Фреза
Фрезы — это режущие инструменты, обычно используемые во фрезерных станках или обрабатывающих центрах для выполнения операций фрезерования (а иногда и в других станках ). Они удаляют материал путем перемещения внутри станка (например, шаровая фреза) или непосредственно с формы фрезы (например, формообразующий инструмент, такой как червячная фреза).
Функции
[ редактировать ]
Фрезы бывают разных форм и размеров. Также имеется выбор покрытий, а также переднего угла и количества режущих поверхностей.
- Форма: Сегодня в промышленности используются несколько стандартных форм фрез, которые более подробно описаны ниже.
- Канавки/зубы: Канавки фрезы представляют собой глубокие спиральные канавки, идущие вверх по фрезе, а острое лезвие по краю канавки известно как зуб. Зуб разрезает материал, а стружка этого материала за счет вращения фрезы подтягивается вверх по канавке. На каждую канавку почти всегда приходится один зуб, но у некоторых фрез на каждую канавку приходится по два зуба. [ 1 ] Часто слова «флейта» и «зуб» используются как синонимы. Фрезы могут иметь от одного до многих зубьев, чаще всего два, три и четыре. Обычно чем больше зубьев у фрезы, тем быстрее она может удалять материал. Таким образом, фреза с 4 зубьями может удалять материал в два раза быстрее, чем фреза с двумя зубьями.
- Угол спирали : Канавки фрезы почти всегда винтовые. Если бы канавки были прямыми, весь зуб сразу же ударялся бы о материал, вызывая вибрацию и снижая точность и качество поверхности. Установка канавок под углом позволяет зубу постепенно входить в материал, снижая вибрацию. Как правило, фрезы для чистовой обработки имеют более высокий передний угол (более тугую спираль), чтобы обеспечить лучшее качество обработки.
- Резка по центру: некоторые фрезы могут сверлить материал прямо вниз (врезаться), а другие — нет. Это связано с тем, что у некоторых фрез зубья не доходят до центра торца. Однако эти фрезы могут резать вниз под углом около 45 градусов.
- Черновая или чистовая обработка. Доступны различные типы фрез для срезания большого количества материала с плохим качеством поверхности (черновая обработка) или для удаления меньшего количества материала, но с хорошим качеством поверхности (чистовая обработка). Фреза для черновой обработки может иметь зубчатые зубья для разбивания стружки материала на более мелкие кусочки. Эти зубы оставляют после себя шероховатую поверхность. Финишная фреза может иметь большое количество зубьев (четыре и более) для аккуратного удаления материала. Однако большое количество канавок оставляет мало места для эффективного удаления стружки , поэтому они менее подходят для удаления больших объемов материала.
- Покрытия. Правильные покрытия инструмента могут оказать большое влияние на процесс резания, увеличивая скорость резания и срок службы инструмента, а также улучшая качество поверхности. Поликристаллический алмаз (PCD) — это исключительно твердое покрытие, используемое на резцах, которые должны выдерживать сильный абразивный износ. Инструмент с покрытием PCD может служить до 100 раз дольше, чем инструмент без покрытия. Однако покрытие нельзя использовать при температуре выше 600 градусов С, а также на черных металлах. Инструменты для обработки алюминия иногда имеют покрытие из TiAlN . Алюминий является относительно липким металлом и может привариваться к зубьям инструментов, в результате чего они кажутся тупыми. Однако он не прилипает к TiAlN, что позволяет использовать инструмент гораздо дольше при обработке алюминия.
- Хвостовик: Хвостовик — это цилиндрическая (не рифленая) часть инструмента, которая используется для удержания и размещения его в держателе инструмента. Хвостовик может быть идеально круглым и удерживаться за счет трения, или он может иметь плоскую поверхность Weldon, где установочный винт , также известный как установочный винт , обеспечивает контакт для увеличения крутящего момента без проскальзывания инструмента. Диаметр может отличаться от диаметра режущей части инструмента, чтобы его можно было удерживать стандартным держателем инструмента. § Длина хвостовика также может быть доступна в разных размерах, с относительно короткими хвостовиками (около 1,5x диаметр), называемый «заглушкой», длинный (диаметр 5x), сверхдлинный (диаметр 8x) и очень длинный (диаметр 12x).
