Управление производственными процессами
В этой статье есть несколько проблем. Пожалуйста, помогите улучшить его или обсудите эти проблемы на странице обсуждения . ( Узнайте, как и когда удалять эти шаблонные сообщения )
|
Управление промышленными процессами (IPC) или просто управление процессами — это система, используемая в современном производстве , которая использует принципы теории управления и физических систем промышленного контроля для мониторинга, контроля и оптимизации непрерывных промышленных производственных процессов с использованием алгоритмов управления. Это гарантирует промышленных машин бесперебойную и безопасную работу на заводах и эффективное использование энергии для преобразования сырья в высококачественную готовую продукцию с надежной стабильностью , одновременно сокращая потери энергии и экономические затраты , чего невозможно достичь исключительно с помощью ручного управления человеком. [1]
В IPC теория управления обеспечивает теоретическую основу для понимания динамики системы, прогнозирования результатов и разработки стратегий управления для достижения заранее определенных целей, используя такие концепции, как петли обратной связи, анализ устойчивости и проектирование контроллеров. С другой стороны, физический аппарат ИПК, основанный на технологиях автоматизации, состоит из нескольких компонентов. Во-первых, сеть датчиков непрерывно измеряет различные переменные процесса (например, температуру, давление и т. д.) и переменные качества продукции. Программируемый логический контроллер (ПЛК для небольших и менее сложных процессов) или распределенная система управления (DCS для крупномасштабных или географически рассредоточенных процессов) анализирует передаваемые на него данные датчика, сравнивает их с заранее заданными заданными значениями, используя набор инструкций или математическая модель, называемая алгоритмом управления, а затем, в случае любого отклонения от этих заданных значений (например, превышения температуры заданного значения), выполняет быстрые корректирующие регулировки с помощью исполнительных механизмов, таких как клапаны (например, охлаждающий клапан для контроля температуры), двигатели или нагреватели для управления процесс обратно в желаемый рабочий диапазон. Это создает непрерывный замкнутый цикл измерения, сравнения, управляющего воздействия и повторной оценки, который гарантирует, что процесс остается в пределах установленных параметров. HMI (человеко-машинный интерфейс) действует как «панель управления» для системы IPC, где небольшое количество людей-операторов может контролировать процесс и принимать обоснованные решения относительно корректировок. [1] IPC могут варьироваться от контроля температуры и уровня в одном технологическом сосуде (резервуар с контролируемой средой для смешивания, разделения, реакции или хранения материалов в промышленных процессах) до полного химического перерабатывающего завода с несколькими тысячами контуров обратной связи управления.
IPC предоставляет производственным компаниям несколько важных преимуществ. Поддерживая жесткий контроль над ключевыми переменными процесса, это помогает снизить потребление энергии, свести к минимуму отходы и сократить время простоев для достижения максимальной эффективности и снижения затрат. Это обеспечивает стабильное и улучшенное качество продукции с небольшими отклонениями, что удовлетворяет клиентов и укрепляет репутацию компании. Оно повышает безопасность, заблаговременно обнаруживая и предупреждая операторов о потенциальных проблемах, тем самым предотвращая несчастные случаи, сбои оборудования, сбои в технологических процессах и дорогостоящие простои. Анализ тенденций и поведения в огромных объемах данных, собранных в режиме реального времени, помогает инженерам определять области улучшения, совершенствовать стратегии управления и постоянно повышать эффективность производства, используя подход, основанный на данных. [1]
