Случай-хардинг
Случай или карбинизация -это процесс введения углерода в поверхность низкоуглеродистого железа или гораздо более низкого уровня углеродистого стали, чтобы позволить ожесточенной поверхности.
Железо, которое имеет содержание углерода, превышающее ~ 0,02%, известно как сталь. Сталь, которая имеет содержание углерода, превышающую ~ 0,25%, может быть прямой затвердевание путем нагрева примерно до 600 ° С, а затем быстро охлаждения, часто погружаясь в воду, это известно как гашение . Утверждение желательно для металлических компонентов, потому что оно дает повышенную прочность и устойчивость к износу, компромисс из того, что закаленная сталь, как правило, более хрупкая и менее податлена, чем когда она находится в более мягком состоянии.
Чтобы произвести твердую кожу на сталях, которые имеют менее 0,2% углерода, углерод может быть введен в поверхность с помощью нагревальной стали в присутствии некоторых веществ, богатых углеродом, такого как порошкообразное уголь или углеводородный газ. Это заставляет углерод диффундировать на поверхность стали. Глубина этого высокого уровня углерода зависит от времени воздействия, но 0,5 мм является типичной глубиной случая. Как только это будет сделано, сталь должна быть нагрета и утолена, чтобы затвердеть эту более высокую углеродную «кожу». Ниже этой кожи стальное ядро будет оставаться мягким из -за низкого содержания углерода.
История
[ редактировать ]Раннее железа плавание использовало цветущие изделия , которые превратили железную руду в металлическое железо, нагревая его в печи, которая сжигает древесину и уголь. Поскольку температура, которые могли быть достигнуты этим методом, обычно были ниже температуры плавления железа, она была по -настоящему выплайкой, а вместо этого превращалась в губчатую металлическую матрицу железа/шлака. Затем этот матрица требовала повторного нагрева и удара, чтобы извлечь как можно большую часть шлака, чтобы получить низкоуглеродистое кованое кованое железо, которое затем можно подвести к инструментам и т. Д. Из-за его низкого содержания углерода, кованое железо вполне совсем довольно Мягкий, так что что -то вроде лезвия ножа не может быть очень острым; Это быстро выпадает и легко сгибается.
По мере того, как методы плавки улучшились, могут быть достигнуты более высокие температуры печи, которые были достаточными для полного расплава железа. Тем не менее, в процессе железо взяло углерод из древесного угля или колы, используемого для его нагрева. Это привело к расплавленному железу с содержанием углерода около 3%, который был назван чугуном . Это жидкое железо может быть разбросано в сложные формы, но из -за его высокого содержания углерода он был очень хрупким, совсем не податливым и совершенно непригодным для чего -то вроде лезвия ножа. Дальнейшая обработка необходима для удаления избыточного углерода из чугуна и создания податливого кованого железа (окончательными событиями этого являются конвертер Bessemer и процесс Siemens ).
После удаления почти всего углерода из чугуна в результате был металл, который был очень податливым и пластичным , но не очень твердым, и не способен быть затвердевшим нагреванием и гашением. Это привело к внедрению затверждения. Получающийся в результате продукт, запечатанный случай, сочетает в себе большую часть килограмм и вязкости сердечника с низкоуглеродистой сталью с твердостью и устойчивостью внешней высокоуглеродистой стальной кожи.
Традиционный метод нанесения углерода на поверхность железа включал упаковку железа в смесь богатого углеродом материалом, такого как наземная кость и древесный уголь , или комбинация кожи , копыта , соли и мочи , все внутри хорошо просеиваемой коробки («Дело»). Затем эта карбинизирующая упаковка нагревается до высокой температуры, но все еще под точкой плавления железа, и оставляет на этой температуре на длину времени. Чем дольше пакет удерживается при высокой температуре, тем глубже углерод будет диффундировать на поверхность. Различные глубины упрочнения желательны для различных целей: острые инструменты нуждаются в глубоком упрочнении, чтобы позволить измельчение и изменение измельчения, не обнажая мягкого ядра, в то время как детали машин, такие как механизм, может потребовать только мелкого отверждения для повышенной сопротивления износа.