Типы
[ редактировать ]Концевая фреза
[ редактировать ]
Концевые фрезы (средний ряд на изображении) — это инструменты, имеющие режущие зубья на одном конце, а также по бокам. Слова «концевая фреза» обычно используются для обозначения фрез с плоским дном, но также включают фрезы с закругленными концами (называемые сферическими ) и радиусные фрезы (называемые закругленными или торическими ). Они обычно изготавливаются из быстрорежущей стали или твердого сплава и имеют одну или несколько канавок. Это наиболее распространенный инструмент, используемый в вертикальной мельнице.
Черновая концевая фреза
[ редактировать ]Черновые концевые фрезы быстро удаляют большое количество материала. В этом типе концевой фрезы используются волнистые зубья, вырезанные по периферии. Эти волнистые зубья действуют как множество последовательных режущих кромок, образуя множество мелких стружек. Это приводит к относительно шероховатой поверхности, но стружка принимает форму коротких тонких участков и с ней легче справиться, чем с более толстой и ленточной частью, в результате чего образуется стружка меньшего размера, которую легче очистить. Во время резки несколько зубьев одновременно контактируют с заготовкой, что снижает вибрацию и вибрацию. Быстрое удаление материала с тяжелыми фрезерными резами иногда называют дроблением . Концевые фрезы для черновой обработки также иногда называют фрезами «риппа» или «риппер».
Резак для шариков
[ редактировать ]Сферические фрезы или шаровые концевые фрезы (нижний ряд на изображении) аналогичны шлицевым сверлам, но концы фрез имеют полусферическую форму . Они идеально подходят для обработки трехмерных фигур в обрабатывающих центрах , например, в пресс-формах и штампах . их иногда называют шаровыми мельницами На цеховом сленге , несмотря на то, что этот термин имеет и другое значение . Они также используются для добавления радиуса между перпендикулярными гранями для уменьшения концентрации напряжений .
Фреза с закругленной головкой фрезерует паз с угловым радиусом, промежуточным между концевой фрезой и шаровой фрезой; например, это может быть фреза диаметром 20 мм с углом радиуса 2 мм. Силуэт по сути представляет собой прямоугольник со срезанными углами (фаской или радиусом).
Слябовой стан
[ редактировать ]
Слябовые фрезы используются либо сами по себе, либо в составе группового фрезерования на ручных горизонтальных или универсальных фрезерных станках для быстрой обработки больших широких поверхностей. На смену им пришли торцевые фрезы с твердосплавными пластинами , которые затем используются в вертикальных фрезах или обрабатывающих центрах.
Боковой фрезер
[ редактировать ]
Боковая фреза имеет режущие зубья как по бокам, так и по окружности. Они изготавливаются разного диаметра и ширины в зависимости от применения. Боковые зубья позволяют фрезе выполнять несбалансированные резы (резка только с одной стороны) без отклонения фрезы, как это происходит с продольно-резательной пилой или шлицевой фрезой (без боковых зубьев).
Фрезы этого форм-фактора были самыми ранними разработанными фрезами. С 1810-х по, по крайней мере, 1880-е годы они были наиболее распространенной формой фрез, тогда как сегодня это различие, вероятно, распространяется на концевые фрезы . Традиционно для фрезерования пазов и канавок используются боковые и торцевые фрезы из быстрорежущей стали.
Эвольвентная зуборезная фреза
[ редактировать ]
· с 10 диаметральными шагами Фреза
· Нарезает шестерни от 26 до 34 зубьев
· 14,5 градусов Угол давления
Есть 8 фрез (за исключением редких половинных размеров), которые нарезают шестерни от 12 зубьев до рейки (бесконечный диаметр).
Варочная панель
[ редактировать ]

Эти фрезы представляют собой тип формообразующего инструмента и используются в зубофрезерных станках для изготовления зубчатых колес. Поперечное сечение зуба фрезы придаст заготовке необходимую форму, если установить соответствующие условия (размер заготовки). Зубофрезерный станок – это специализированный фрезерный станок.
Резьбовая мельница
[ редактировать ]

В то время как червячная фреза выполняет работу так же, как сопряженная шестерня (и постепенно режет заготовку, пока она не достигнет окончательной формы), резьбофреза работает во многом как концевая фреза, перемещаясь вокруг заготовки по винтовой интерполяции.
