Бит инструмента
Эта статья нуждается в дополнительных цитатах для проверки . ( ноябрь 2009 г. ) |
В механической обработке насадка — это невращающийся режущий инструмент, используемый в по металлу токарных станках , строгальных станках и строгальных станках . Такие фрезы также часто называют одноточечным режущим инструментом , в отличие от других режущих инструментов, таких как пила или водоструйный резак . Режущая кромка шлифуется в соответствии с конкретной операцией обработки и может быть заточена или изменена по мере необходимости. Во время резки заточенное сверло жестко удерживается держателем инструмента.


Геометрия
[ редактировать ]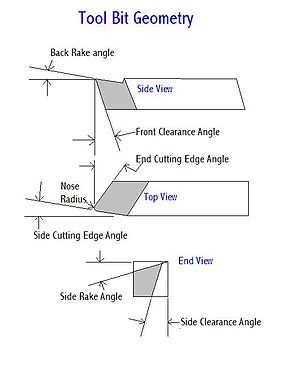
Задний наклон помогает контролировать направление стружки, которая естественным образом изгибается в заготовке из-за разницы в длине внешней и внутренней частей реза. Это также помогает противодействовать давлению на инструмент со стороны работы, втягивая инструмент в работу.
Боковой и задний передние наклоны контролируют поток стружки и частично противодействуют сопротивлению обработки движению фрезы и могут быть оптимизированы в соответствии с конкретным разрезаемым материалом. Например, для латуни требуется задний и боковой наклон 0 градусов, тогда как для алюминия используется задний наклон 35 градусов и боковой наклон 15 градусов.
Радиус при вершине делает поверхность реза более гладкой, поскольку он может перекрывать предыдущий рез и устранять выступы и впадины, которые возникают при использовании заостренного инструмента. Наличие радиуса также укрепляет кончик, поскольку острый кончик довольно хрупкий. Радиус при вершине варьируется в зависимости от операций обработки, таких как черновая, получистовая или чистовая обработка, а также от разрезаемого материала детали: стали, чугуна, алюминия и других.
Все остальные углы предназначены для обеспечения зазора, чтобы никакая часть инструмента, кроме самой режущей кромки, не могла касаться заготовки. Угол переднего зазора обычно составляет 8 градусов, а угол бокового зазора составляет 10-15 градусов и частично зависит от ожидаемой скорости подачи.
Рекомендуется использовать минимальные углы, обеспечивающие требуемую работу, поскольку инструмент становится слабее по мере того, как кромка становится более острой из-за уменьшения поддержки за кромкой и снижения способности поглощать тепло, выделяемое при резке.
Чтобы резать, передние углы на верхней части инструмента не обязательно должны быть точными, но для эффективной резки необходим оптимальный угол заднего и бокового передних углов.
Материалы
[ редактировать ]Стали
[ редактировать ]Первоначально все насадки изготавливались из высокоуглеродистых инструментальных сталей с соответствующей закалкой и отпуском . С момента появления быстрорежущей стали (HSS) (начало 20-го века), спеченного карбида (1930-е годы), керамических и алмазных резцов эти материалы постепенно вытеснили более ранние виды инструментальной стали практически во всех видах резки. Большинство насадок сегодня изготавливаются из быстрорежущей стали, кобальтовой стали или твердого сплава.
Карбиды и керамика
[ редактировать ]Карбид , керамика (например, кубический нитрид бора ) и алмаз, имеющие более высокую твердость, чем HSS, в большинстве случаев обеспечивают более быстрое удаление материала, чем HSS. Поскольку эти материалы более дорогие и хрупкие, чем сталь, обычно корпус режущего инструмента изготавливается из стали и к нему прикрепляется небольшая режущая кромка из более твердого материала. Режущая кромка обычно либо привинчивается, либо зажимается (в этом случае она называется пластиной), либо припаивается к стальному хвостовику (обычно это делается только для твердосплавных сплавов).
