Поворот
Эта статья нуждается в дополнительных цитатах для проверки . ( январь 2010 г. ) |



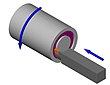
Токарная обработка — это процесс обработки , при котором режущий инструмент , обычно невращающийся инструмент , описывает спиральную траекторию, перемещаясь более или менее линейно во время вращения заготовки .
Обычно термин «токарная обработка» применяется для образования наружных поверхностей посредством этого режущего действия, тогда как то же самое существенное режущее действие, примененное к внутренним поверхностям (отверстиям того или иного вида), называется « расточкой ». Таким образом, фраза «токарная обработка и растачивание» относится к более широкому семейству процессов, известных как токарная обработка. Резка торцов на заготовке токарным или расточным инструментом называется «облицовкой» и может быть отнесена к любой из категорий как подмножество.
Токарная обработка может выполняться вручную, на традиционном токарном станке , который часто требует постоянного контроля со стороны оператора, или с использованием токарного автомата, который этого не требует. Сегодня наиболее распространенным типом такой автоматизации является компьютерное числовое управление , более известное как ЧПУ. (ЧПУ также широко используется для многих других типов обработки, помимо токарной обработки.)
При точении заготовка (кусок относительно твердого материала, такого как дерево, металл, пластик или камень) вращается, а режущий инструмент перемещается по 1, 2 или 3 осям движения для получения точных диаметров и глубины. Токарная обработка может производиться как снаружи цилиндра, так и внутри (также известная как расточка ) для изготовления трубчатых компонентов различной геометрии. Хотя сейчас они довольно редки, ранние токарные станки можно было использовать даже для изготовления сложных геометрических фигур, даже платоновых тел ; хотя с появлением ЧПУ стало необычным использовать для этой цели некомпьютерное управление траекторией инструмента.
Процессы токарной обработки обычно выполняются на токарном станке, который считается самым старым из станков, и могут быть различных типов, таких как прямое точение , конусное точение , профилирование или обработка наружных канавок . Эти типы процессов токарной обработки позволяют производить материалы различной формы, такие как прямые , конические , изогнутые или рифленые заготовки.Обычно при точении используются простые одноточечные режущие инструменты. Каждая группа материалов заготовок имеет оптимальный набор углов инструмента, который разрабатывался годами.
Кусочки металлических отходов токарной обработки известны как стружка (Северная Америка) или стружка (Великобритания). В некоторых областях они могут быть известны как повороты .
Оси движения инструмента могут быть буквально прямой линией или проходить по некоторому набору кривых или углов, но по существу они линейны (в нематематическом смысле).
Компонент, который подвергается токарной обработке, можно назвать «Токарная деталь» или «Обработанный компонент». Токарные операции выполняются на токарном станке, который может управляться вручную или с ЧПУ.
Токарные операции
[ редактировать ]К специфическим токарным операциям относятся:
- Поворот

Общий процесс токарной обработки включает вращение детали, при этом одноточечный режущий инструмент перемещается параллельно оси вращения. [1] Токарную обработку можно выполнять как на внешней, так и на внутренней поверхности детали (процесс, известный как расточка ). Исходным материалом обычно является заготовка, полученная в результате других процессов, таких как литье , ковка , экструзия или волочение .
- Коническая токарная обработка
- Коническая токарная обработка позволяет получить цилиндрическую форму, диаметр которой постепенно уменьшается от одного конца к другому. Этого можно достичь а) с помощью составного суппорта б) с помощью приспособления для токарной обработки конусов в) с помощью гидравлического копировального приспособления г) с помощью токарного станка с ЧПУ д) с помощью формообразующего инструмента е) путем смещения задней бабки - этот метод больше подходит для неглубоких сужается. [2]
- Сферическая генерация
- Сферическая генерация создает сферическую готовую поверхность путем поворота формы вокруг фиксированной оси вращения. Методы включают в себя: а) использование гидравлического копировального приспособления; б) токарный станок с ЧПУ (компьютерным числовым программным управлением); в) использование формообразующего инструмента (грубый и готовый метод); г) использование приспособления для станины (для объяснения необходим чертеж). [2]
- Жесткий поворот
- Твердое точение — это тип токарной обработки материалов с твердостью по шкале Роквелла C более 45. Обычно его выполняют после термической обработки заготовки . [3]
- Этот процесс призван заменить или ограничить традиционные операции шлифования . Твердое точение, применяемое исключительно для целей удаления припуска, выгодно конкурирует с черновым шлифованием. Однако, когда он применяется для отделки, где форма и размер имеют решающее значение, шлифовка предпочтительнее. Шлифование обеспечивает более высокую точность размеров округлости и цилиндричности. Кроме того, чистота полированной поверхности Rz=0,3-0,8z не может быть достигнута только за счет твердого точения. Твердое точение подходит для деталей, требующих точности круглости 0,5–12 микрометров и/или шероховатости поверхности Rz 0,8–7,0 микрометров. Он используется, среди прочего, для шестерен, компонентов впрыскивающих насосов и гидравлических компонентов. [3]
- Облицовка