IPC используется в широком спектре отраслей, где важен точный контроль. [2] Область применения может варьироваться от контроля температуры и уровня в одном технологическом резервуаре до полного химического перерабатывающего завода с несколькими тысячами контуров управления. В автомобильном производстве IPC обеспечивает стабильное качество за счет тщательного контроля таких процессов, как сварка и покраска. Операции по добыче полезных ископаемых оптимизируются с помощью IPC, контролирующего дробление руды и регулирующего скорость конвейерной ленты для достижения максимальной производительности. Дноуглубительные работы выигрывают от точного контроля давления всасывания, глубины дноуглубительных работ и скорости сброса отложений с помощью IPC, что обеспечивает эффективные и устойчивые методы работы. Производство целлюлозы и бумаги использует IPC для регулирования химических процессов (например, pH и концентрации отбеливателя) и автоматизации операций бумагоделательных машин для контроля влажности листов бумаги и температуры сушки для обеспечения стабильного качества. На химических заводах он обеспечивает безопасное и эффективное производство химикатов, контролируя температуру, давление и скорость реакции. Нефтеперерабатывающие заводы используют его для плавного преобразования сырой нефти в бензин и другие нефтепродукты. На электростанциях это помогает поддерживать стабильные условия эксплуатации, необходимые для непрерывного снабжения электроэнергией. В производстве продуктов питания и напитков он помогает обеспечить постоянную текстуру, безопасность и качество. Фармацевтические компании полагаются на него для безопасного и эффективного производства жизненно важных лекарств. Разработка крупных систем управления промышленными процессами сыграла важную роль в разработке крупномасштабных и сложных процессов, которые иначе невозможно было бы экономично или безопасно эксплуатировать. [3]
Исторические вехи в развитии управления промышленными процессами начались в древних цивилизациях, где устройства контроля уровня воды использовались для регулирования расхода воды для орошения и водяных часов. Во время промышленной революции 18 века возросла потребность в точном контроле давления в котле паровых двигателей. В 1930-х годах пневматические и электронные контроллеры, такие как ПИД-регуляторы (пропорционально-интегрально-производные), были прорывными инновациями, заложившими основу современной теории управления. В конце 20-го века наблюдался рост программируемых логических контроллеров (ПЛК) и распределенных систем управления (РСУ), а появление микропроцессоров еще больше произвело революцию в области IPC, позволив использовать более сложные алгоритмы управления.
История
[ редактировать ]Первые прорывы в области управления технологическими процессами чаще всего были связаны с устройствами контроля воды. Ктесибию Александрийскому приписывают изобретение поплавковых клапанов для регулирования уровня воды в водяных часах в III веке до нашей эры. В I веке нашей эры Цапля Александрийская изобрел водяной клапан, похожий на наполнительный клапан, используемый в современных туалетах. [4]
Более поздние изобретения в области управления технологическими процессами включали основные принципы физики. В 1620 году Корнелис Дреббель изобрел биметаллический термостат для регулирования температуры в печи. В 1681 году Дени Папен обнаружил, что давление внутри сосуда можно регулировать, помещая гири на крышку сосуда. [4] В 1745 году Эдмунд Ли создал вентилятор для повышения эффективности ветряной мельницы; веерная мельница представляла собой ветряную мельницу меньшего размера, расположенную под углом 90 ° к большим вентиляторам, чтобы лицевая сторона ветряной мельницы была направлена прямо на встречный ветер.
С началом промышленной революции в 1760-х годах изобретения в области управления технологическими процессами были направлены на замену людей-операторов механизированными процессами. В 1784 году Оливер Эванс создал водяную мельницу, работавшую с использованием ведер и шнековых конвейеров. Генри Форд применил ту же теорию в 1910 году, когда был создан сборочный конвейер, чтобы уменьшить вмешательство человека в процесс производства автомобилей. [4]
Для бесступенчатого управления процессом только в 1922 году с использованием теоретического анализа впервые разработал формальный закон управления для того, что мы сейчас называем ПИД-регулированием или трехчленным управлением русский американский инженер Николас Минорски . [5] Минорский исследовал и проектировал автоматическое управление кораблем для ВМС США и основывал свой анализ на наблюдениях рулевого . Он отметил, что рулевой управлял кораблем, основываясь не только на текущей ошибке курса, но и на прошлой ошибке, а также на текущей скорости изменения курса; [6] Затем Минорский дал этому математическую обработку. [7] Его целью была стабильность, а не общий контроль, что значительно упростило проблему. Хотя пропорциональное управление обеспечивало устойчивость к небольшим возмущениям, его было недостаточно для борьбы с устойчивыми возмущениями, особенно с сильным штормом (из-за установившейся ошибки ), что требовало добавления интегрального члена. Наконец, производный член был добавлен для улучшения стабильности и контроля.