Вставки
[ редактировать ]Почти во всех высокопроизводительных режущих инструментах используются сменные пластины . Для этого есть несколько причин. Прежде всего, при очень высоких скоростях резания и подачах, поддерживаемых этими материалами, режущая кромка может достигать температуры, достаточно высокой, чтобы расплавить припой, удерживающий ее на хвостовике. Экономика также важна; пластины сделаны симметрично, так что, когда первая режущая кромка затупится, их можно вращать, представляя свежую режущую кромку. Некоторые пластины даже сделаны так, что их можно переворачивать, что дает до 16 режущих кромок на пластину. Существует много типов пластин: некоторые для черновой обработки, некоторые для чистовой обработки. Другие предназначены для специализированных работ, таких как нарезание резьбы или канавок. В отрасли используется стандартизированная номенклатура для описания пластин по форме, материалу, материалу покрытия и размеру.
Инструменты формы
[ редактировать ]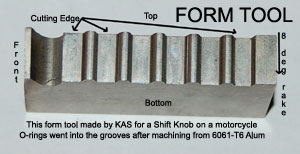
Формирующий инструмент подвергается точной шлифовке по образцу, напоминающему формуемую деталь. Инструмент формы можно использовать как одну операцию и, следовательно, исключить множество других операций со слайдами (передними, задними и/или вертикальными) и револьверной головкой, например, с инструментами коробки . Формирующий инструмент поворачивает один или несколько диаметров во время подачи в заготовку. До использования формообразующих инструментов диаметры обрабатывались с помощью нескольких операций суппорта и револьверной головки, поэтому для изготовления детали требовалось больше работы. Например, опалубочный инструмент может обрабатывать детали разных диаметров, а также отрезать деталь за одну операцию, устраняя необходимость индексации револьверной головки. Для одношпиндельных станков отказ от индексации револьверной головки может значительно повысить почасовую производительность детали.
При длительных работах обычно используется черновой инструмент на другой направляющей или револьверной станции, чтобы удалить большую часть материала и уменьшить износ формообразующего инструмента.
Существуют различные типы инструментов формы. Инструменты вставной формы наиболее распространены для работ на малых и средних объемах (от 50 до 20 000 шт.). Инструменты круглой формы обычно предназначены для более длительных работ, поскольку износ инструмента может многократно стачиваться с кончика инструмента при вращении инструмента в держателе. Существует также инструмент для зачистки, который можно использовать для легких чистовых резов. Формовочные инструменты могут быть изготовлены из кобальтовой, твердосплавной или быстрорежущей стали. Твердый сплав требует дополнительного ухода, поскольку он очень хрупкий и при вибрации может расколоться.
Недостатком использования формовых инструментов является то, что подача в заготовку обычно медленная, от 0,0005 до 0,0012 дюйма за оборот в зависимости от ширины инструмента. Инструменты широкой формы создают больше тепла и обычно создают проблемы из-за вибрации. Нагрев и вибрация сокращают срок службы инструмента. Кроме того, формовочные инструменты, диаметр которых более чем в 2,5 раза превышает меньший диаметр обрабатываемой детали, имеют больший риск отлома детали. [1] При токарной обработке большей длины можно использовать опору револьверной головки, чтобы увеличить длину точения в 2,5–5 раз от наименьшего диаметра обрабатываемой детали, и это также может помочь уменьшить вибрацию. Несмотря на недостатки, отсутствие дополнительных операций часто делает использование инструментов форм наиболее эффективным вариантом.
Держатели инструмента
[ редактировать ]За счет ограничения дорогого твердого режущего наконечника частью, выполняющей фактическую резку, стоимость оснастки снижается. Опорный держатель инструмента может быть изготовлен из более прочной стали, которая не только дешевле, но и обычно лучше подходит для выполнения задачи, поскольку менее хрупка, чем современные материалы.
Держатели инструмента также могут быть спроектированы так, чтобы придавать режущему действию дополнительные свойства, такие как:
- угловой подход – направление движения инструмента
- инструмента пружинящая нагрузка – отклонение насадки от материала при приложении чрезмерной нагрузки.