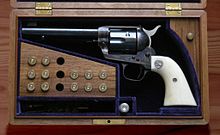
Полученная часть, запорная часть, может показать отдельное изменение цвета поверхности, если углеродный материал является смешанным органическим веществом, как описано выше. Сталь значительно темнеет и показывает пятнистый рисунок черного, синего и фиолетового, вызванного различными соединениями, образованными из примесей в кости и древесном угле. Эта оксидная поверхность работает так же, как синяя , обеспечивая определенную коррозионную стойкость, а также привлекательную отделку. Корпус окраска относится к этому рисунку и обычно встречается как декоративная отделка на огнестрельном оружии .
Стальная сталь, опорная, сочетает в себе экстремальную твердость и крайнюю прочность, которая не легко соответствует однородным сплавам, поскольку твердые гомогенные стали, как правило, хрупкие, особенно те стали, чья твердость зависит только от содержания углерода. Сплав сплав, содержащие никель, хром или молибден, могут иметь очень высокие значения твердости, силы или удлинения, но при большей стоимости, чем упорный элемент с низким углеродным сердечником.
Химия
[ редактировать ]Сам углерод является твердым при температурах, удерживающих случай, и поэтому он неподвижен. Транспортировка на поверхность стали была в качестве газообразного окиси углерода , генерируемого расщеплением карбурбирующего соединения и кислородом, упакованным в герметичную коробку. Это происходит с чистым углеродом, но слишком медленно, чтобы быть работоспособным. Хотя для этого процесса требуется кислород, он повторно циркулируется через цикл СО и может быть выполнен внутри запечатанной коробки («корпус»). Уплотнение необходимо, чтобы остановить CO либо вытекать, либо окисленное до CO 2 избыточным внешним воздухом.
Добавление легко разлагаемого карбонатного «энергии», такого как карбонат бария, разрушается до BAO + CO 2 , и это стимулирует реакцию:
- C (от донора) + co 2 <--> 2 co
Увеличение общей численности СО и активность карбурбирующего соединения. [ 1 ]
Это общеизвестное , что случайное удержание было сделано с костью, но это вводит в заблуждение. Хотя использовалась кость, основным донором углерода был копыт и рог. Кость содержит некоторые карбонаты, но в основном представляет собой фосфат кальция (как гидроксилапатит ). Это не имеет полезного эффекта поощрения производства СО, а также может ввести фосфор в качестве примесь в стальной сплав.
Современное использование
[ редактировать ]Углеродные и сплавные стали подходят для хардирования случай; Обычно используются мягкие стали с низким содержанием углерода , обычно менее 0,3% (см. Простой углеродную сталь для получения дополнительной информации). Эти мягкие стали обычно не отверждаются из -за низкого количества углерода, поэтому поверхность стали химически изменяется для повышения укрепления. Случайная сталь формируется диффузирующим углеродом ( карбинизация ), азотом ( нитридивым ) или бором ( боридинга ) во внешний слой стали при высокой температуре, а затем теплообразующего поверхностного слоя до желаемой твердости.
Термин «хардирование» происходит от практического процесса карбурации, который по сути такой же, как и древний процесс. Стальная работа помещается внутри корпуса, упакованного плотно с помощью корпуса на основе углерода. Это коллективно известно как карбибиризирующий пакет. Пакет помещается в горячую печь в течение переменного времени. Время и температура определяют, насколько глубоко в поверхности простирается упрочнение. Тем не менее, глубина упрочнения в конечном итоге ограничена неспособностью углерода глубоко диффундировать в твердую сталь, а типичная глубина упрочнения поверхности с помощью этого метода составляет до 1,5 мм. Другие методы также используются в современной карбинизации, такие как нагрев в богатой углеродам атмосферу. Маленькие предметы могут быть закреплены на случай повторного отопления с факелом и гашением в среде, богатой углеродом, такими как коммерческие продукты Kasenit / Casenite или «вишневый красный». Более старые составы этих соединений содержат потенциально токсичные цианидные соединения, в то время как более поздние типы, такие как вишневый красный. [ 2 ] [ 3 ]
Процессы
[ редактировать ]Пламя или упрочнение индукции
[ редактировать ]
Пламя или упрочнение индукции -это процессы, в которых поверхность стали очень быстро нагревается до высоких температур (путем прямого применения пламени окси-газа или при индукционном нагревании ), затем быстро охлаждается, обычно используя воду; Это создает «случай» мартенсита на поверхности. Содержание углерода 0,3–0,6 мас.% C необходимо для этого типа упрочнения. В отличие от других методов, пламя или упрочнение индукции не изменяют химический состав материала. Поскольку это просто локализованный процесс теплообработки, они, как правило, полезны только для высокоуглеродистых сталей, которые будут реагировать в достаточной степени, чтобы утолить упрочнение.
