Винтовая резьба

Винтовая резьба представляет собой спиральную структуру, используемую для преобразования вращательного и линейного движения или силы. Винтовая резьба представляет собой гребень, обернутый вокруг цилиндра или конуса в виде спирали, причем первый называется прямой резьбой, а второй - конической резьбой. Винтовая резьба является важной особенностью винта как простого механизма , а также как резьбового соединения .
Механическое преимущество винтовой резьбы зависит от ее шага , который представляет собой линейное расстояние, которое винт проходит за один оборот. [1] В большинстве случаев шаг винтовой резьбы выбирается таким образом, чтобы трение было достаточным для предотвращения преобразования линейного движения во вращательное, то есть винт не проскальзывает даже при приложении линейной силы, пока не присутствует внешняя вращательная сила. . Эта характеристика важна для подавляющего большинства его применений. Затягивание резьбы крепежного элемента можно сравнить с вбиванием клина в зазор до тех пор, пока он не закрепится за счет трения и небольшой упругой деформации .
Приложения
[ редактировать ]Винтовые резьбы имеют несколько применений:
- Крепление:
- Крепежные детали, такие как шурупы для дерева , пластиковые шурупы, крепежные винты, гайки и болты .
- Соединение резьбовых труб и шлангов между собой, а также с заглушками и арматурой.
- Редуктор с помощью червячной передачи
- перемещение объектов путем преобразования вращательного движения в линейное, как в ходовом винте домкрата Линейное .
- Измерение путем сопоставления линейного движения с вращательным движением (и одновременного его усиления), как в микрометре .
- Оба движущихся объекта линейно и одновременно измеряют движение, совмещая в себе две вышеупомянутые функции, как в ходовом винте токарного станка .
Во всех этих случаях винтовая резьба выполняет две основные функции:
- Он преобразует вращательное движение в линейное.
- Он предотвращает линейное движение без соответствующего вращения.
Дизайн
[ редактировать ]Пол
[ редактировать ]Каждую подходящую пару резьб, внешнюю и внутреннюю , можно описать как наружную и внутреннюю . Вообще говоря, резьба на внешней поверхности считается охватываемой, а резьба на внутренней поверхности – внутренней. Например, винт имеет наружную резьбу, а соответствующее ему отверстие (в гайке или подложке) — внутреннюю. Это свойство называется полом . Сборка крепежа с наружной резьбой с внутренней резьбой называется стыковкой .
Рукава
[ редактировать ]

Спираль нити может закручиваться в двух возможных направлениях, что называется ручностью . Большинство резьб ориентированы таким образом, что резьбовой элемент, если смотреть с точки зрения оси, проходящей через центр спирали, удаляется от наблюдателя, когда его поворачивают по часовой стрелке, и движется к зрителю, когда его поворачивают. против часовой стрелки. Это известно как правосторонняя ( RH ) резьба, поскольку она соответствует правилу правого захвата . Резьбы, ориентированные в противоположном направлении, называются левосторонними ( LH ).
По общему соглашению, правосторонность является стандартным для винтовой резьбы. Поэтому большинство резьбовых деталей и крепежных изделий имеют правостороннюю резьбу. К применениям с левой резьбой относятся:
- Там, где вращение вала приведет к тому, что обычная правосторонняя гайка ослабится, а не затянется из-за приложенного крутящего момента или прецессии, вызванной истиранием . Примеры включают в себя:
- Левая педаль на велосипеде [2]
- Левый шлифовальный круг на шлифовальном станке
- Осевые гайки или реже гайки с проушинами на левой стороне некоторых автомобилей.
- Крепежная гайка на некоторых циркулярных пилах – большой крутящий момент при запуске должен затягивать гайку.
- Шпиндель на головках кустореза и триммера , так что крутящий момент имеет тенденцию затягивать, а не ослаблять соединение.
- Затягиваемая вручную гайка, крепящая лопасть вентилятора к шпинделю двигателя во многих конструкциях настольных и напольных вентиляторов с качающейся поверхностью.