Торцевая мельница
[ редактировать ]Торцевая фреза — это фреза, предназначенная для торцовки, а не, например, для создания кармана (концевые фрезы). Режущие кромки торцевых фрез всегда расположены вдоль ее сторон. Таким образом, он всегда должен резать в горизонтальном направлении на заданной глубине, выходя за пределы заготовки. Несколько зубьев распределяют нагрузку на стружку, а поскольку зубья обычно представляют собой одноразовые твердосплавные пластины , такая комбинация позволяет выполнять очень крупное и эффективное торцевое фрезерование.
Летучий резак
[ редактировать ]Летучий резак состоит из корпуса, в который одно или два инструмента вставляются . Когда весь блок вращается, режущие кромки инструмента выполняют широкие и неглубокие надрезы. Летучие фрезы аналогичны торцевым фрезам в том, что их назначением является торцевое фрезерование, а их отдельные фрезы заменяемы. Торцевые фрезы более идеальны в различных отношениях (например, жесткость, индексируемость пластин без нарушения эффективного диаметра фрезы или смещения длины инструмента, глубина резания), но, как правило, они дороги, тогда как летучие фрезы очень недороги.
Большинство фрез имеют цилиндрический центральный корпус, вмещающий одну насадку. Обычно это стандартный левосторонний токарный инструмент, который держат под углом от 30 до 60 градусов. Летучие фрезы с двумя насадками не имеют «официального» названия, но их часто называют двухконцевыми фрезами, двухконцевыми фрезами или муховыми стержнями. Последнее название отражает то, что они часто имеют форму стального стержня с прикрепленными на каждом конце насадками для инструментов. Часто эти сверла устанавливаются под прямым углом к главной оси стержня, а геометрия резания обеспечивается с помощью стандартного правостороннего токарного инструмента.
Обычные летучие фрезы (одна насадка, диаметр стрелы обычно менее 100 мм) широко продаются в каталогах станков. Летающие батончики редко продаются в коммерческих целях; они обычно создаются пользователем. Использование муховых стержней, пожалуй, немного более опасно, чем концевые фрезы и обычные фрезы, из-за их большего поворота. Как выразился один машинист, управление маховиком похоже на «работа газонокосилки без деки». [ 2 ] то есть выставленный качающийся резец - это довольно большая возможность подхватить близлежащие ручные инструменты, тряпки, пальцы и так далее. Однако, учитывая, что станок никогда не может безнаказанно проявлять небрежность в отношении вращающихся фрез или заготовок, это просто означает проявление той же осторожности, что и всегда, за исключением немного более высоких ставок. Качественно изготовленные муфты в добросовестных руках обеспечат годы безотказной и экономичной эксплуатации при торцовке больших многоугольных заготовок, таких как блоки штампов и пресс-форм.
Резак для древесины
[ редактировать ]
Фрезы Woodruff используются для прорезания шпоночной канавки под ключ Woodruff .
Полая мельница
[ редактировать ]
Полые фрезы, чаще называемые просто полыми фрезами , по сути представляют собой «концевые фрезы, вывернутые наизнанку». По форме они напоминают кусок трубы (но с более толстыми стенками), режущие кромки находятся на внутренней поверхности. Первоначально они использовались на револьверных токарных станках и винтовых станках в качестве альтернативы точению коробчатым инструментом , а также на фрезерных станках или сверлильных станках для обработки цилиндрической бобышки (например, цапфы ). Полые фрезы можно использовать на современных токарных станках с ЧПУ и станках швейцарского типа . Преимущество использования индексируемой регулируемой полой фрезы на станке швейцарского типа заключается в замене нескольких инструментов. Выполняя несколько операций за один проход, станок не требует размещения других инструментов в инструментальной зоне и повышает производительность.
используются сменные твердосплавные В более совершенных полых фрезах для резки из быстрорежущей стали пластины, хотя по-прежнему используются традиционные лезвия и твердосплавные пластины.
Полое фрезерование имеет преимущество перед другими способами резания, поскольку позволяет выполнять несколько операций. Полая фреза может уменьшить диаметр детали, а также выполнить торцовку , центрирование и снятие фасок за один проход.
Полые фрезы имеют преимущество перед одноточечными инструментами. Несколько лезвий позволяют увеличить скорость подачи вдвое и обеспечить более тесную концентричность. Количество лезвий может составлять от 8 до 3. Для удаления значительного диаметра (черновой обработки) необходимо больше лезвий.