Типичные применения предназначены для кандалы блокировки, где внешний слой закален, чтобы быть устойчивым к файлу, и механические зубчатые колеса, где необходимы сетчатые поверхности жесткой передачи. Полем Огношение Flame использует прямое поражение пламени кислого газа на определенную площадь поверхности. Результат процесса упрочнения контролируется четырьмя факторами:
- Дизайн пламенной головы
- Продолжительность нагрева
- Целевая температура должна быть достигнута
- Композиция обработки металла
Карбинизирует
[ редактировать ]Carburizing-это процесс, используемый для стали с тем, что стали, с содержанием углерода от 0,1 до 0,3 мас.% C. В этом процессе железо вводится в окружающую среду, богатую углеродом при повышенных температурах в течение определенного времени, а затем гашет, так что углерод заблокирован в структуре; Одной из более простых процедур является неоднократно нагрев детали с помощью ацетиленового факела, установленного с богатым топливом пламенем и гасит ее в жидкости, богатой углеродом, такой как масло.
Карбинизация-это процесс, контролируемый диффузией, поэтому, чем дольше сталь удерживается в богатой углеродам, тем больше будет проникновение углерода и тем выше содержание углерода. Столковая секция будет иметь содержание углерода достаточно высоко, чтобы его снова можно было затвердеть с помощью пламени или упрочнения индукции.
Можно заработать только часть части, либо защищая остальные, таким как процесс, как медное покрытие, либо путем применения карбибинизирующей среды только к участке детали.
Углерод может поступать из твердого, жидкости или газообразного источника; Если он исходит из твердого источника, процесс называется Carburizing Pack . Упаковка деталей с низким содержанием углеродной стали с углеродистым материалом и нагрев в течение некоторого времени диффундирует углерод во внешние слои. Период отопления в несколько часов может образовывать высокий углеродный слой толщиной около одного миллиметра.
Жидкое карбинизация включает в себя размещение деталей в ванну из расплавленного углеродного материала, часто цианид металла; Газовый карбинизация включает в себя размещение деталей в печи, поддерживаемое богатым метаном интерьером.
Нитринг
[ редактировать ]Нитривое нагревает стальную часть до 482–621 ° C (900–1,150 ° F) в атмосфере аммиачного газа и диссоциированного аммиака. Время, которое часть тратит в этой среде, диктует глубину случая. Твердость достигается путем образования нитридов. Элементы формирования нитридов должны присутствовать для этого метода для работы; Эти элементы включают хром , молибден и алюминий . Преимущество этого процесса состоит в том, что он вызывает небольшое искажение, поэтому часть может быть захручена после погашения, закаленной и обработки. Покате не делается после ниотровки.
Цианидирование
[ редактировать ]Cyaniding-это процесс, который является быстрым и эффективным; Он используется в основном на низкоуглеродистых сталях. Часть нагревается до 871–954 ° C (1600–1749 ° F) в ванне с цианидом натрия , а затем гасили и промывают в воде или масле, чтобы удалить любой остаточный цианид.
- 2NACN + O 2 → 2NACNO
- 2NACNO + до 2 → на 2 CO 3 + CO + N 2
- 2co → co 2 + c
Этот процесс производит тонкую твердую оболочку (от 0,25 до 0,75 мм; 0,0098 и 0,0295 дюймов), которая сложнее, чем то, что производится путем карбубализации, и может быть завершена через 20-30 минут по сравнению с несколькими часами, поэтому у части меньше возможностей для стать искаженным. Обычно он используется на маленьких деталях, таких как болты, гайки, винты и небольшие шестерни. Основным недостатком цианидирования является то, что соли цианидов ядовиты.