- В сочетании с правой резьбой в талрепах и прижимных шпильках [3]
- В некоторых соединениях подачи газа для предотвращения опасных ошибок, например:
- При газовой сварке для подачи горючего газа используется левая резьба, а для подачи кислорода, если он есть, — обычная резьба.
- Клапан POL для газовых баллонов
- В ситуации, когда ни один конец трубы с резьбой не может быть повернут для затягивания или ослабления соединения (например, в традиционных трубах отопления, проходящих через несколько помещений в здании). В таком случае муфта будет иметь одну правую и одну левую резьбу.
- В некоторых случаях, например, в ранних шариковых ручках , чтобы обеспечить «секретный» метод разборки.
- В артиллерийских снарядах все, что ввинчивается в снаряд, должно учитывать то, что произойдет при выстреле снаряда, например, все, что ввинчивается в основание снизу снаряда, должно иметь левую резьбу.
- В механизмах, обеспечивающих более интуитивное действие, например:
- Ходовой винт поперечной каретки токарного станка , заставляющий поперечную каретку отходить от оператора при повороте ходового винта по часовой стрелке.
- Глубина реза винта металлической рубанки (инструмента) типа «Бейли» (или «Стэнли-Бейли») для перемещения лезвия в направлении регулировочного пальца правой руки.
- Некоторые цокольные лампы и арматура Эдисона (например, те, что раньше использовались в метро Нью-Йорка или до Первой мировой войны Sprague-Thomson на подвижном составе парижского метро ) имеют левую резьбу для предотвращения кражи, поскольку их нельзя использовать. в других светильниках
Форма
[ редактировать ]
Форму поперечного сечения резьбы часто называют ее формой или формой резьбы (также пишется как форма резьбы ). Это может быть квадратная , треугольная , трапециевидная или другая форма. Термины «форма» и «форма резьбы» иногда относятся ко всем аспектам конструкции, взятым вместе (форма поперечного сечения, шаг и диаметры), но обычно относятся к стандартизированной геометрии, используемой винтом. Основные категории резьб включают машинные нити, материальные нити и силовые нити.
Большинство треугольных форм резьбы основаны на равнобедренном треугольнике . Их обычно называют V-образными или V-образными за формы буквы V. из - Для V-образной резьбы с углом 60° равнобедренный треугольник является, точнее, равносторонним . Для контрфорсных нитей треугольник разносторонний .
Теоретический треугольник обычно в разной степени усекается (т. е. обрезается вершина треугольника). V-образная резьба, в которой нет усечения (или его незначительное количество, считающееся незначительным), называется острой V-образной резьбой . Усечение происходит (и кодифицируется в стандартах) по практическим причинам: инструмент для нарезания или формирования резьбы практически не может иметь идеально острую точку, а усечение в любом случае желательно, потому что в противном случае:
- Край режущего или формовочного инструмента слишком легко сломается;
- Вершины резьбы детали или крепежа при резке будут иметь заусенцы и будут слишком восприимчивы к дополнительным заусенцам в будущем, возникающим из-за вмятин (вмятин);
- Основания и гребни сопрягаемых наружной и внутренней резьб должны иметь зазор, чтобы обеспечить правильное соприкосновение наклонных сторон V-образной резьбы, несмотря на погрешность шагового диаметра, а также грязь и заусенцы, вызванные зазубринами.
- Острие формы резьбы не добавляет прочности нити.
В шариковых винтах пары «папа-мама» имеют между собой подшипниковые шарики. В роликовых винтах вместо шариков используются обычные формы резьбы и ролики с резьбой.
Угол
[ редактировать ]Включенный угол, характеризующий форму поперечного сечения, часто называют углом резьбы . Для большинства V-образных резьб стандартно составляет 60 градусов , но можно использовать любой угол. Сечение для измерения этого угла лежит в плоскости, включающей ось цилиндра или конуса, на котором изготовлена резьба.
