ]Стержни используются для сложного литья под давлением в процессе литья под давлением плавких стержней . Во-первых, сердцевина изготавливается из легкоплавкого сплава или полимера с низкой температурой плавления . Затем его помещают в матрицы литьевой формы, и пластик забрасывается в форму. Затем форму извлекают из формы, оставив в ней сердечник. Наконец, сердцевину расплавляют или вымывают из формы в горячей ванне.
Связующие
[ редактировать ]специальные связующие Для придания прочности в керновые пески вводятся . Самым старым связующим веществом было растительное масло , однако сейчас синтетическое масло используется в сочетании с зерновыми или глиной . Затем сердцевину запекают в конвекционной печи при температуре от 200 до 250 ° C (от 392 до 482 ° F). Под воздействием тепла связующее вещество сшивается или полимеризуется . Хотя этот процесс прост, точность размеров низкая. [3]
Другой тип процесса связующего называется процессом горячего ящика , в котором используется термореактивный материал и катализатор в качестве связующего . Песок со связующим упаковывается в стержневой ящик, который нагревается примерно до 230 °C (446 °F) (отсюда и название). Связующее, которое соприкасается с горячей поверхностью стержневого ящика, начинает отверждаться в течение 10–30 секунд. В зависимости от типа связующего для полного отверждения может потребоваться дополнительная сушка. [4] Сердечники, изготовленные с использованием этого метода, иногда называют «оболочка-сердечник», потому что часто при контакте с горячим стержневым ящиком затвердевает только внешний слой сердечника. Когда стержневой ящик открывается и стержень извлекается, неотвержденный песок внутри стержня выбрасывается для повторного использования. Эту практику также можно наблюдать в некоторых методах изготовления стержней в холодных камерах, хотя изготовление стержней в холодных камерах встречается гораздо реже.
Аналогичным образом, в процессе холодного короба используется связующее, которое затвердевает с помощью специальных газов. Песок, покрытый связующим, упаковывается в стержневой ящик, а затем герметизируется, чтобы можно было ввести отвердительный газ. Эти газы часто токсичны (например, аминовый газ) или имеют неприятный запах (например, SO 2 ), поэтому необходимо использовать специальные системы обращения. Однако, поскольку высокие температуры не требуются, стержневой ящик может быть изготовлен из металла, дерева или пластика. Дополнительным преимуществом является то, что полое ядро может быть сформировано, если газ вводится через отверстия в поверхности ядра, которые вызывают затвердевание только поверхности ядра; оставшийся песок затем просто выбрасывается для повторного использования. [4] Например, связующим для стержней для литья в песчаные формы в холодном боксе является силикат натрия , который затвердевает под воздействием углекислого газа . [5]
используются специальные связующие В песках, схватываемых на воздухе, для изготовления стержня при комнатной температуре. Эти пески не требуют газового катализатора, поскольку в песке смешиваются органические связующие и катализатор отверждения, что инициирует процесс отверждения. Единственным недостатком этого является то, что после добавления катализатора остается непродолжительное время для использования песка. Третий способ изготовления сердечников комнатной температуры – это формование оболочки . [4]
Термин «необожженный песок» может относиться как к процессу в холодном боксе, так и к процессу отверждения на воздухе. [4] [5]
Другие соображения
[ редактировать ]Для увеличения прочности сердечников могут быть добавлены внутренние проволоки и стержни. Для повышения разборчивости в середину сердечника можно добавить солому или использовать пустотелый сердечник. Этот атрибут особенно важен для стального литья, поскольку происходит большая усадка. [4]
За исключением очень маленьких сердечников, для всех сердечников требуются вентиляционные отверстия для выпуска газов. Обычно их формируют с помощью небольших проволок для создания отверстий от поверхности формы до сердцевины. Когда это невозможно, огарок и кокс для повышения проницаемости. в керн можно добавить [4]
Веночки
[ редактировать ]
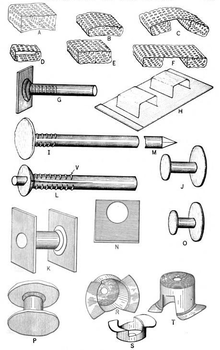
Если Фуб что это такое? ≤0, венок не используется.
Если Fub>0, используются чаплеты.
Как упоминалось ранее, стержни обычно поддерживаются двумя отпечатками стержней в форме. Однако бывают ситуации, когда в сердечнике используется только один отпечаток сердечника, поэтому для поддержки консольного конца требуются другие средства. Обычно они поставляются в виде венков . Это металлические опоры, которые перекрывают зазор между поверхностью формы и сердечником. Поскольку венчики становятся частью отливки, они должны быть из того же или аналогичного материала, что и отливаемый металл. При этом их конструкция должна быть оптимизирована, поскольку, если они слишком малы, они полностью расплавятся и позволят сердечнику двигаться, а если они слишком велики, то вся их поверхность не сможет расплавиться и сплавиться с залитым металлом. Их использование также следует свести к минимуму, поскольку они могут вызвать дефекты отливки или создать слабые места в отливке. [6] Обычно более важно обеспечить прочность верхних венков, чем нижних, поскольку сердечник будет иметь тенденцию всплывать вверх в расплавленном металле. [7]
Щеки
[ редактировать ]
При забросе входящего угла вместо стержня щеку можно использовать . Это третий сегмент в колбе , помимо управляющего и тормозного . Это позволяет сделать всю форму из зеленого песка и из съемных лекал. Недостаток этого подхода заключается в том, что требуется больше операций по изготовлению форм, но обычно это выгодно, когда объемы невелики. Однако, если требуется отливка большого количества, обычно более рентабельно просто использовать стержень. [6]
См. также
[ редактировать ]Примечания
[ редактировать ]- ^ Jump up to: а б с д Дегармо, Блэк и Кохсер 2003 , с. 311.
- ^ Jump up to: а б с д и Дегармо, Блэк и Кохсер 2003 , с. 312.
- ^ Дегармо, Блэк и Кохсер 2003 , стр. 312–313.
- ^ Jump up to: а б с д и ж Дегармо, Блэк и Кохсер 2003 , с. 313.
- ^ Jump up to: а б Силикат натрия для изготовления стержней , получено 2 августа 2009 г.
- ^ Jump up to: а б Дегармо, Блэк и Кохсер 2003 , с. 314.
- ^ Палмер, Реджинальд Хибер (1911), Литейная практика , Уайли, с. 162.
Ссылки
[ редактировать ]- Дегармо, Э. Пол; Блэк, Джей Т.; Кохсер, Рональд А. (2003), Материалы и процессы в производстве (9-е изд.), Wiley, ISBN 0-471-65653-4 .
| Базы данных органов управления : Национальные |
|---|