Точечная сварка

Точечная сварка (или контактная точечная сварка) [ 1 ] ) — это тип контактной контактной сварки, используемый для сварки различных изделий из листового металла, посредством процесса, при котором контактирующие точки поверхности металла соединяются за счет тепла, полученного в результате сопротивления электрическому току .
В этом процессе используются два профильных из медного сплава электрода , которые концентрируют сварочный ток в небольшом «пятне» и одновременно скрепляют листы вместе. Заготовки скрепляются под давлением электродов. Обычно листы имеют толщину от 0,5 до 3 мм (от 0,020 до 0,118 дюйма). Пропускание сильного тока через точку приведет к расплавлению металла и образованию сварного шва. Привлекательной особенностью точечной сварки является то, что к точке можно подать большое количество энергии за очень короткое время (примерно 10–100 миллисекунд). [ 2 ] Это позволяет осуществлять сварку без чрезмерного нагрева остальной части листа.
Количество тепла (энергии), доставляемого в пятно, определяется сопротивлением между электродами, а также величиной и длительностью тока. [ 3 ] Количество энергии выбирается в соответствии со свойствами материала листа, его толщиной и типом электродов. Применение слишком малой энергии не расплавит металл и не приведет к плохому сварному шву. Применение слишком большого количества энергии приведет к расплавлению слишком большого количества металла, выбросу расплавленного материала и образованию отверстия, а не сварного шва. [ 4 ] Еще одна особенность точечной сварки заключается в том, что энергию, подаваемую в точку, можно контролировать для получения надежных сварных швов.
Процесс и оборудование
[ редактировать ]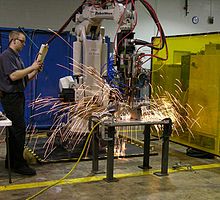
Точечная сварка включает три этапа; первый из которых предполагает поднесение электродов к поверхности металла и приложение небольшого давления. Затем на короткое время подается ток от электродов, после чего ток снимается, но электроды остаются на месте, чтобы материал остыл. Время сварки колеблется от 0,01 до 0,63 секунды в зависимости от толщины металла, силы электрода и диаметра самих электродов. [ нужна ссылка ]
Оборудование, используемое в процессе точечной сварки, состоит из держателей инструментов и электродов. Держатели инструментов функционируют как механизм, надежно удерживающий электроды на месте, а также поддерживающие дополнительные водяные шланги, которые охлаждают электроды во время сварки. Методы крепления инструмента включают лопастной, легкий, универсальный и обычный смещенный. Электроды обычно изготавливаются из сплава с низким сопротивлением, обычно из меди, и имеют различные формы и размеры в зависимости от необходимого применения.
Два свариваемых вместе материала называются заготовками и должны проводить электричество. Ширина заготовок ограничена длиной горловины сварочного аппарата и обычно составляет от 5 до 50 дюймов (от 13 до 130 см). Толщина заготовки может варьироваться от 0,008 до 1,25 дюйма (от 0,20 до 32 мм). [ 5 ]
После снятия тока с заготовки она охлаждается через отверстия для охлаждающей жидкости в центре электродов. В качестве охлаждающих жидкостей в механизмах точечной сварки можно использовать как воду, так и соляной раствор.
При контактной точечной сварке имеются две основные части инструментальной системы, особенности которых принципиально влияют на весь процесс: пистолет и его тип, а также размер и форма электрода. В таких случаях, когда конструкция горелки должна быть максимально жесткой из-за высоких прилагаемых усилий (например, сварка толстых материалов), широко используется горелка С-типа. Помимо высокой жесткости, такое расположение обеспечивает высокую гибкость инструмента, поскольку движение электродов коллинеарно. В отличие от типа C, так называемое расположение типа X обеспечивает меньшую жесткость, хотя доступное рабочее пространство намного больше, чем у типа C, поэтому такая компоновка очень распространена там, где обрабатываются тонкие и плоские объекты (например, при производстве). панели пола или панели крыши). Однако он обеспечивает меньшую гибкость с точки зрения инструментов, поскольку траектории движущихся электродов не коллинеарны (как кончики ножниц), поэтому следует использовать наконечник электрода куполообразной формы.