Ведение, подача и начало
[ редактировать ]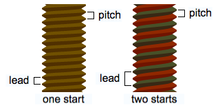

Свинец ( / ˈ l iː d / ) и шаг — тесно связанные понятия. Их можно перепутать, поскольку для большинства винтов они одинаковы. Шаг — это расстояние вдоль оси винта, которое покрывается за один полный оборот резьбы винта (360°). Шаг — это расстояние от гребня одной нити до следующей в той же точке.
Поскольку подавляющее большинство винтовых резьб являются однозаходными , их шаг и шаг одинаковы. Однозаходный означает, что вокруг цилиндра корпуса винта имеется только один «гребень». Каждый раз, когда корпус винта поворачивается на один оборот (360°), он продвигается в осевом направлении на ширину одного гребня. «Двойной старт» означает, что вокруг цилиндра корпуса шнека обернуты два «гребня». [4] Каждый раз, когда корпус винта поворачивается на один оборот (360°), он продвигается в осевом направлении на ширину двух гребней. Другой способ выразить это состоит в том, что шаг и шаг параметрически связаны, и параметр , который их связывает, количество пусков, очень часто имеет значение 1, и в этом случае их соотношение становится равным. В общем, опережение равно шагу, умноженному на количество стартов.
В то время как метрические резьбы обычно определяются их шагом, то есть расстоянием на резьбу, в дюймовых стандартах обычно используется обратная логика, то есть количество витков на заданное расстояние. Таким образом, дюймовая резьба определяется количеством витков на дюйм (TPI). Шаг и TPI описывают одно и то же физическое свойство, но в разных терминах. Когда в качестве единицы измерения шага используется дюйм, TPI является обратной величиной шага, и наоборот. Например, Резьба 1 ⁄ 4 -20 имеет 20 TPI, что означает, что ее шаг равен 1 ⁄ 20 дюйма (0,050 дюйма или 1,27 мм).
расстояние от гребня одной нити до другой, шаг можно сравнить с длиной волны Как . Другая волновая аналогия заключается в том, что высота тона и TPI обратны друг другу, точно так же, как период и частота обратны друг другу.
Грубый против тонкого
[ редактировать ]Грубая резьба — это резьба с большим шагом (меньшее количество витков на осевое расстояние), а мелкая — с меньшим шагом (больше витков на осевое расстояние). Грубая резьба имеет большую форму резьбы по отношению к диаметру винта, тогда как мелкая резьба имеет меньшую форму резьбы по отношению к диаметру винта. Это различие аналогично разнице между грубыми и мелкими зубьями пилы или напильника или между грубой и мелкой зернистостью наждачной бумаги .

Общие стандарты V-образной резьбы ( ISO 261 и Единый стандарт резьбы ) включают крупный и мелкий шаг для каждого основного диаметра. Например, 1 ⁄ 2 -13 относится к серии UNC (Unified National Coarse) и 1 ⁄ 2 -20 относится к серии UNF (Единый национальный штраф). Аналогично, M10 (номинальный внешний диаметр 10 мм) согласно ISO 261 имеет версию с крупной резьбой с шагом 1,5 мм и версию с мелкой резьбой с шагом 1,25 мм.
Термин «грубый» здесь не означает более низкое качество, а термин « тонкий» не означает более высокое качество. Термины, используемые в отношении шага винтовой резьбы, не имеют ничего общего с используемыми допусками (степенью точности) или уровнем мастерства, качества или стоимости. Они просто относятся к размеру резьбы относительно диаметра винта.
Грубая резьба более устойчива к зачистке и поперечному нарезанию резьбы, поскольку у нее большее зацепление по боковой поверхности. Грубая резьба устанавливается гораздо быстрее, так как требует меньше витков на единицу длины. Более тонкие резьбы прочнее, поскольку имеют большую площадь напряжения для резьбы того же диаметра. Тонкая резьба с меньшей вероятностью ослабнет вибрацией, поскольку она имеет меньший угол спирали и обеспечивает более точную регулировку. Более тонкая резьба создает больший предварительный натяг при меньшем моменте затяжки. [5]
Диаметры
[ редактировать ]

Существует три характерных диаметра ( ⌀ ) резьбы: большой диаметр , меньший диаметр и основной диаметр : отраслевые стандарты определяют минимальный (мин.) и максимальный (макс.) пределы для каждого из них для всех признанных размеров резьбы. Минимальные пределы для внешней (или болта , в терминологии ISO) и максимальные пределы для внутренней ( гайки ) размеров резьбы установлены для того, чтобы гарантировать, что резьба не срывается при пределах прочности на разрыв для основного материала. Минимальные пределы для внутренней и максимальные пределы для внешней резьбы предназначены для обеспечения соответствия резьб друг другу.