Трепанирование возможно и полой фрезой. Лезвия специальной формы можно использовать на полой фрезе для трепанации диаметров, форм и кольцевых канавок.
Интерполяция также не требуется при использовании полой фрезы; это может привести к значительному сокращению времени производства.
При использовании полой фрезы возможны как выпуклые, так и вогнутые сферические радиусы. Несколько лопастей полой фрезы позволяют изготавливать этот радиус с соблюдением жестких допусков.
Обычно полая фреза используется для подготовки к нарезанию резьбы. Полая фреза позволяет быстро создавать равномерный диаметр предварительной резьбы, повышая производительность.
Регулируемая полая фреза — ценный инструмент даже для небольшого механического цеха, поскольку лезвия можно заменять практически на бесконечное количество возможных геометрий.
Раковинная мельница
[ редактировать ]Модульный принцип
[ редактировать ]
Насадная фреза — это любая из различных фрез (обычно торцевая или концевая фреза), конструкция которой имеет модульную форму, при этом хвостовик (оправка) выполнен отдельно от корпуса фрезы, который называется «оболочкой» и прикрепляется к хвостовик/оправка с помощью любого из нескольких стандартизированных методов соединения.
Этот модульный тип конструкции подходит для больших фрез примерно по той же причине, по которой в больших дизельных двигателях используются отдельные детали для каждого цилиндра и головки, тогда как в двигателе меньшего размера используется одна цельная отливка. Две причины заключаются в том, что (1) для изготовителя более практично (и, следовательно, менее затратно) изготавливать отдельные детали как отдельные усилия, чем обрабатывать все их элементы относительно друг друга, в то время как целое целое является интегрированным (что потребовало бы рабочий диапазон станка большего размера); и (2) пользователь может изменить некоторые части, сохраняя при этом другие части (вместо того, чтобы менять весь блок). Одна беседка (при гипотетической цене 100 долларов США) может служить для разных снарядов в разное время. Таким образом, для 5 различных фрез может потребоваться стоимость оправки всего на 100 долларов США, а не на 500 долларов США, если рабочий процесс цеха не требует их установки всех одновременно. Также возможно, что сломавшийся инструмент сломает только корпус, а не корпус и оправку одновременно. Чтобы также избежать повреждения корпуса, многие фрезы, особенно большего диаметра, имеют еще одну сменную деталь, называемую прокладкой, которая крепится к корпусу, а вставки устанавливаются на прокладку. Таким образом, при небольших повреждениях замене потребуется только вставка и максимум прокладка. Корпус безопасен. Это все равно, что разбить «обычную» концевую фрезу и получить возможность повторно использовать хвостовик, а не потерять его вместе с канавками.
В большинстве выпускаемых сегодня насадных фрез в качестве режущих кромок используются сменные пластины, поэтому хвостовик, корпус и режущие кромки представляют собой модульные компоненты.
Способы монтажа
[ редактировать ]Существует несколько распространенных стандартизированных методов крепления насадных фрез на оправках. Они несколько (не полностью) перекрываются с аналогичным соединением токарных патронов с торцом шпинделя .
Наиболее распространенный тип соединения между кожухом и оправкой включает в себя довольно большой цилиндрический элемент в центре (чтобы корпус располагался концентрично оправке) и два ведущих выступа или хвостовика, которые приводят корпус в движение с положительным зацеплением (например, собачьей муфтой ). Внутри центральной цилиндрической области корпус крепится к оправке одним или несколькими винтами с головкой под торцевой ключ.
Другой тип крепления ракушки – это просто тонкая резьба большого диаметра. Затем корпус привинчивается к оправке точно так же, как задние пластины патрона токарных станков старого образца привинчиваются к передней части шпинделя токарного станка. Этот метод обычно используется на расточных головках диаметром 2 или 3 дюйма, используемых в коленных фрезах. Как и в случае с токарными патронами с резьбовым шпинделем, этот тип монтажа требует, чтобы фреза выполняла резку только в одном направлении вращения. Обычно (т. е. при правосторонней ориентации спирали) это означает только M03 , а не M04 или, в терминологии, существовавшей до появления ЧПУ, «только вперед, никогда назад». Можно использовать левую резьбу, если нужен режим использования с противоположными направлениями (т. е. только M04, а не M03).