Карбонирирование
[ редактировать ]Карбонотридинг похож на цианизировку, за исключением того, что вместо цианида натрия используется газообразная атмосфера аммиака и углеводородов. Если деталь должна быть утолчена, она нагревается до 775–885 ° C (1427–1,625 ° F); Если нет, то деталь нагревается до 649–788 ° C (1200–1,450 ° F).
Ферритная нитрокарбуризация
[ редактировать ]Ферритовые нитрокарбуризирующие диффузии в основном азот и некоторый углерод в случае заготовки ниже критической температуры, приблизительно 650 ° C (1,202 ° F). При критической температуре микроструктура заготовки не преобразуется в аустенитную фазу, а остается в ферритной фазе, поэтому она называется ферритной нитрокарбуризацией.
Приложения
[ редактировать ]Части, которые подвержены высоким давлениям и резким воздействием, все еще обычно увлекаются тем. Примеры включают в себя выстрелы и винтовочные грани или распределительные валы двигателя . В этих случаях поверхности, требующие твердости, могут быть выборочно закалены, оставляя основную часть детали в первоначальном жестком состоянии.
В прошлом огнестрельное оружие было общепринятым предметом, так как им потребовалось точная обработка, лучше всего выполнять на сплаве с низким содержанием углерода, но в то же время требовалась твердость и стойкость к износу более высокого углеродного сплава. Многие современные реплики более старых огнестрельного оружия, в частности, револьверы с одним действием , все еще изготовлены с окрашенными в случаями рамков или с раскраски для случая , что имитирует пятнистый рисунок, оставленный традиционным углем и костяным корпусом.
Еще одно распространенное применение случайного удержания находится на винтах, особенно самосвигающих винтах . Для того, чтобы винты могли просверлить, разрезать и нажать на другие материалы, такие как сталь, точка сверления и образующие резьбы должны быть более трудными, чем материал, в который он бурит. Однако, если весь винт будет равномерно жестко, он станет очень хрупким и легко сломается. Это преодолевается путем обеспечения того, чтобы только поверхность была закалена, а ядро остается относительно мягким и, следовательно, менее хрупким. Для винтов и крепеж, задержание, достигается простой термообработкой, состоящей из нагрева, а затем гашения.
Для профилактики кражи, замки кандалы и цепи часто ухаживают за тем, чтобы противостоять резке, при этом оставаясь менее хрупкой внутри, чтобы сопротивляться воздействию. Поскольку компоненты, закармтиваемые по случаю, трудно машины, они обычно формируются перед закаленным.
Смотрите также
[ редактировать ]- Дифференциальное упрочнение
- Диффузионное упрочнение
- Утолить польский закал
- Выстрелил
- Поверхностная инженерия
- От Стахеля и Эйзена
Ссылки
[ редактировать ]- ^ Хиггинс, Рэймонд А. (1983). Часть I: прикладная физическая металлургия . Инженерная металлургия (5 -е изд.). Ходдер и Стоутон. п. 474. ISBN 0-340-28524-9 .
- ^ Рой Ф. Данлэп (1963). Оружие . Книги Stackpole. ISBN 0-8117-0770-9 .
- ^ Служба корпуса в домашнем гараже Hemmings Sports & Exotic Car - 1 марта 2006 г. - Крейг Фицджеральд
Внешние ссылки
[ редактировать ]- Служба
- Поверхностное затвердевание сталей
- Сталь и металл
- «MIL-S-6090A, Военная спецификация: процесс для сталей, используемых в самолетах, карбибирующих и нитрических» . Министерство обороны США . 7 июня 1971 года. Архивировано из оригинала (PDF) 29 августа 2019 года . Получено 20 июня 2012 года .
| Производство железа ( Ironworks ) |
|  | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Сталь ( Сталелитейный мельница ) |
| ||||||||
| Тепловая обработка |
| ||||||||
| Производство по стране | |||||||||