Основной диаметр
[ редактировать ]Большим диаметром резьбы является больший из двух крайних диаметров, ограничивающих высоту профиля резьбы, поскольку поперечное сечение выполнено в плоскости, содержащей ось резьбы. Для винта это его внешний диаметр (НД). Большой диаметр гайки не может быть измерен напрямую (поскольку ему мешает сама резьба), но его можно проверить с помощью калибра «годен/не годен».
Основной диаметр внешней резьбы обычно меньше, чем основной диаметр внутренней резьбы, если резьба рассчитана на соединение друг с другом. Но само по себе это требование не гарантирует совместимости болта и гайки с одинаковым шагом: такое же требование необходимо предъявлять отдельно для малого и делительного диаметров резьбы. Помимо обеспечения зазора между гребнем резьбы болта и основанием резьбы гайки, необходимо также следить за тем, чтобы зазоры не были настолько чрезмерными, чтобы не привести к выходу из строя крепежных деталей.
Малый диаметр
[ редактировать ]
Меньший диаметр – это нижний крайний диаметр резьбы. Большой диаметр минус меньший диаметр, разделенный на два, равен высоте резьбы. Малый диаметр гайки — это ее внутренний диаметр. Меньший диаметр болта можно измерить с помощью калибра «годен/не годен» или напрямую с помощью оптического компаратора .
Как показано на рисунке справа, резьба с одинаковым шагом и углом, имеющая совпадающие меньшие диаметры, но с разными большим и делительным диаметром, может показаться плотно прилегающей, но это происходит только в радиальном направлении; резьбы, у которых совпадают только основные диаметры (не показаны), также могут рассматриваться как не допускающие радиального перемещения. Ухудшенное состояние материала из-за неиспользуемых промежутков между резьбами необходимо свести к минимуму, чтобы не слишком ослабить крепеж.
Чтобы вставить наружную резьбу в соответствующую внутреннюю резьбу, главный и вспомогательный диаметры внутренней резьбы должны быть немного больше, чем главный и вспомогательный диаметры наружной резьбы. Однако это превышение обычно не отражается в таблицах размеров. Штангенциркулем измеряется внутренний внутренний диаметр (внутренний диаметр, ID), который меньше, чем штангенциркуль для измерения большого диаметра охватываемой детали (наружный диаметр, OD). Например, таблицы размеров суппорта показывают внутренний внутренний диаметр 0,69 и внешний внешний диаметр 0,75 для стандартов резьбы «3/4 SAE J512» и «3/4-14 UNF JIS SAE-J514 ISO 8434-2». [6] Обратите внимание, что внутренняя резьба идентифицируется по соответствующему большому диаметру наружной резьбы (3/4 дюйма), а не по фактическому размеру внутренней резьбы.
Диаметр шага
[ редактировать ]
Делительный диаметр (PD или D 2 ) конкретной резьбы, внутренней или внешней, представляет собой диаметр цилиндрической поверхности, концентрической по оси резьбы, которая пересекает боковые поверхности резьбы в равноудаленных точках. Если смотреть в плоскости поперечного сечения, содержащей ось резьбы, расстояние между этими точками составляет ровно половину шагового расстояния. Аналогичным образом, линия, проходящая параллельно оси и на расстоянии D 2 от нее, «линия PD», разрезает резьбу с острой V-образной формой, имея боковые стороны, совпадающие с боковыми сторонами испытуемой резьбы, ровно на 50%. своей высоты. Мы предположили, что боковые поверхности имеют правильную форму, угол и шаг для указанного стандарта резьбы. Обычно это не связано с большим ( D ) и малым ( D1 ) диаметрами, особенно если гребень и корневые усечения формы острой буквы V на этих диаметрах неизвестны. В идеальном случае D 2 , D и D 1 вместе полностью описывали бы форму резьбы. Знание ПД определяет положение остро-V-образной формы резьбы, стороны которой совпадают с прямыми сторонами боковых сторон резьбы: например, гребень наружной резьбы будет усекать эти стороны радиальным смещением. D − D 2 от положения линии PD.
