Цементация
Цементация или науглероживание — это процесс введения углерода на поверхность предмета из низкоуглеродистого железа или, что гораздо чаще, из низкоуглеродистой стали, чтобы обеспечить упрочнение поверхности.
Железо с содержанием углерода более ~0,02% называется сталью. Сталь с содержанием углерода более ~0,25% может быть подвергнута прямой закалке путем нагревания до температуры около 600°C и последующего быстрого охлаждения, часто путем погружения в воду, что называется закалкой . Закалка желательна для металлических компонентов, поскольку она обеспечивает повышенную прочность и износостойкость, но компромисс заключается в том, что закаленная сталь обычно более хрупкая и менее податливая, чем в более мягком состоянии.
Чтобы создать твердую оболочку на сталях с содержанием углерода менее ~0,2%, углерод можно ввести в поверхность путем нагрева стали в присутствии некоторых богатых углеродом веществ, таких как порошкообразный уголь или углеводородный газ. Это приводит к диффузии углерода на поверхность стали. Глубина этого высокоуглеродистого слоя зависит от времени воздействия, но типичная глубина корпуса составляет 0,5 мм. Как только это будет сделано, сталь необходимо нагреть и закалить, чтобы укрепить эту «кожу» с более высоким содержанием углерода. Под этой оболочкой стальной сердечник останется мягким из-за низкого содержания углерода.
История
[ редактировать ]Ранняя железа выплавка использовала блюмеры , которые превращали железную руду в металлическое железо путем нагревания ее в печи, в которой сжигались древесина и древесный уголь. Поскольку температуры, которых можно было достичь этим методом, обычно были ниже температуры плавления железа, его не плавили по-настоящему, а вместо этого превращали в губчатую металлическую матрицу железа/шлака. Затем эту матрицу потребовалось повторно нагреть и пробить молотком, чтобы извлечь как можно больше шлака и получить низкоуглеродистый ковкий ковкий чугун, который затем можно было бы перековать в инструменты и т. д. Из-за низкого содержания углерода кованое железо является довольно мягкий, поэтому что-то вроде лезвия ножа нельзя было держать очень острым; он быстро затупится и легко сгнется.
По мере совершенствования технологий плавки можно было достичь более высоких температур в печи, достаточных для полного плавления железа. Однако при этом железо поглощало углерод из древесного угля или кокса, используемых для его нагрева. В результате получился расплавленный чугун с содержанием углерода около 3%, который был назван чугуном . Этому жидкому железу можно было отливать сложные формы, но из-за высокого содержания углерода оно было очень хрупким, совсем не податливым и совершенно непригодным для изготовления чего-то вроде лезвия ножа. Потребовалась дальнейшая обработка для удаления излишков углерода из чугуна и создания ковкого кованого железа (последними разработками в этой области стали конвертер Бессемера и процесс Сименса ).
После удаления почти всего углерода из чугуна в результате получился металл, который был очень ковким и пластичным , но не очень твердым и не поддавался упрочнению путем нагрева и закалки. Это привело к введению цементации. Полученный в результате цементированный продукт сочетает в себе большую часть пластичности и прочности сердечника из низкоуглеродистой стали с твердостью и упругостью внешней оболочки из высокоуглеродистой стали.
Традиционный метод нанесения углерода на поверхность утюга заключался в упаковке утюга в смесь богатого углеродом материала, такого как молотая кость и древесный уголь или комбинация кожи , копыт , соли и мочи , и все это внутри хорошо запечатанной коробки. («дело»). Затем этот пакет для цементации нагревают до высокой температуры (но все еще ниже температуры плавления железа) и оставляют при этой температуре на некоторое время. Чем дольше пакет выдерживается при высокой температуре, тем глубже углерод диффундирует в поверхность. Для разных целей желательна разная глубина закалки: острые инструменты нуждаются в глубокой закалке, чтобы обеспечить возможность шлифования и повторной заточки без обнажения мягкой сердцевины, тогда как детали машин, такие как шестерни, могут нуждаться только в поверхностной закалке для повышения износостойкости.