Использование
[ редактировать ]Образование стружки
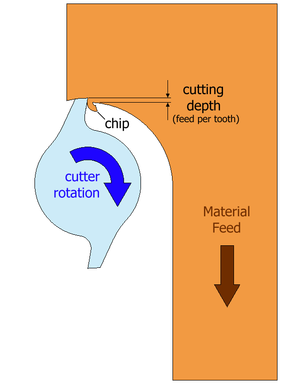
[ редактировать ]Хотя существует множество различных типов фрез, понимание формирования стружки имеет основополагающее значение для использования любой из них. При вращении фрезы в нее подается разрезаемый материал, и каждый зуб фрезы срезает небольшую стружку материала. Достижение правильного размера чипа имеет решающее значение. Размер этого чипа зависит от нескольких переменных.
- Скорость резания поверхности ( Vc )
- Это скорость, с которой каждый зуб прорезает материал при вращении инструмента. Это измеряется либо в метрах в минуту в метрических странах, либо в поверхностных футах в минуту (SFM) в Америке. Типичные значения скорости резания составляют от 10 до 60 м/мин для некоторых сталей и от 100 до 600 м/мин для алюминия. Не следует путать это со скоростью подачи. Это значение также известно как «тангенциальная скорость».
- Скорость шпинделя (S)
- Это скорость вращения инструмента, измеряемая в оборотах в минуту (об/мин). Типичные значения составляют от сотен об/мин до десятков тысяч об/мин.
- Диаметр инструмента (D)
- Количество зубьев (z)
- Подача на зуб (F z )
- Это расстояние, на которое материал подается в фрезу при вращении каждого зуба. Это значение представляет собой размер самого глубокого разреза, который сделает зуб. Типичные значения могут составлять 0,1 мм/зуб или 1 мм/зуб.
- Скорость подачи (F)
- Это скорость, с которой материал подается в фрезу. Типичные значения составляют от 20 мм/мин до 5000 мм/мин.
- Глубина резания
- Это то, насколько глубоко инструмент находится под поверхностью разрезаемого материала (на схеме не показано). Это будет высота производимого чипа. Обычно глубина резания меньше или равна диаметру режущего инструмента.
Машинисту нужны три значения: S , F и глубина, когда он решает, как резать новый материал новым инструментом. Однако ему, вероятно, будут предоставлены значения V c и F z от производителя инструмента. S и F Из них можно рассчитать :
| Скорость шпинделя | Скорость подачи |
|---|---|
| Глядя на формулу скорости шпинделя S, можно увидеть, что более крупные инструменты требуют более низких скоростей шпинделя, в то время как маленькие инструменты могут работать на высоких скоростях. | Формула для скорости подачи F показывает, что увеличение S или z приводит к более высокой скорости подачи. Поэтому станочники могут выбрать инструмент с наибольшим количеством зубьев, который сможет выдержать нагрузку стружки. |


Традиционное фрезерование в сравнении с попутным фрезерованием
[ редактировать ]
Фреза может резать в двух направлениях, иногда называемых «обычным» или «вверх» и «подъем» или «вниз» .
- Традиционное фрезерование (слева): Толщина стружки начинается с нулевой толщины и увеличивается до максимальной. Разрез вначале настолько легкий, что инструмент не режет, а скользит по поверхности материала, пока не достаточное давление создастся и зуб внезапно не надкусится и не начнет резать. Это деформирует материал (точка А на схеме слева), затвердевает и затупляет инструмент. Скольжение и кусание приводят к плохой отделке материала.
- Попутное фрезерование (справа): каждый зуб зацепляет материал в определенной точке, а ширина резания начинается с максимальной и уменьшается до нуля. Стружка располагается позади фрезы, что облегчает удаление стружки. Зуб не трется о материал, поэтому срок службы инструмента может быть увеличен. Однако попутное фрезерование может привести к более высоким нагрузкам на машину, поэтому не рекомендуется для старых фрез или машин, находящихся в плохом состоянии. Этот вид фрезерования применяется преимущественно на фрезах с люфт- устранителем.