Разработка современных операций управления технологическими процессами
[ редактировать ]
Управление процессами на крупных промышленных предприятиях развивалось на многих этапах. Первоначально управление будет осуществляться с панелей, расположенных на технологическом заводе. Однако для обслуживания этих рассредоточенных групп требовались большие человеческие ресурсы, и не было общего представления о процессе. Следующим логическим развитием стала передача всех измерений станции в постоянно укомплектованный центральный диспетчерский пункт. Фактически это была централизация всех локализованных групп с преимуществами более низкого уровня укомплектования персоналом и облегчения обзора процесса. Часто контроллеры находились за панелями диспетчерской, и все выходные данные автоматического и ручного управления передавались обратно на завод. Однако, хотя эта схема и обеспечивала централизованное управление, она была негибкой, поскольку каждый контур управления имел собственное аппаратное обеспечение контроллера, и для наблюдения за различными частями процесса требовалось постоянное перемещение оператора внутри диспетчерской.
С появлением электронных процессоров и графических дисплеев стало возможным заменить эти дискретные контроллеры компьютерными алгоритмами, размещенными в сети стоек ввода-вывода с собственными управляющими процессорами. [8] Они могут быть распределены по всему заводу и обмениваться данными с графическим дисплеем в диспетчерской или комнатах. Появилась распределенная система управления (РСУ).
Внедрение РСУ позволило легко соединять и реконфигурировать средства управления предприятием, такие как каскадные контуры и блокировки, а также легко взаимодействовать с другими производственными компьютерными системами. Это позволило усовершенствовать обработку сигналов тревоги, внедрить автоматическую регистрацию событий, устранило необходимость в физических записях, таких как самописцы, позволило объединить стойки управления в сеть и, таким образом, разместить их локально на заводе, чтобы сократить прокладку кабелей, а также обеспечило высокоуровневый обзор состояния предприятия и производства. уровни.
Иерархия
[ редактировать ]
Прилагаемая диаграмма представляет собой общую модель, показывающую функциональные уровни производства в большом процессе с использованием процессора и компьютерного управления.
Обращаясь к схеме: Уровень 0 содержит полевые устройства, такие как датчики расхода и температуры (показания технологических значений — PV), а также исполнительные элементы управления (FCE), такие как регулирующие клапаны ; Уровень 1 содержит промышленные модули ввода-вывода (I/O) и связанные с ними распределенные электронные процессоры; Уровень 2 содержит контролирующие компьютеры, которые сопоставляют информацию с процессорных узлов системы и предоставляют экраны управления оператору; Уровень 3 — это уровень управления производством, который не контролирует процесс напрямую, но занимается контролем производства и контролем целевых показателей; Уровень 4 – это уровень планирования производства.
Модель управления
[ редактировать ]Чтобы определить фундаментальную модель любого процесса, входные и выходные данные системы определяются иначе, чем для других химических процессов. [9] Уравнения баланса определяются управляющими входами и выходами, а не материальными затратами. Модель управления представляет собой набор уравнений, используемых для прогнозирования поведения системы и может помочь определить, какой будет реакция на изменения. Переменная состояния (x) — это измеримая переменная, которая является хорошим индикатором состояния системы, например температуры (энергетический баланс), объема (массовый баланс) или концентрации (баланс компонентов). Входная переменная (u) — это заданная переменная, которая обычно включает скорости потока.
Входящий и исходящий потоки считаются управляющими входами. Управляющий вход можно классифицировать как регулируемую, возмущающую или неконтролируемую переменную. Параметры (p) обычно являются физическим ограничением и чем-то фиксированным для системы, например, объем сосуда или вязкость материала. Выход (y) — это метрика, используемая для определения поведения системы. Управляющий выход можно классифицировать как измеряемый, неизмеренный или неконтролируемый.
