Круглошлифовальный станок
Цилиндрошлифовальный станок — это тип шлифовального станка, используемый для придания внешней формы предмету. Круглошлифовальный станок может работать с различными формами, однако объект должен иметь центральную ось вращения. Сюда входят, помимо прочего, такие формы, как цилиндр , эллипс , кулачок или коленчатый вал . [1]

Круглое шлифование определяется как выполнение четырех основных действий:
- Работа (предмет) должна постоянно вращаться
- Шлифовальный круг должен постоянно вращаться.
- Шлифовальный круг подается по направлению к заготовке и от нее.
- Либо заготовка, либо шлифовальный круг поперечно относительно друг друга.
Хотя в большинстве цилиндрических шлифовальных машин используются все четыре механизма, существуют шлифовальные машины, в которых используются только три из четырех механизмов. [1] [2]
История
[ редактировать ]Истоки цилиндрического шлифовального станка, как и всех других современных станков, берут начало в экспериментах и изобретениях Джона Уилкинсона , а затем Генри Модслея, которые построили первый горизонтально-расточный станок и первый токарный станок соответственно. Цилиндрический шлифовальный станок во многом обязан своим развитием с началом промышленной революции , особенно появлению надежного и недорогого производства стали , а затем и усовершенствованию шлифовального круга . [1] Основа современного цилиндрического шлифовального станка была впервые построена в 1830-х годах двумя мужчинами, работавшими независимо, Джонатаном Бриджесом и Джеймсом Уитоном. Неясно, какой человек первым изготовил машину, но оба тесно связаны с первым историческим появлением современного инструмента. Прошло еще 40 лет, прежде чем произошло дальнейшее усовершенствование и усовершенствование инструмента. [3]
Компания Brown & Sharpe в Провиденсе, Род-Айленд, была одной из первых производителей швейной машины Willcox & Gibbs , одной из первых точных машин, которые использовались в жилых помещениях. Джозеф Браун считал, что вал и игловодители швейной машины должны быть изготовлены из закаленной инструментальной стали. Именно это желание привело их к экспериментам с созданием цилиндрического шлифовального станка. Первая попытка представляла собой небольшой токарный станок с прикрепленным к нему шлифовальным кругом. Последующие попытки привели к созданию цилиндрической шлифовальной машины, представленной на Столетней выставке 1876 года , и получению последующего патента. [1] [3]
Важно отметить, что компания Brown & Sharpe не может считаться единственной заслугой новаторских достижений в области круглого шлифования. Житель Уолтема, штат Массачусетс, Эмброуз Вебстер в 1860 году создал небольшой шлифовальный станок, который содержал все усовершенствования, которые Браун и Шарп считали своим собственным оригинальным изобретением. отстаивал акцент на точности, аккуратности и надежности Более того, Чарльз Нортон . [4]
Нортон был сотрудником Brown & Sharpe, который ушел из компании с желанием и дальше отстаивать свою веру в то, что цилиндрический шлифовальный станок — это не просто инструмент для чистовой обработки, но может стать основным продуктом механического цеха. Он основал компанию Norton Grinding Company , где продолжил совершенствовать цилиндрическую шлифовальную машину, чтобы использовать более высокие обороты и более точные допуски на шлифование. Он был отмечен за свою работу 18 апреля 1925 года, когда он получил медаль Джона Скотта и премию за изобретение «точных шлифовальных устройств большой мощности». Эти стандарты, разработанные Нортоном, оставались статус-кво примерно до середины 20 века. [4]
Остальные технологические инновации, применимые к цилиндрическому шлифовальному станку, почти идентичны и в некотором смысле переплетены с остальными станками. Инновации последних 70 лет можно охарактеризовать тремя волнами перемен. [5] Первой волной было создание числового программного управления Джоном Т. Парсонсом в 1940-х годах. ВВС США, ищущие более быстрые, дешевые и эффективные средства производства деталей и инструментов для самолетов, сыграли большую роль в развитии NC как в политическом, так и в финансовом отношении. Первое внедрение ЧПУ в станки произошло в 1950-х годах и продолжалось до 1960-х годов. [5] Вторая волна инноваций, пришедшаяся на 1970-е и 1980-е годы, отмечена массовым спросом на микрокомпьютеры, которые будут использоваться для управления ЧПУ. [5] Объединение компьютеров ознаменовало рождение компьютерного числового управления , которое еще раз произвело революцию в возможностях круглошлифовальных станков. Теперь машина могла получать инструкции от компьютера, которые давали ей точные указания по всем мыслимым измерениям и размерам, необходимым для производства желаемого продукта. Это была совершенно другая рабочая среда по сравнению с производством середины века, где рабочему приходилось на каждом этапе руководить машиной, чтобы определить, как управлять работой. Третья волна перемен пришла в 1990-е годы с появлением персонального компьютера . Интеграция ЧПУ и ПК в одну динамическую систему позволила еще больше контролировать производственный процесс, практически не требуя человеческого контроля. [5]
Методы
[ редактировать ]
Существует пять различных типов круглого шлифования: шлифование по наружному диаметру (OD), шлифование по внутреннему диаметру (ID), врезное шлифование, глубинное шлифование и бесцентровое шлифование. [6]
Шлифование наружного диаметра
[ редактировать ]Наружное шлифование – это шлифование, происходящее по внешней поверхности объекта между центрами. Центры — это конечные элементы с точкой, позволяющей вращать объект. Шлифовальный круг также вращается в том же направлении, когда он соприкасается с объектом. Фактически это означает, что две поверхности будут двигаться в противоположных направлениях при контакте, что обеспечивает более плавную работу и меньшую вероятность застревания. [7]
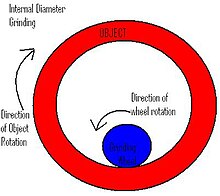
Шлифование внутреннего диаметра
[ редактировать ]Внутреннее шлифование — это шлифование, происходящее внутри объекта. Шлифовальный круг всегда меньше ширины шлифуемого отверстия. Объект удерживается на месте цангой , которая также вращает объект на месте. Как и при шлифовании внешнего диаметра, шлифовальный круг и объект вращаются в противоположных направлениях, обеспечивая обратный контакт двух поверхностей, на которых происходит шлифование. [7] См. также Внутреннее шлифование .