Расположение фрезы (компенсация радиуса фрезы)
[ редактировать ]Расположение фрезы — это тема о том, где расположить фрезу, чтобы добиться нужного контура (геометрии) заготовки, при условии, что размер фрезы ненулевой. Наиболее распространенным примером является компенсация радиуса фрезы (CRC) для концевых фрез , где осевая линия инструмента будет смещена от целевого положения на вектор которого , расстояние равно радиусу фрезы и направление которого определяется движением влево/вправо. /обычное, различие вверх/вниз . В большинстве реализаций G-кода CRC управляется от G40 до G42 (отмена G40, G41 влево/подъем, G42 вправо/обычный). Значения радиуса для каждого инструмента вводятся в регистр(ы) смещения оператором или станочником ЧПУ, который затем настраивает их во время производства, чтобы сохранить готовые размеры в пределах допуска . Положение фрезы для 3D-контурной обработки при 3-, 4- или 5-осном фрезеровании с помощью шаровой фрезы легко определяется с помощью программного обеспечения CAM, а не ручного программирования. Обычно векторный вывод CAM подвергается постобработке в G-код с помощью программы постпроцессора, адаптированной к конкретной модели управления ЧПУ. Некоторые системы ЧПУ последних моделей напрямую принимают векторный выходной сигнал и внутренне выполняют преобразование в сервовходы.
Удаление стружки
[ редактировать ]Еще одним важным качеством фрезы, на которое следует обратить внимание, является ее способность справляться со стружкой , образующейся в процессе резки. Если стружка не удаляется так же быстро, как она образуется, канавки засорятся и помешают эффективной резке инструмента, вызывая вибрацию, износ инструмента и перегрев. На удаление стружки влияют несколько факторов, в том числе глубина и угол канавок, размер и форма стружки, поток охлаждающей жидкости и окружающий материал. Это может быть трудно предсказать, но хороший станок будет следить за накоплением стружки и корректировать условия фрезерования, если оно наблюдается.
Выбор
[ редактировать ]Выбор фрезы – задача непростая. Необходимо учитывать множество переменных, мнений и знаний, но, по сути, машинист пытается выбрать инструмент, который будет резать материал в соответствии с требуемыми спецификациями с наименьшими затратами. Стоимость работы складывается из цены инструмента, времени, затраченного фрезерным станком, и времени, затраченного машинистом. Зачастую при работе с большим количеством деталей и длительной обработкой стоимость инструмента оказывается самой низкой из трех затрат.
- Материал: Фрезы из быстрорежущей стали (HSS) — самые дешевые и недолговечные. Кобальтсодержащие быстрорежущие стали обычно обрабатываются на 10% быстрее, чем обычные быстрорежущие стали. Инструменты из цементированного карбида дороже стальных, но служат дольше и работают намного быстрее, поэтому в долгосрочной перспективе они более экономичны. [ нужна ссылка ] Инструменты HSS идеально подходят для многих приложений. Переход от обычного HSS к кобальту HSS и карбиду можно рассматривать как очень хороший, даже лучший и лучший. Использование высокоскоростных шпинделей может полностью исключить использование HSS.
- Диаметр: инструменты большего размера могут удалять материал быстрее, чем маленькие, поэтому обычно выбирается самая большая фреза, которая подойдет для работы. При фрезеровании внутреннего контура или вогнутых внешних контуров диаметр ограничивается размером внутренних кривых. Радиус фрезы должен быть меньше или равен радиусу наименьшей дуги.
- Канавки: большее количество канавок обеспечивает более высокую скорость подачи, поскольку с каждой канавки снимается меньше материала. Но поскольку диаметр сердцевины увеличивается, остается меньше места для стружки, поэтому необходимо выбрать баланс.
- Покрытие: Покрытия, такие как нитрид титана , также увеличивают первоначальную стоимость, но уменьшают износ и увеличивают срок службы инструмента. Покрытие TiAlN уменьшает прилипание алюминия к инструменту, уменьшая, а иногда и устраняя необходимость в смазке.
- Угол спирали: большие углы спирали обычно лучше всего подходят для мягких металлов, а малые углы спирали — для твердых или вязких металлов.