Электроды, используемые при точечной сварке, могут сильно различаться в зависимости от применения. Каждый стиль инструмента имеет свое предназначение. Электроды радиусного типа используются для работы при высоких температурах, электроды с усеченным наконечником для высокого давления, электроды с эксцентриковым наконечником для сварки углов, электроды со смещенным эксцентриковым наконечником для проникновения в углы и небольшие пространства и, наконец, со смещенным усеченным наконечником для проникновения в саму заготовку.
Характеристики
[ редактировать ]Возможно, этот раздел содержит оригинальные исследования . ( январь 2020 г. ) |
Процесс точечной сварки имеет тенденцию затвердевать материал, вызывая его деформацию. Это снижает усталостную прочность материала и может привести к его растяжению и отжигу . Физические последствия точечной сварки включают внутренние трещины, поверхностные трещины и плохой внешний вид. Трещина вокруг сварочного узла будет расширяться под действием внешней нагрузки или усталости, что приведет к разрушению другого типа. [ 6 ] [ 7 ] Затрагиваемые химические свойства включают внутреннее сопротивление металла и его коррозионные свойства.
Время сварки часто очень короткое, что может вызвать проблемы с электродами — они не могут двигаться достаточно быстро, чтобы удерживать материал. Чтобы обойти эту проблему, контроллеры сварки будут использовать двойной импульс. Во время первого импульса контакт электрода может не обеспечить хороший сварной шов. Первый импульс размягчит металл. Во время паузы между двумя импульсами электроды сближаются и обеспечивают лучший контакт.
Во время точечной сварки сильный электрический ток индуцирует сильное магнитное поле, а электрический ток и магнитное поле взаимодействуют друг с другом, создавая также сильное магнитное силовое поле, которое заставляет расплавленный металл двигаться очень быстро со скоростью до 0,5 м. /с. Таким образом, распределение тепловой энергии при точечной сварке может резко измениться из-за быстрого движения расплавленного металла. [ 8 ] [ 9 ] [ 10 ] Быстрое движение при точечной сварке можно наблюдать с помощью высокоскоростной фотографии. [ 11 ]
Базовый аппарат для точечной сварки состоит из источника питания, накопителя энергии (например, конденсаторной батареи), переключателя, сварочного трансформатора и сварочных электродов. Элемент накопления энергии позволяет сварщику обеспечивать высокие мгновенные уровни мощности. Если требования к мощности невелики, то элемент накопления энергии не нужен. Переключатель заставляет накопленную энергию сбрасываться в сварочный трансформатор. Сварочный трансформатор понижает напряжение и повышает ток. Важной особенностью трансформатора является то, что он снижает уровень тока, который должен выдерживать переключатель. Сварочные электроды являются частью вторичной цепи трансформатора. Также имеется блок управления, который управляет переключателем и может контролировать напряжение или ток сварочного электрода.
Сопротивление, предъявляемое сварщику, сложное. [ 12 ] Это сопротивление вторичной обмотки, кабелей и сварочных электродов. Также существует контактное сопротивление между сварочными электродами и заготовкой. Существует сопротивление заготовок и контактное сопротивление между заготовками.
В начале сварки контактное сопротивление обычно велико, поэтому большая часть первоначальной энергии будет рассеиваться там. Это тепло и сила зажима смягчат и разгладят материал на границе раздела электрод-материал и улучшат контакт (то есть снизят контактное сопротивление). Следовательно, больше электрической энергии пойдет на заготовку и на сопротивление соединения двух заготовок. Поскольку электрическая энергия подается к сварному шву и вызывает повышение температуры, электроды и заготовка отводят это тепло. Цель состоит в том, чтобы приложить достаточно энергии, чтобы часть материала внутри пятна расплавилась, но при этом не расплавилось все пятно. Периметр пятна будет отводить много тепла и поддерживать более низкую температуру по периметру. Внутренняя часть пятна отводит меньше тепла, поэтому оно плавится первым. Если сварочный ток подается слишком долго, все пятно расплавится, материал закончится или иным образом выйдет из строя, и «сварной шов» превратится в дыру.