Полученная закаленная деталь может иметь отчетливое изменение цвета поверхности, если углеродный материал представляет собой смесь органических веществ, как описано выше. Сталь значительно темнеет и приобретает пестрый узор черного, синего и фиолетового цвета, вызванный различными соединениями, образовавшимися из примесей кости и древесного угля. Эта оксидная поверхность действует аналогично воронению , обеспечивая определенную степень коррозионной стойкости, а также привлекательный внешний вид. Окраска корпуса относится к этому рисунку и обычно используется в качестве декоративной отделки огнестрельного оружия .
Цементированная сталь сочетает в себе чрезвычайную твердость и чрезвычайную вязкость, с которой нелегко сравниться с однородными сплавами, поскольку твердые однородные стали имеют тенденцию быть хрупкими, особенно те стали, твердость которых зависит только от содержания углерода. Легированные стали, содержащие никель, хром или молибден, могут иметь очень высокие значения твердости, прочности или удлинения, но стоят дороже, чем цементированные изделия с низкоуглеродистым сердечником.
Химия
[ редактировать ]Сам углерод тверд при температуре закалки и поэтому неподвижен. Транспортировка на поверхность стали осуществлялась в виде газообразного угарного газа , образующегося в результате распада науглероживающего соединения и кислорода, находящегося в герметичном боксе. Это происходит с чистым углеродом, но слишком медленно, чтобы это было осуществимо. Хотя для этого процесса требуется кислород, он рециркулируется в цикле CO, поэтому его можно проводить внутри герметичного ящика («корпуса»). Герметизация необходима для предотвращения утечки CO или его окисления до CO 2 избытком наружного воздуха.
Добавление легко разлагаемого карбонатного «активатора», такого как карбонат бария, распадается до BaO + CO 2 , и это стимулирует реакцию:
- С (от донора) + СО 2 <—> 2 СО
увеличение общего содержания CO и активности науглероживающего соединения. [1]
Общеизвестно , что закалка проводилась с использованием кости, но это заблуждение. Хотя использовалась кость, основным донором углерода были копыта и рога. Кость содержит некоторое количество карбонатов, но в основном состоит из фосфата кальция (в виде гидроксилапатита ). Это не имеет положительного эффекта в виде стимулирования образования CO, а также может привести к внесению фосфора в качестве примеси в стальной сплав.
Современное использование
[ редактировать ]как углеродистые, так и легированные стали Для цементации подходят ; обычно используются мягкие стали с низким содержанием углерода , обычно менее 0,3% ( см. в разделе Простая углеродистая сталь дополнительную информацию ). Эти мягкие стали обычно не поддаются закалке из-за низкого количества углерода, поэтому поверхность стали химически изменяется для повышения прокаливаемости. Цементируемая сталь образуется путем диффузии углерода ( карбюризация ), азота ( азотирование ) или бора ( борирование ) во внешний слой стали при высокой температуре, а затем термической обработки поверхностного слоя до желаемой твердости.
Термин «цементация» происходит от практических особенностей самого процесса цементации, который по сути такой же, как и древний процесс. Стальная заготовка помещается в корпус, плотно заполненный цементирующим компаундом на основе углерода. Это все вместе известно как пакет для цементации. Пакет помещают в горячую печь на разный период времени. Время и температура определяют, насколько глубоко в поверхность распространяется затвердевание. Однако глубина закалки в конечном итоге ограничена неспособностью углерода глубоко диффундировать в твердую сталь, и типичная глубина поверхностной закалки при этом методе составляет до 1,5 мм. В современной цементации также используются и другие методы, такие как нагрев в богатой углеродом атмосфере. Небольшие изделия можно цементировать путем многократного нагрева горелкой и закалки в среде, богатой углеродом, например, коммерческие продукты Kasenit / Casenite или «Cherry Red». Старые составы этих соединений содержат потенциально токсичные цианидные соединения, в то время как более поздние типы, такие как Cherry Red, их не содержат. [2] [3]
Процессы
[ редактировать ]Пламенная или индукционная закалка
[ редактировать ]
Пламенная или индукционная закалка — это процессы, при которых поверхность стали очень быстро нагревается до высоких температур (путем прямого воздействия кислородно-газового пламени или индукционным нагревом ), а затем быстро охлаждается, обычно с использованием воды; «футляр» мартенсита это создает на поверхности . Для этого вида закалки необходимо содержание углерода 0,3–0,6 мас.% С. В отличие от других методов, пламенная или индукционная закалка не изменяет химический состав материала. Поскольку это всего лишь локальный процесс термообработки, они обычно применимы только для высокоуглеродистых сталей, которые в достаточной степени реагируют на закалку.
