Пултрузия
Пултрузия – это непрерывный процесс производства армированных волокном пластиков постоянного поперечного сечения. Этот термин представляет собой слово- портфель , сочетающее в себе слова «вытягивание» и « выдавливание ». В отличие от экструзии, при которой материал выталкивается, пултрузия вытягивает материал.
Очень ранний патент на тип пултрузии был подан Дж. Х. Уотсоном в 1944 году. За ним последовала заявка М. Дж. Мика в 1950 году. Первые коммерческие пултрузии были предоставлены компанией Glastic Company из Кливленда, штат Огайо, по патенту, поданному в 1952 году Роджером Б. Уайтом. Патент, выданный У.Б. Голдсуорси в 1959 году, помог начать продвижение и распространение знаний в отрасли. У. Брандт Голдсуорси широко известен как изобретатель пултрузии. [1]
Параллельно работе Голдсуорси, который сосредоточил свою работу на ненасыщенных полиэфирных смолах, Эрнст Кюне в Германии в 1954 году разработал очень похожий процесс на основе эпоксидной смолы.
Изобретения, разработки и выдача патентов в области пултрузии продолжаются и сегодня. Более поздняя инновация в этой области была разработана и запатентована компанией Thomas GmbH + Co. Technik + Innovation KG в Германии в 2008 году и описана ниже.
Процесс
[ редактировать ]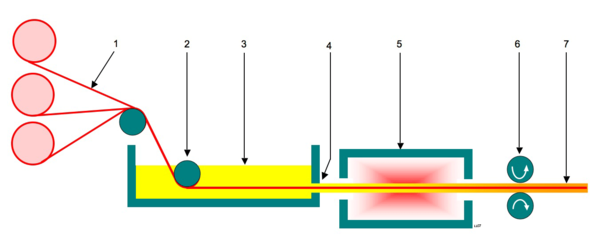
- Непрерывный рулон армированного волокна/мат из тканого волокна
- Натяжной ролик
- Смоляная пропитка
- Волокно, пропитанное смолой
- Матрица и источник тепла
- Тяговый механизм
- Готовый затвердевший полимер, армированный волокном.
В стандартном процессе пултрузии армирующие материалы, такие как волокна , тканые или плетеные пряди, пропитываются смолой , возможно, с последующей отдельной системой предварительного формования, и протягиваются через нагретую стационарную головку , где смола подвергается полимеризации . Пропитка осуществляется либо путем протягивания арматуры через ванну, либо путем впрыскивания смолы в камеру впрыска, которая обычно соединена с матрицей. В пултрузии можно использовать многие типы смол, включая полиэфирные , полиуретановые , винилэфирные и эпоксидные . Смола обеспечивает устойчивость к окружающей среде (т. е. коррозионную стойкость, стойкость к ультрафиолетовому излучению, ударопрочность и т. д.), а стекло обеспечивает прочность в дополнение к пожаробезопасности.
Также можно добавить поверхностную вуаль для защиты от эрозии или «распушения волокон», а также для обеспечения коррозионной стойкости и устойчивости к ультрафиолету. [2]
Технология не ограничивается термореактивными полимерами . Совсем недавно пултрузия успешно использовалась с термопластическими матрицами, такими как полибутилентерефталат (ПБТ), полиэтилентерефталат (ПЭТ), либо путем пропитки стекловолокна порошком, либо путем окружения его листовым материалом термопластической матрицы, который затем нагревается. Компания Engineered Composites Ltd в Великобритании руководила усовершенствованием этого процесса на протяжении последних 38 лет, работая с крупными производственными предприятиями и университетами.
Экологическая чистота выпускаемой продукции в отличие от композитов на основе термореактивных смол, а также практически неограниченные возможности вторичной переработки (переработки) после истощения ресурсов являются весомыми аргументами в пользу армированных термопластов. По этим причинам промышленное производство и использование данных материалов в высокоиндустриальных странах в последние десятилетия возрастают на 8–10% в год. Новые разработки (см. «Модернизация процесса»), позволяющие производить не только прямые, но и изогнутые профили, фактически повышают спрос на эту технологию, особенно в автомобильном секторе.