Напряжение, необходимое для сварки, зависит от сопротивления свариваемого материала, толщины листа и желаемого размера самородка. При сварке обычной комбинации листовой стали толщиной 1,0 + 1,0 мм напряжение между электродами составляет всего около 1,5 В в начале сварки, но может упасть до 1 В в конце сварки. Это снижение напряжения является результатом уменьшения сопротивления, вызванного плавлением заготовки. Напряжение холостого хода трансформатора выше этого значения, обычно в диапазоне от 5 до 22 В. [ 13 ]
Сопротивление . места сварки меняется по мере его течения и разжижения Современное сварочное оборудование может контролировать и регулировать сварной шов в режиме реального времени, чтобы обеспечить его однородность. Оборудование может контролировать различные переменные во время сварки, такие как ток, напряжение, мощность или энергия.
Размеры сварочных аппаратов варьируются от 5 до 500 кВА. [ 14 ] Аппараты микроточечной сварки, используемые в различных отраслях промышленности, могут снизить мощность до 1,5 кВА или меньше для целей точной сварки.
Во время процесса из области сварного шва часто выбрасываются брызги капель расплавленного металла (искры).
Точечная контактная сварка не генерирует яркую дугу, поэтому защита от ультрафиолета не требуется. OSHA требует прозрачных лицевых щитков или очков для защиты от брызг, но не требует использования линз с фильтром. [ 15 ]
Приложения
[ редактировать ]
Точечная сварка обычно применяется при сварке отдельных видов листового металла , сварной сетки или проволочной сетки . Более толстую заготовку сложнее точечно сваривать, поскольку тепло легче передается в окружающий металл. Точечную сварку можно легко обнаружить на многих изделиях из листового металла, например, на металлических ведрах. Алюминиевые сплавы можно подвергать точечной сварке, но их гораздо более высокая теплопроводность и электропроводность требуют более высоких сварочных токов. Для этого требуются более крупные, мощные и дорогие сварочные трансформаторы .
Пожалуй, наиболее распространенное применение точечной сварки — в автомобильной промышленности , где она почти повсеместно используется для сварки листового металла при изготовлении автомобиля. Машины для точечной сварки также могут быть полностью автоматизированы , и многие промышленные роботы, встречающиеся на сборочных линиях, являются точечными сварщиками (еще одним основным применением роботов является покраска).
Точечная сварка также используется в клинике ортодонта, где небольшое оборудование для точечной сварки используется при изменении размеров металлических «молярных полос», используемых в ортодонтии .
Другое применение — точечная сварка лент к элементам никель-кадмиевых , никель-металлогидридных или литий-ионных аккумуляторов для изготовления аккумуляторов. Элементы соединяются точечной сваркой тонких никелевых полосок с клеммами аккумулятора. Точечная сварка может предотвратить перегрев аккумулятора, как это могло бы произойти, если бы обычная пайка использовалась .
Хорошая практика проектирования всегда должна обеспечивать адекватную доступность. Для обеспечения качества сварных швов на соединительных поверхностях не должно быть таких загрязнений, как окалина, масло и грязь. Толщина металла обычно не является фактором, определяющим качество сварных швов.