- переменный вылет – сверло инструмента можно выдвигать или втягивать в зависимости от задачи
- держателя инструмента может быть жесткость – размер изменен в зависимости от выполняемой работы
- направить смазочно- охлаждающую жидкость или охлаждающую жидкость в рабочую зону
Обратите внимание: поскольку жесткость (а не прочность) обычно является определяющим фактором конструкции державки инструмента, используемая сталь не обязательно должна быть особенно твердой или прочной, поскольку между жесткостями большинства стальных сплавов относительно небольшая разница.
Державки, используемые на токарных станках
[ редактировать ]Держатель бит и стойка для инструментов
[ редактировать ]Стойка инструмента — это часть металлообрабатывающего токарного станка , которая либо удерживает насадку инструмента непосредственно, либо содержит держатель инструмента, в котором находится насадка инструмента. Существует большое разнообразие конструкций стоек для инструментов (включая базовые стойки, коромысло, быстросменные стойки и револьверные головки) и державок для инструментов (с различной геометрией и характеристиками).
Инструмент «Коробка»
[ редактировать ]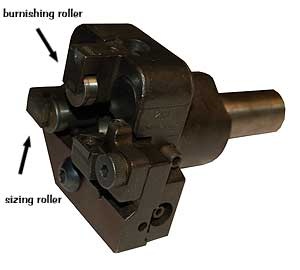
устанавливается коробчатый инструмент На револьверной головке револьверного токарно-винторезного станка или винтового станка . По сути, это стойка для инструментов, которая приносит с собой отдых своему последователю. Коронка (или несколько коронок) и компактная опора толкателя (обычно V-образная или с двумя роликами). [2] ) установлены друг напротив друга в корпусе, который окружает заготовку (образует вокруг нее «коробочку»). Поскольку насадка инструмента оказывает боковое отклоняющее усилие на заготовку, опора толкателя противодействует этому, обеспечивая жесткость. В другом и популярном типе коробчатого инструмента используются два ролика, а не опора толкателя. Один ролик называется «калибровочным валиком», а другой — «полировочным валиком». Ролики вращаются вместе с ложей, чтобы уменьшить образование рубцов на конечном витке. Противоположные долота инструмента могут использоваться (вместо опоры) для компенсации отклоняющих сил друг друга (так называемый «сбалансированный токарный инструмент»), и в этом случае коробчатый инструмент начинает перекрываться по форме, функциям и идентичности с полой фрезой .
Держатели, используемые на фрезерных станках, долбежных станках и строгальных станках.
[ редактировать ]Клаппер-коробка
[ редактировать ]В фрезерных станках , долбежных станках и строгальных станках часто используется своего рода держатель инструмента, называемый хлопушкой , который свободно качается при обратном ходе плунжера или станины. При следующем ходе резки он «хлопает» обратно в положение резки. Его движение аналогично движению -бабочки обратного клапана .
Держатели, используемые на фрезерных станках
[ редактировать ]Летучие катера
[ редактировать ]Летучие фрезы — это разновидность фрезы , в которой установлены одно или два инструмента. Биты вращаются вместе с вращением шпинделя, делая торцевые надрезы. Летучие фрезы представляют собой применение насадок, в которых насадки являются частью вращающегося узла (тогда как большинство других насадок используются линейно).
История
[ редактировать ]Насадки для инструментов использовались на протяжении веков, однако их дальнейшее технологическое развитие продолжается и сегодня. Примерно до 1900 года почти все насадки для инструментов изготавливались их пользователями, и во многих механических мастерских были кузницы . Фактически, от хороших машинистов ожидалось наличие кузнечного дела, и хотя химия и физика термической обработки стали не были хорошо изучены (по сравнению с сегодняшними науками), практическое искусство термической обработки было довольно продвинутым, и это то, что большинство квалифицированные мастера по металлу были легко знакомы. Сверла для инструментов изготавливались из углеродистых инструментальных сталей , которые имеют достаточно высокое содержание углерода, чтобы хорошо закаляться. Каждый бит был выкован молотком, закален, а затем отшлифован точильным камнем . Точные детали термообработки и геометрии наконечника зависели от индивидуального опыта и предпочтений.