История
[ редактировать ]История фрез тесно связана с историей фрезерных станков . Фрезерование развилось из роторного напильника, поэтому существует непрерывный путь развития между самыми ранними известными фрезами, такими как фрезы Жака де Вокансона примерно 1760-х или 1770-х годов, [ 3 ] [ 4 ] через резцы пионеров фрезерования 1810-1850-х годов ( Уитни , Норт , Джонсон, Нэсмит и др.), [ 5 ] к резцам, разработанным Джозефом Р. Брауном из Brown & Sharpe в 1860-х годах, которые считались отходом от прошлого. [ 6 ] [ 7 ] за большой шаг вперед по грубости зубьев и за геометрию, позволяющую выдерживать последовательные заточки без потери зазора (передняя, боковая и т. д.). Де Врис (1910) [ 7 ] сообщал: «Эта революция в науке о фрезах произошла в Штатах около 1870 года и стала широко известна в Европе во время выставки в Вене в 1873 году . Как бы странно это ни казалось теперь, что этот тип фрез получил повсеместное распространение. и его неоспоримое превосходство над старым европейским типом уже не подвергалось сомнению, к нему относились весьма недоверчиво, а европейские эксперты были весьма сдержанны в выражении своих суждений. этого режущего инструмента, некоторые очень умные и в других отношениях проницательные эксперты и инженеры отнеслись к нему с большим вниманием. Однако, когда Всемирная выставка в Филадельфии в 1876 году продемонстрировала европейским экспертам универсальное и многостороннее применение фрезы с крупным шагом, превзошедшей даже самые оптимистичные ожидания, самые дальновидные инженеры убедились тогда в огромных преимуществах, которые открыло применение нового типа для металлообрабатывающей промышленности, и от с этого времени американский тип продвигался вперед, сначала медленно, но позже быстрыми шагами». [ 8 ]
Вудбери приводит цитаты [ 9 ] патентов на различные достижения в конструкции фрез, в том числе на неравномерное расстояние между зубьями (1867 г.), формы вставных зубьев (1872 г.), спиральную канавку для разделения реза (1881 г.) и другие. Он также приводит цитату о том, как внедрение вертикальных фрез привело к более широкому использованию концевых фрез и фрез. [ 10 ]
Научное исследование Хольца и Де Леу из компании Cincinnati Milling Machine Company. [ 11 ] сделал зубья еще грубее и сделал для фрез то же, что Ф. В. Тейлор сделал для одноточечных фрез в своих знаменитых научных исследованиях по резанию.
См. также
[ редактировать ]Цитаты
[ редактировать ]- ^ Rapid Traverse: Больше зубов на флейту. Архивировано 27 сентября 2007 г. в Wayback Machine.
- ^ Дж. Рэмси, «Максимальный диаметр мухоловки?» , Доска обсуждений PracticeMachinist.com , получено 5 июня 2011 г. .
- ^ Вудбери 1972 , с. 23.
- ^ Роу 1916 , с. 206.
- ^ Вудбери 1972 , стр. 51–52.
- ^ Вудбери 1972 , стр. 51–55.
- ^ Перейти обратно: а б Де Врис 1910 , с. 15.
- ^ Де Врис 1910 , стр. 15–16.
- ^ Вудбери 1972 , с. 54.
- ^ Вудбери 1972 , стр. 54–55.
- ^ Вудбери 1972 , стр. 79–81.
Общая библиография
[ редактировать ]- Де Врис, Д. (1910), Фрезерные станки и практика фрезерования: практическое руководство для производителей, студентов-инженеров и практиков , Лондон: E. & FN Spon . Совместное издание: Нью-Йорк, Spon & Chamberlain, 1910.
- Роу, Джозеф Уикхэм (1916), английские и американские производители инструментов , Нью-Хейвен, Коннектикут: Издательство Йельского университета, LCCN 16011753 . Перепечатано McGraw-Hill, Нью-Йорк и Лондон, 1926 г. ( LCCN 27-24075 ); и Lindsay Publications, Inc., Брэдли, Иллинойс ( ISBN 978-0-917914-73-7 ).
- Вудбери, Роберт С. (1972) [1960], «История фрезерного станка», Исследования по истории станков , Кембридж, Массачусетс, и Лондон: MIT Press, ISBN 978-0-262-73033-4 , LCCN 72006354 . Впервые опубликовано отдельно в виде монографии в 1960 году.
Внешние ссылки
[ редактировать ] СМИ, связанные с фрезерными головками, на Викискладе?
СМИ, связанные с фрезерными головками, на Викискладе?
| Базы данных органов управления : Национальные |
|---|