Типы
[ редактировать ]Процессы можно охарактеризовать как периодические, непрерывные или гибридные. [10] Пакетные приложения требуют, чтобы определенные количества сырья были объединены определенным образом в течение определенного времени для получения промежуточного или конечного результата. Одним из примеров является производство клеев и клеев, которое обычно требует смешивания сырья в нагретом сосуде в течение определенного периода времени для образования определенного количества конечного продукта. Другими важными примерами являются производство продуктов питания, напитков и лекарств. Периодические процессы обычно используются для производства относительно низкого или среднего количества продукта в год (от нескольких фунтов до миллионов фунтов).
Непрерывная физическая система представляется через переменные, гладкие и непрерывные во времени. Например, контроль температуры воды в рубашке обогрева является примером непрерывного управления процессом. Некоторыми важными непрерывными процессами являются производство топлива, химикатов и пластмасс. Непрерывные процессы в производстве используются для производства очень больших количеств продукции в год (от миллионов до миллиардов фунтов). В таких средствах управления используется обратная связь , например, в ПИД-регуляторе. ПИД-регулятор включает в себя функции пропорционального, интегрирующего и производного регулятора.
Приложения, имеющие элементы периодического и непрерывного управления процессами, часто называют гибридными приложениями.
Контуры управления
[ редактировать ]
Фундаментальным строительным блоком любой промышленной системы управления является контур управления , который управляет только одной переменной процесса. На прилагаемой диаграмме показан пример, где скорость потока в трубе контролируется ПИД-регулятором , которому фактически помогает каскадный контур в виде сервоконтроллера клапана, обеспечивающий правильное положение клапана.
Некоторые большие системы могут иметь несколько сотен или тысяч контуров управления. В сложных процессах циклы интерактивны, поэтому работа одного цикла может влиять на работу другого. Системная диаграмма для представления контуров управления представляет собой диаграмму трубопроводов и приборов .
Обычно используемые системы управления включают программируемый логический контроллер (ПЛК), распределенную систему управления (РСУ) или SCADA .
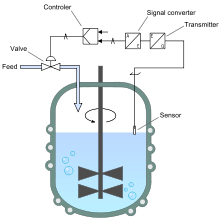
Показан еще один пример. Если бы для поддержания уровня в резервуаре использовался регулирующий клапан, контроллер уровня сравнивал бы эквивалентные показания датчика уровня с заданным значением уровня и определял, необходимо ли большее или меньшее открытие клапана для поддержания постоянного уровня. Затем каскадный контроллер расхода может рассчитать изменение положения клапана.
Экономические преимущества
[ редактировать ]Экономический характер многих продуктов, производимых партиями и непрерывными процессами, требует высокоэффективной работы из-за низкой рентабельности. Конкурирующим фактором в управлении процессом является то, что продукция должна соответствовать определенным спецификациям, чтобы быть удовлетворительной. Эти спецификации могут иметь две формы: минимум и максимум свойства материала или продукта или диапазон, в пределах которого должно находиться это свойство. [11] Все контуры чувствительны к помехам, поэтому в заданных точках процесса необходимо использовать буфер, чтобы гарантировать, что возмущения не приводят к выходу материала или продукта за пределы технических характеристик. Этот буфер требует экономических затрат (т.е. дополнительная обработка, поддержание повышенных или пониженных условий процесса и т. д.).
Эффективность процесса можно повысить за счет снижения прибыли, необходимой для обеспечения соответствия спецификациям продукта. [11] Этого можно добиться путем улучшения управления процессом, чтобы свести к минимуму влияние возмущений на процесс. Эффективность повышается за счет двухэтапного метода сужения дисперсии и смещения цели. [11] Прибыль можно сузить за счет различных модернизаций процессов (т.е. модернизации оборудования, усовершенствованных методов контроля и т. д.). После того как маржа сужена, можно провести экономический анализ процесса, чтобы определить, как следует сместить заданный целевой показатель. Менее консервативные заданные значения процесса приводят к повышению экономической эффективности. [11] Эффективные стратегии управления процессами повышают конкурентное преимущество производителей, которые их используют.