Существенный технологический прогресс произошел в период 1890–1910 годов, когда Фредерик Уинслоу Тейлор применил научные методы к изучению долот инструментов и их характеристик резания (включая их геометрию, металлургию и термическую обработку, а также результирующие скорости и подачи , глубину резания). , скорость съема металла и стойкость инструмента). Вместе с Маунселем Уайтом и различными помощниками он разработал быстрорежущие стали (свойства которых зависят как от смесей легирующих элементов, так и от методов термической обработки). В ходе его экспериментов по резке были пережеваны тонны заготовок, израсходованы тысячи инструментов и образовались горы стружки. Их спонсировал в значительной степени Уильям Селлерс (руководитель верфи Midvale Steel and Cramp's), а затем Bethlehem Steel . [3] Тейлор не только разработал новые материалы для изготовления одноточечных фрез, но также определил оптимальную геометрию (передние углы, задние углы, радиусы вершины и т. д.). Он разработал уравнение Тейлора для определения ожидаемого срока службы инструмента . После Тейлора уже не считалось само собой разумеющимся, что черное искусство отдельных мастеров представляет собой высший уровень технологии металлообработки. Это было частью более широкой тенденции XIX и XX веков, когда наука смешивалась с искусством в материальной культуре повседневной жизни ( прикладная наука ).
Стеллит вскоре присоединился к быстрорежущим сталям в качестве материала для одноточечных резцов. Хотя алмазное точение существовало уже давно, только когда появились эти новые, дорогие металлы, идея режущих пластин стала широко применяться в механической обработке. До этого большинство одноточечных резцов полностью выковывались из инструментальной стали (затем шлифовались на кончике). Сейчас стало более распространено прикреплять отдельный наконечник (из одного материала) к держателю (из другого). С развитием коммерчески доступных твердосплавных пластин (1920-е годы) и керамических пластин (после Второй мировой войны) эта тенденция ускорилась, поскольку твердый сплав и керамика стали еще более дорогими и еще менее подходили для использования в качестве хвостовика. Однако технологическое развитие не сразу вытеснило старые способы. Между 1900 и 1950 годами станочники все еще нередко выковывали инструмент из углеродистой инструментальной стали.
Сегодня среди одноточечных фрез, используемых в массовом производстве (например, автомобильных деталей), инструменты с пластинами из твердого сплава и керамики значительно превосходят инструменты из быстрорежущей стали или кобальтовой стали. В других контекстах обработки (например, в мастерских, инструментальных цехах и в любительской практике) последние по-прежнему широко представлены. Для обозначения каждого типа геометрии пластины была разработана целая система обозначений, соответствующая отраслевым стандартам. Количество карбидных и керамических составов продолжает расширяться, а алмаз используется больше, чем когда-либо прежде. Скорости, подачи, глубина резания и температура на границе резания продолжают расти (последнее уравновешивается обильным охлаждением с помощью жидкости, воздуха или аэрозолей ), а время цикла продолжает сокращаться. Конкуренция между производителями продукции за снижение удельных затрат на производство постоянно стимулирует технологическое развитие производителей инструментов до тех пор, пока затраты на НИОКР и амортизацию приобретения инструментов ниже суммы денег, сэкономленных за счет повышения производительности (например, сокращения расходов на заработную плату).
См. также
[ редактировать ]Ссылки
[ редактировать ]- ^ Brown & Sharpe, Справочник по автоматическим винтовым станкам, стр. 122
- ^ Хартнесс, Джеймс (1910), Руководство по токарному станку с плоской револьверной головкой Hartness , Спрингфилд, Вермонт, США: Jones and Lamson Machine Company, ISBN 9780282208783 , с. 89
- ^ Канигель, Роберт (1997), Лучший способ: Фредерик Уинслоу Тейлор и загадка эффективности , Viking Penguin, ISBN 0-670-86402-1
| Базы данных органов управления : Национальные |
|---|