Пултрузионная технология изготовления волокнистых композитов с полимерной матрицей является энергоэффективной и ресурсосберегающей.
Экономические и экологические факторы благоприятствуют использованию термопластической матрицы, но из-за высокой вязкости расплавов трудно добиться высокой производительности и высокого качества пропитки волокнистых наполнителей этим типом матрицы.
Продукция, изготовленная по этой технологии, широко применяется в следующих отраслях:
- В сельском хозяйстве и химической промышленности для изготовления химически стойких к агрессивным средам решетчатых полов с повышенными прочностными характеристиками, применяемых при строительстве животноводческих объектов, химических заводов и т.п.;
- в строительной отрасли для производства стеклопластиковой арматуры, профилей, каркасов, стержней жесткости для окон ПВХ и т.п.;
- в авиакосмической промышленности для изготовления элементов конструкции летательных аппаратов;
- в сфере спорта и туризма для изготовления оборудования, обладающего повышенными прочностными характеристиками: лыж, лыжных палок, флагштоков для гольфа, палаточных и лачуговых конструкций и т.п.;
- в электроэнергетике для изготовления диэлектрических конструкций, стеклопластиковых стержней, используемых в композитных изоляторах и в качестве опорных конструкций для элементов блоков сигнализации, а также стеклопластиковых профилей, используемых при изготовлении трансформаторов и электродвигателей;
- в промышленном производстве использование зерен длинноволокнистого формовочного материала (ДЛМ) в качестве сырья для последующего изготовления конструкций и изделий с повышенными прочностными и химическими свойствами;
- в автомобильной промышленности для производства конструктивных и сложных деталей автомобилей повышенной жесткости, жесткости и легкости;
- и во многих других отраслях и предприятиях, где используются механизмы, конструкции и материалы, отвечающие высоким стандартам химической, диэлектрической и прочностной устойчивости.
Модификации процесса
[ редактировать ]Поскольку материалы протягиваются через матрицу в стандартном процессе пултрузии, этот процесс подходит только для изготовления прямых профилей.
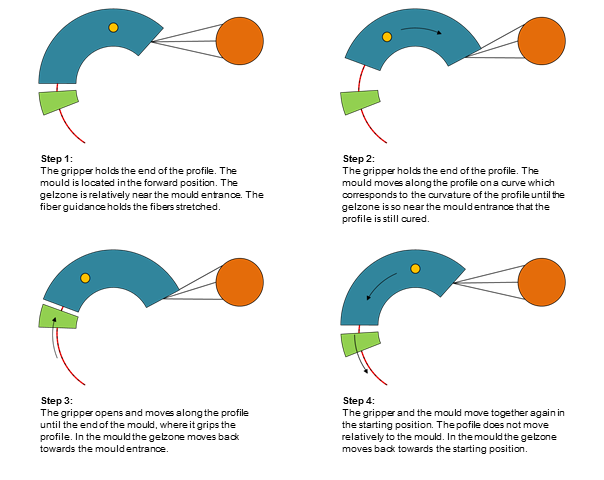
В недавно разработанной модификации процесса, разработанной и запатентованной компанией Thomas GmbH + Co. Technik + Innovation KG, матрица больше не неподвижна, а движется вперед и назад вдоль изготавливаемого профиля. Этот модифицированный процесс, известный как «Радиус-Пултрузия», позволяет также изготавливать двух- и трехмерные изогнутые профили. Он также полезен для ряда задач линейного процесса, особенно если требуется довольно сложное текстильное армирование с низкой степенью деформации.

Оборудование
[ редактировать ]Конструкция пултрузионных машин различается. Два часто используемых типа: возвратно-поступательные (ручные) и непрерывные (кошачья дорожка).
Для процесса радиусной пултрузии компоновка машин имеет две движущиеся ступени, аналогичные ручному тянущему устройству, но поскольку процесс является прерывистым, только с одним съемником, а форма устанавливается на ступень другого. Движение ступеней линейное или круговое зависит от типа изготавливаемых профилей. Минимальный радиус линейной машины с вращающимися ступенями составляет ок. 2 м. Для меньших радиусов необходимо круговое перемещение формы и захвата.
Ссылки
[ редактировать ]

| Базы данных органов управления : Национальные |
|---|