Торцевая обработка при токарных работах предполагает перемещение режущего инструмента под прямым углом к оси вращения вращающейся заготовки. [1] Это может быть выполнено с помощью поперечного суппорта, если он установлен, в отличие от продольной подачи (поворота). Часто это первая операция, выполняемая при изготовлении заготовки, а часто и последняя - отсюда и словосочетание «завершение».
- Расставание
Этот процесс, также называемый отрезкой или обрезкой , используется для создания глубоких канавок, которые удаляют завершенный или частично завершенный компонент из исходной заготовки.
- обработка канавок

Нарезание канавок похоже на отрезку, за исключением того, что канавки нарезаются на определенную глубину вместо того, чтобы отделять готовый/неполный компонент от заготовки. Обработка канавок может выполняться на внутренних и внешних поверхностях, а также на торцевой поверхности детали (торцевая обработка или трепанирование).
К неспецифическим операциям относятся:
- Скучный
- Увеличение или сглаживание существующего отверстия, полученного при сверлении, формовке и т. д., т.е. при обработке внутренних цилиндрических форм (генерация): а) путем установки заготовки на шпиндель с помощью патрона или планшайбы, б) путем установки заготовки на поперечный суппорт и помещения режущего инструмента в патрон. Эта работа подходит для отливок, которые слишком неудобно монтировать в планшайбе. На токарных станках с длинной станиной большую заготовку можно прикрепить болтами к приспособлению на станине, а вал пропустить между двумя выступами на заготовке, и эти выступы можно расточить до нужного размера. Ограниченное применение, но доступное опытному токарю/механику. [2]
- Бурение
- используется для удаления материала изнутри заготовки. В этом процессе используются стандартные сверла, неподвижно закрепленные в хвостовой бабке или револьверной головке токарного станка. Этот процесс можно выполнить с помощью отдельно приобретаемых сверлильных станков.