См. также
[ редактировать ]- Привод
- Автоматизация
- Автоматическое управление
- Проверьте весы
- Контроллер с обратной связью
- Техника управления
- Контур управления
- Панель управления
- Система управления
- Теория управления
- Управляемость
- Контроллер (теория управления)
- Круиз-контроль
- Токовый контур
- Цифровое управление
- Распределенная система управления
- Обратная связь
- Прямая связь
- Полевая шина
- Клапан регулирования расхода
- Нечеткая система управления
- Планирование усиления
- Интеллектуальное управление
- Преобразование Лапласа
- Линейное управление с изменением параметров
- Измерительные приборы
- Модель прогнозирующего управления
- Отрицательный отзыв
- Нелинейное управление
- Контроллер с разомкнутым контуром
- Операционный историк
- Пропорциональное управление
- ПИД-регулятор
- Схема трубопроводов и приборов
- Положительный отзыв
- Возможности процесса
- Программируемый логический контроллер
- Регулятор (автоматическое управление)
- СКАДА
- Сервомеханизм
- Уставка
- График потока сигналов
- ПЛК Simatic S5
- Управление скользящим режимом
- Контроль температуры
- Преобразователь
- Клапан
- Губернатор Ватта
- Мониторинг управления технологическими процессами
Ссылки
[ редактировать ]- ^ Перейти обратно: а б с Санджой Кумар Пол; Сандип Каутиш (24 мая 2024 г.), Методы вычислительного интеллекта для устойчивого управления цепочками поставок , Elsevier, стр. 146–147.
- ^ «Руководство по статистическому управлению процессами» . Красные метры . 14 мая 2019 г. Проверено 29 марта 2021 г.
- ^ Билл Болтон (1998), Инженерия управления (2-е изд.), Longman Publishing Group
- ^ Перейти обратно: а б с Янг, Уильям Ю; Сврчек, Дональд П.; Махони, Брент Р. (2014). «1: Краткая история управления и моделирования». Подход к управлению процессами в режиме реального времени (3-е изд.). Чичестер, Западный Суссекс, Соединенное Королевство: John Wiley & Sons Inc., стр. 1–2. ISBN 978-1119993872 .
- ^ Минорский, Николя (1922). «Путеводительная устойчивость автоматически управляемых тел». Журнал Американского общества военно-морских инженеров . 34 (2): 280–309. дои : 10.1111/j.1559-3584.1922.tb04958.x .
- ^ Беннетт, Стюарт (1993). История техники управления 1930-1955 гг . Лондон: Peter Peregrinus Ltd. От имени Института инженеров-электриков. п. 67. ИСБН 978-0-86341-280-6 .
- ^ Беннетт, Стюарт (1996). «Краткая история автоматического управления» (PDF) . Журнал IEEE Control Systems . 16 (3): 17–25. дои : 10.1109/37.506394 . Архивировано из оригинала (PDF) 9 августа 2016 г. Проверено 25 марта 2018 г.
- ^ «Reliance Electric Automax PLC 57C435A | Промышленная автоматизация» . 57c435a.com . Проверено 14 декабря 2023 г.
- ^ Бекетт, Б. Уэйн (2003). Управление процессами: моделирование, проектирование и симуляция (серия Prentice-Hall International по физической и химической инженерии. Под ред.). Река Аппер-Сэддл, Нью-Джерси: PTR Prentice Hall. стр. 57–58. ISBN 978-0133536409 .
- ^ «Разница между непрерывным и пакетным процессом | Непрерывный и пакетный процесс | MindsMapped» .
- ^ Перейти обратно: а б с д Смит, CL (март 2017 г.). «Управление технологическими процессами в перерабатывающих отраслях промышленности. Часть 2: Характеристики устойчивого состояния». Прогресс химического машиностроения : 67–73.
Дальнейшее чтение
[ редактировать ]- Уокер, Марк Джон (8 сентября 2012 г.). Программируемый логический контроллер: его предыстория, появление и применение (PDF) (кандидатская диссертация). Кафедра связи и систем Факультет математики, вычислительной техники и технологий: Открытый университет . Архивировано (PDF) из оригинала 20 июня 2018 г. Проверено 20 июня 2018 г.