Типичным применением являются дужки замков, внешний слой которых закален, чтобы обеспечить устойчивость к напильникам, и механические зубчатые передачи, где твердые поверхности зацепления необходимы для поддержания длительного срока службы, а прочность необходима для сохранения долговечности и устойчивости к катастрофическим отказам. .Пламенная закалка предполагает прямое воздействие кислородно-газового пламени на определенную площадь поверхности. Результат процесса закалки контролируется четырьмя факторами:
- Конструкция головки пламени
- Продолжительность нагрева
- Целевая температура, которую необходимо достичь
- Состав обрабатываемого металла
Цементация
[ редактировать ]Науглероживание — это процесс, используемый для цементации стали с содержанием углерода от 0,1 до 0,3 мас.% C. В этом процессе железо вводится в среду, богатую углеродом, при повышенных температурах на определенное время, а затем закаливается так, что углерод запирается в конструкции; Одна из самых простых процедур — это многократное нагревание детали с помощью ацетиленовой горелки с богатым пламенем и закалка ее в богатой углеродом жидкости, такой как масло.
Науглероживание — это процесс, контролируемый диффузией, поэтому чем дольше сталь выдерживается в среде, богатой углеродом, тем больше будет проникновение углерода и тем выше содержание углерода. Науглероженная секция будет иметь достаточно высокое содержание углерода, чтобы ее можно было снова закалить пламенем или индукционной закалкой.
Можно подвергнуть цементации только часть детали, либо защитив остальную часть таким процессом, как меднение, либо нанеся цементирующую среду только на часть детали.
Углерод может поступать из твердого, жидкого или газообразного источника; если он происходит из твердого источника, этот процесс называется пакетной цементацией . Упаковка деталей из низкоуглеродистой стали углеродистым материалом и нагревание в течение некоторого времени приводит к диффузии углерода во внешние слои. Период нагрева в несколько часов может образовать высокоуглеродистый слой толщиной около одного миллиметра.
Жидкостная цементация включает помещение деталей в ванну с расплавленным углеродосодержащим материалом, часто цианидом металла; Газовая цементация включает помещение деталей в печь с высоким содержанием метана.
Азотирование
[ редактировать ]При азотировании стальная деталь нагревается до 482–621 ° C (900–1150 ° F) в атмосфере газообразного аммиака и диссоциированного аммиака. Время, которое деталь проводит в этой среде, определяет глубину дела. Твердость достигается за счет образования нитридов. Для работы этого метода должны присутствовать нитридобразующие элементы; эти элементы включают хром , молибден и алюминий . Преимущество этого процесса в том, что он вызывает небольшую деформацию, поэтому деталь можно подвергнуть цементации после закалки, отпуска и механической обработки.После азотирования закалка не производится.
Цианирование
[ редактировать ]Цианирование — это быстрый и эффективный процесс цементации; в основном используется для обработки низкоуглеродистых сталей. Деталь нагревается до 871–954 ° C (1600–1749 ° F) в ванне с цианидом натрия , а затем закаливается и промывается водой или маслом для удаления остатков цианида.
- 2NaCN + O 2 → 2NaCNO
- 2NaCNO + O 2 → Na 2 CO 3 + CO + N 2
- 2СО → СО 2 + С
В результате этого процесса образуется тонкая твердая оболочка (от 0,25 до 0,75 мм; от 0,0098 до 0,0295 дюйма), которая тверже, чем оболочка, полученная путем цементации, и может быть завершена за 20–30 минут по сравнению с несколькими часами, поэтому у деталей меньше возможностей для искажаться. Обычно его используют для обработки мелких деталей, таких как болты, гайки, винты и небольшие шестерни. Основным недостатком цианирования является то, что соли цианида ядовиты.