- Накатка
- Вырезание зубчатого рисунка на поверхности детали для использования в качестве ручки или в качестве визуального улучшения с помощью специального накатного инструмента. [2]
- Рассверливание
- Операция калибровки, при которой удаляется небольшое количество металла из уже просверленного отверстия. [2] Это делается для изготовления внутренних отверстий очень точных диаметров. Например, отверстие диаметром 6 мм делается путем сверления сверлом диаметром 5,98 мм, а затем рассверливается до точных размеров.
- Резьба
- Как стандартную, так и нестандартную резьбу можно обтачивать на токарном станке с использованием соответствующего режущего инструмента. (Обычно с углом при вершине 60 или 55°) Либо снаружи, либо внутри отверстия (операция нарезания резьбы — это процесс нарезания внутренней или внешней резьбы в заготовке. [4] Обычно это называется одноточечной резьбой.
- нарезание резьбы гаек и отверстий а) ручными метчиками и центром задней бабки б) нарезным устройством с проскальзывающей муфтой для снижения риска поломки метчика. [2]
- Операции нарезания резьбы включают а) все типы внешней и внутренней резьбы с использованием одноточечного инструмента, а также коническую резьбу, двухзаходную резьбу, многозаходную резьбу, червяки, используемые в червячных редукторах, ходовой винт с однозаходной или многозаходной резьбой. б) с использованием нарезных коробок, оснащенных 4 формовочными инструментами, с резьбой диаметром до 2 дюймов, но можно найти коробки и большего размера. [2]
- Полигональная токарная обработка
- при котором некруглые формы обрабатываются без прерывания вращения сырья.
токарные станки
[ редактировать ]Токарный станок — это станок, используемый в основном для придания формы деталям из металла, дерева или других материалов, заставляя заготовку удерживать и вращать токарный станок, в то время как долото инструмента продвигается в работу, вызывая режущее действие. Для удобства идентификации токарные станки можно разделить на три типа: токарно-винторезные станки , револьверные токарные станки и токарные станки специального назначения . Некоторые меньшие по размеру монтируются на столе и являются полупортативными. Более крупные токарные станки монтируются на полу, и в случае необходимости их перемещения может потребоваться специальная транспортировка.В полевых мастерских и мастерских по техническому обслуживанию обычно используются токарные станки, которые можно адаптировать для выполнения множества операций и которые не слишком велики, чтобы их можно было перемещать с одного рабочего места на другое. Для этой цели идеально подходит токарно-винторезный станок. Обученный оператор может выполнить на токарном станке больше операций по обработке, чем на любом другом станке. Револьверные токарные станки и токарные станки специального назначения обычно используются на производстве или в мастерских для массового производства или специализированных деталей, тогда как базовые токарные станки для двигателей обычно используются для любого типа токарных работ.
С годами в обрабатывающей промышленности, с улучшением сложности обработки продукции, появились токарно-фрезерные составные центры с ЧПУ, которые сохраняют характеристики токарной обработки, но также увеличивают функции фрезерного станка , сочетание два для повышения эффективности производства.
Методы крепления
[ редактировать ]
- Патрон : Патроны — очень распространенный метод крепления. Существует много типов: одни для круглых и квадратных заготовок, другие для неправильной формы.
- Цанга : в основном используется для небольших круглых заготовок.
- Лицевая пластина : Лицевая пластина, приводная собачка и оправка могут использоваться для поворота D, например заготовок шестерен.
- Центры : заостренные конусы, между которыми вращается деталь, часто приводимая в движение «собакой». Может использоваться для поворота длинных валов и цилиндров.
- Приводной центр : используйте гидравлические или подпружиненные зубья, которые «вгрызаются» в концы заготовок и могут использоваться, когда необходимо обработать заготовку по всей длине.
Оснастка
[ редактировать ]Различные углы, формы и размеры одноточечного режущего инструмента имеют прямое отношение к получаемой поверхности заготовки при операциях механической обработки. Существуют различные типы углов, такие как передний угол , боковой передний угол , угол режущей кромки , задний угол , радиус при вершине , и они могут различаться в зависимости от заготовки. Также существует множество форм одноточечных режущих инструментов, например V-образная и квадратная. Обычно для прочного удержания режущего инструмента во время работы используется специальный держатель инструмента.
Динамика поворота
[ редактировать ]Силы
[ редактировать ]Относительные силы при токарной обработке важны при проектировании станков. Станок и его компоненты должны выдерживать эти силы, не вызывая значительных отклонений, вибраций или вибрации во время работы. В процессе токарной обработки действуют три основные силы:
- Режущая или тангенциальная сила действует вниз на кончик инструмента, позволяя отклонить заготовку вверх. Он обеспечивает энергию, необходимую для операции резки. Удельная сила резания, необходимая для резки материала, называется удельной силой резания. Сила резания зависит от материала.
- Осевая сила или сила подачи действует в продольном направлении. Ее также называют силой подачи, поскольку она действует в направлении подачи инструмента. Эта сила стремится оттолкнуть инструмент от патрона.
- Радиальная или осевая сила действует в радиальном направлении и стремится оттолкнуть инструмент от заготовки.
Скорости и подачи
[ редактировать ]Скорости и подачи для токарной обработки выбираются на основе материала фрезы, материала заготовки, жесткости установки, жесткости станка и мощности шпинделя, выбора охлаждающей жидкости и других факторов.
Кормить
[ редактировать ]- Расстояние, на которое инструмент продвигается в материал за один оборот, называется «подачей». Он указывается в мм на оборот (мм/об).
См. также
[ редактировать ]- Алмазная токарная обработка
- Вращение двигателя
- Жесткий поворот
- Поверхность футов в минуту
- Точение по дереву
Ссылки
[ редактировать ]- ^ Jump up to: а б Тодд, Роберт Х.; Аллен, Делл К.; Альтинг, Лео (1994), Справочное руководство по производственным процессам , Industrial Press Inc., стр. 153, ISBN 0-8311-3049-0 .
- ^ Jump up to: а б с д и ж г Технология мастерских В.А.Дж. Чепмена, доктора медицинских наук (англ.), MIMech.E., MIProd.E. Директор Технологического колледжа Хэтфилда, Хартфордшир, впервые опубликовал в 1951 году первую, вторую и третью части, опубликованные Эдвардом Арнольдом (Publishers Limited).
- ^ Jump up to: а б Кепфер, Крис (22 января 2010 г.). «Твердое точение как альтернатива шлифованию» . Механическая обработка производства . Проверено 4 марта 2010 г.
- ^ «Нарезание резьбы на токарном станке: современный механический цех» . Mmsonline.com. 15 января 2003 г. Проверено 13 марта 2012 г.
Внешние ссылки
[ редактировать ]- «Введение в токарный станок» . Архивировано из оригинала 29 января 2010 г. Проверено 8 января 2010 г.
- Шнайдер, Джордж. «Токарные инструменты и операции». Американский машинист , январь 2010 г.