Врезное шлифование
[ редактировать ]Форма шлифования внешнего диаметра, однако основное отличие состоит в том, что шлифовальный круг постоянно контактирует с одной точкой объекта, а не пересекает его. [8] [6]
Глубинное измельчение
[ редактировать ]Creep Feed — это форма шлифования, при которой вся глубина резания удаляется за один проход круга. Успешная эксплуатация этой технологии позволяет сократить время изготовления на 50%, но зачастую используемый шлифовальный станок должен быть спроектирован специально для этой цели. Такая форма встречается как при круглом, так и при плоском шлифовании . [6]
Бесцентровое шлифование
[ редактировать ]

Бесцентровое шлифование — это форма шлифования, при которой нет цанги или пары центров, удерживающих объект на месте. Вместо этого на стороне объекта, противоположной шлифовальному кругу, расположен регулирующий круг. Подставка удерживает объект на соответствующей высоте, но не влияет на скорость его вращения. Рабочее лезвие слегка наклонено к регулировочному кругу, при этом центральная линия заготовки находится над осевыми линиями регулировочного и шлифовального круга; это означает, что выступы не имеют тенденции к образованию соответствующих противоположных впадин, и, следовательно, можно улучшить округлость деталей. Бесцентровое шлифование гораздо легче сочетать с процедурами автоматической загрузки, чем центрированное шлифование; Сквозное шлифование, при котором регулировочное колесо удерживается под небольшим углом к детали, так что создается усилие, протягивающее деталь через шлифовальный станок, является особенно эффективным. [9]
Методы контроля
[ редактировать ]Существует три основных способа взаимодействия оператора с круглошлифовальным станком. Либо ручное управление станком, либо цифровое управление с помощью системы перфокарт, либо использование компьютерного числового управления с использованием уже существующего интерфейса, разработанного для этого станка, либо с использованием ПК в качестве интерфейса для связи с шлифовальным станком. Первые два варианта сегодня используются редко, если вообще когда-либо используются. Круглошлифовальные станки с ЧПУ являются наиболее технологически совершенными, эффективными и надежными системами в обрабатывающей промышленности. [7]
Приложения
[ редактировать ]Цилиндрические шлифовальные станки, универсальные и точные станки, используются в различных отраслях промышленности для самых разных целей благодаря их способности достигать идеальной отделки и жестких допусков на цилиндрических поверхностях. Эти приложения включают в себя:
- Автомобильная промышленность : используется для производства компонентов двигателей, компонентов трансмиссии и других важных деталей, где точность имеет первостепенное значение для производительности и безопасности.
- Аэрокосмическая отрасль : необходима при производстве компонентов двигателей и турбин, подшипников, шасси и гидравлических регулирующих клапанов, требующих высокой точности для надежных операций в аэрокосмической отрасли.
- Медицинское оборудование : используется при создании хирургических инструментов, протезов и стоматологического оборудования. Точное шлифование имеет решающее значение для функциональности и безопасности медицинских изделий.
- Энергетическая промышленность : используется для изготовления валов роторов, компонентов трансмиссии и компрессоров, особенно там, где прочные материалы требуют точной обработки.
Цилиндрические шлифовальные станки адаптируются к различным материалам и могут обрабатывать цилиндрические формы различной формы, что незаменимо в отраслях, требующих высокоточного шлифования.
См. также
[ редактировать ]Ссылки
[ редактировать ]- ^ Перейти обратно: а б с д Льюис, Кеннет. Шлифовальный круг . 2-й. Кливленд: Компания Джадсон, 1959. 104–141.
- ^ «Обзор шлифования», Магазин виртуальных машин, Интернет. < http://www.the-vms.com/vms/other_grinding/other_grinding_00.html Архивировано 4 февраля 2010 г. в Wayback Machine >.
- ^ Перейти обратно: а б Роберт, Вудбери. История шлифовального станка . 2-й. Кембридж: MIT Press, 1964. 31–71.
- ^ Перейти обратно: а б Дэй, Лэнс; Макнил, Ян. Биографический словарь истории техники . Лондон и Нью-Йорк: Рутледж, 1996. 525–527.
- ^ Перейти обратно: а б с д Арнольд, Генрих Мартин. «Новейшая история станкостроения и последствия технологических изменений». Институт инновационных исследований и управления технологиями. Ноябрь 2001 г., Мюнхенский университет.
- ^ Перейти обратно: а б с Стивенсон, Дэвид. Теория и практика резки металлов . 2-й. Бока-Ратон: CRC Press, 1997. 52–60.
- ^ Перейти обратно: а б с Кочеровский, Евгений. «50 лет технологического развития». Машиностроение режущего инструмента . 57.8 (2005): 95-114.
- ^ Надольный, Кшиштоф (9 апреля 2012 г.). «Метод оценки режущей способности шлифовальных кругов при врезном шлифовании» . Центральноевропейский инженерный журнал . 2 (3): 399–409. дои : 10.2478/s13531-012-0005-5 .
- ^ Хоутон, Филипп. Шлифовальные круги и станки . 1-й. Сасс, Англия: The Lewes Press, 1963. 155–174.