Карбонитрирование
[ редактировать ]Карбонитридирование аналогично цианированию, за исключением того, что вместо цианида натрия используется газообразная атмосфера аммиака и углеводородов. Если деталь подлежит закалке, ее нагревают до 775–885 ° C (1427–1625 ° F); если нет, то деталь нагревается до 649–788 ° C (1200–1450 ° F).
Ферритная нитроцементация
[ редактировать ]Ферритная нитроцементация приводит к диффузии в основном азота и некоторого количества углерода в корпус заготовки при температуре ниже критической, примерно 650 ° C (1202 ° F). При критической температуре микроструктура заготовки не переходит в аустенитную фазу, а остается в ферритной фазе, поэтому ее называют ферритной нитроцементацией.
Приложения
[ редактировать ]Детали, которые подвергаются высокому давлению и резким ударам, по-прежнему обычно подвергаются цементации. Примеры включают ударники и поверхности затворов винтовки или распределительные валы двигателя . В этих случаях поверхности, требующие повышения твердости, можно выборочно упрочнить, оставив основную часть детали в исходном жестком состоянии.
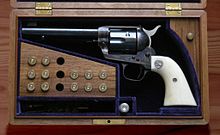
В прошлом огнестрельное оружие было обычным предметом, закаленным, поскольку оно требовало точной обработки, которую лучше всего выполнять из низкоуглеродистых сплавов, но при этом требовало твердости и износостойкости, как у сплава с более высоким содержанием углерода. Многие современные копии старого огнестрельного оружия, особенно револьверы одинарного действия , по-прежнему изготавливаются с закаленными рамами или с окраской корпуса , которая имитирует пестрый узор, оставленный традиционной закалкой древесным углем и костью.
Другое распространенное применение цементации — винты, особенно самосверлящие винты . Чтобы винты могли сверлить, резать и врезаться в другие материалы, такие как сталь, острие сверла и образующая резьба должны быть тверже, чем материал(ы), в который они сверлятся. Однако если весь винт будет одинаково твердым, он станет очень хрупким и легко сломается. Эту проблему можно преодолеть, гарантируя, что закаляется только поверхность, а сердцевина остается относительно более мягкой и, следовательно, менее хрупкой. Для винтов и крепежных изделий цементация достигается простой термической обработкой, состоящей из нагрева и последующей закалки.
Для предотвращения краж дужки и цепи замков часто закаливаются, чтобы противостоять порезам, но при этом остаются менее хрупкими внутри, чтобы противостоять ударам. Поскольку цементированные детали трудно поддаются механической обработке, перед закалкой им обычно придают форму.
См. также
[ редактировать ]- Дифференциальная закалка
- Диффузионное упрочнение
- Закалка, полировка, закалка
- Дробеструйная обработка
- Поверхностная инженерия
- Стахель и Эйсен
Ссылки
[ редактировать ]- ^ Хиггинс, Раймонд А. (1983). Часть I: Прикладная физическая металлургия . Машиностроительная металлургия (5-е изд.). Ходдер и Стоутон. п. 474. ИСБН 0-340-28524-9 .
- ^ Рой Ф. Данлэп (1963). Оружейное дело . Книги Стэкпола. ISBN 0-8117-0770-9 .
- ^ Цементация в домашнем гараже Спортивный и экзотический автомобиль Hemmings - 1 МАРТА 2006 г. - КРЕЙГ ФИЦДЖЕРАЛЬД
Внешние ссылки
[ редактировать ]- Упрочнение корпуса
- Поверхностная закалка сталей
- Цементация стали и металла
- «MIL-S-6090A, Военная спецификация: Процесс обработки сталей, используемых при цементации и азотировании самолетов» . Министерство обороны США . 7 июня 1971 года. Архивировано из оригинала (PDF) 29 августа 2019 года . Проверено 20 июня 2012 г.
| Производство железа ( металлургический завод ) |
|  | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Сталелитейное производство ( Сталелитейный завод ) |
| ||||||||
| термообработки Методы |
| ||||||||
| Производство по странам | |||||||||
| Базы данных органов управления : Национальные |
|---|