Модификации
[ редактировать ]Выступающая сварка — это разновидность точечной сварки, при которой сварной шов локализуют с помощью выступов или выступов на одной или обеих соединяемых заготовках. Тепло концентрируется на выступах, что позволяет сваривать более тяжелые секции или уменьшать расстояние между сварными швами. Выступы также могут служить средством позиционирования заготовок. Выступающая сварка часто используется для приваривания шпилек , гаек и других деталей машин с резьбой к металлической пластине. Его также часто используют для соединения перекрещенных проводов и стержней. Это еще один высокопроизводительный процесс, при котором можно выполнить несколько выступающих сварных швов путем соответствующего проектирования и сборки. [ 16 ]
См. также
[ редактировать ]Ссылки
[ редактировать ]- ^ Ларри Ф. Джеффус (2002). Сварка: принципы и применение . Cengage Обучение. п. 694. ИСБН 9781401810467 . Проверено 18 апреля 2014 г.
- ^ robot-welding.com. Архивировано 17 января 2010 г., в Wayback Machine.
- ^ Эффект Джоуля, см. законы Джоуля.
- ^ Патент США 4456810, Выборочный контроль сварки по адаптивному графику, июнь 1984 г. «Процесс сварки останавливается... до того, как расплав превысит диаметр электрода. В противном случае из места сварки выйдет впечатляющий, но совершенно нежелательный ливень искр и горячего металла. ."
- ^ Роберт Х. Тодд; Делл К. Аллен; Лео Альтинг (1994). Справочное руководство по производственным процессам . Промышленная пресса. ISBN 0831130490 .
- ^ Аль-Мухтар, AM (2015). Принципы и соображения по обеспечению надежности точечной сварки. Процедура и параметры сварки. Качество сварных швов (1-е изд.). Саарбрюккен. ISBN 978-3-8381-5129-8 . OCLC 934173073 .
{{cite book}}: CS1 maint: отсутствует местоположение издателя ( ссылка ) - ^ Аль-Мухтар, AM (2016). «Обзор листов контактной точечной сварки: процессы и виды отказов» . Форум продвинутой инженерии . 17 :31–57. doi : 10.4028/www.scientific.net/AEF.17.31 . ISSN 2234-991X . S2CID 137975371 .
- ^ YB Li, ZQ Lin, SJ Hu и GL Chen, «Численный анализ поведения динамики магнитной жидкости во время контактной точечной сварки», J. Appl. Физ. , 2007, 101(5), 053506
- ^ YB Li, ZQ Lin, Q Shen и XM Lai, Численный анализ явлений переноса в процессе контактной точечной сварки , Труды ASME, Журнал производственной науки и техники , 2011, 133 (3), 031019-1-8
- ^ YB Li, ZY Wei, YT Li, Q Shen, ZQ Lin, Влияние угла конуса усеченного электрода на тепло- и массообмен при контактной точечной сварке , Международный журнал тепло- и массообмена , 2013, 65 (10), 400- 408
- ^ А. Каннингем, М. Л. Бегеман, «Фундаментальное исследование проектной сварки с использованием высокоскоростного фотокомпьютера», Welding Journal , 1965, Vol. 44, 381-384 с.
- ^ Джефф Шеннон, «Достижения в технологии контактной сварки обеспечивают улучшение качества и надежности сварки для производителей аккумуляторов», Battery Power Products & Technology , июль/август 2007 г., том 11, выпуск 4, [1] .
- ^ С.Р. Деб; С. Деб (2010). Робототехника и гибкая автоматизация . Тата МакГроу-Хилл Образование. п. 491. ИСБН 9780070077911 . Проверено 18 апреля 2014 г.
- ^ Джордж Ф. Шредер; Ахмад К. Эльшеннави (2000). Производственные процессы и материалы . МСП. п. 311. ИСБН 9780872635173 . Проверено 18 апреля 2014 г.
- ^ OSHA (26 марта 2012 г.). «Сварка, резка и пайка 1910.252(b)(2)(i)(C)» . Стандарты безопасности и гигиены труда . Министерство труда США . Проверено 8 октября 2018 г.
- ^ Куглер, А.Н. (1977). Основы сварки . Международные заочные школы. LCCN 77360317 .