При условии, что между основанием и гребнем противоположной резьбы имеются умеренные неотрицательные зазоры, а все остальное идеально, если делительные диаметры винта и гайки точно совпадают, между ними в собранном виде вообще не должно быть люфта. даже при наличии положительного зазора между корневыми гребнями. Это тот случай, когда боковые стороны нитей вступают в тесный контакт друг с другом раньше, чем это делают корни и гребни, если вообще это происходит.
Однако на практике это идеальное состояние будет лишь приблизительным и обычно потребует сборки с помощью гаечного ключа, что может привести к истиранию резьбы. По этой причине некоторый допуск обычно необходимо предусмотреть или минимальную разницу между PD внутренней и внешней резьбы, чтобы исключить возможность отклонений от идеальной формы резьбы, вызывающих помехи , и ускорить ручную сборку до длины обручение. Такие допуски, или принципиальные отклонения , как их называют стандарты ИСО, предусмотрены в различной степени в соответствующих классах посадки для диапазонов размеров резьбы. С одной стороны, класс не предусматривает никаких допусков, но максимальный диаметр внешней резьбы указан таким же, как минимальный диаметр внутренней резьбы, в пределах установленных допусков, гарантируя, что они могут быть собраны с некоторым зазором. соответствие все еще возможно из-за предела допуска. Класс, называемый посадкой с натягом, может даже предусматривать отрицательные припуски, когда PD винта больше, чем PD гайки, по крайней мере, на величину припуска.
Шаговый диаметр наружной резьбы измеряется различными методами:
- Специальный тип микрометра , называемый резьбовым микрофоном или микрофоном шага, который имеет V-образную наковальню и конический кончик шпинделя, контактирует с боковыми сторонами резьбы для прямого считывания.
- Микрометр общего назначения (плоская наковальня и шпиндель) используется для набора из трех проволок, опирающихся на боковые стороны резьбы, и из показаний вычитается известная константа. (Провода на самом деле представляют собой калиброванные штифты, отшлифованные до точного размера, хотя их общее название — «провода».) Этот метод называется трехпроводным методом. Иногда для удержания проводов на месте используется смазка, помогающая пользователю установить деталь, микрофон и провода в нужное положение.
- Оптический компаратор также может использоваться для графического определения ЧР.
Классы посадки
[ редактировать ]Способ соединения наружной и внутренней резьбы, включая люфт и трение, классифицируется (классифицируется) в стандартах резьбы. Достижение определенного класса посадки требует умения работать в пределах допусков на размер (размер) и качество поверхности . Определение и достижение классов соответствия важны для взаимозаменяемости . Классы включают 1, 2, 3 (от свободного до плотного); А (внешний) и Б (внутренний); и различные системы, такие как ограничения H и D.
Классы толерантности
[ редактировать ]Ограничение потока
[ редактировать ]Предел резьбы или предел диаметра шага — это стандарт, используемый для классификации допуска диаметра шага резьбы для метчиков . Для дюймовой системы используются пределы H или L, которые определяют, на сколько единиц 0,0005 дюйма больше или меньше среднего диаметра от его базового значения соответственно. Таким образом, метчик, обозначенный пределом H, равным 3, обозначаемый H3 , будет иметь средний диаметр на 0,0005 × 3 = 0,0015 дюйма больше, чем базовый шаговый диаметр, и, таким образом, это приведет к нарезанию внутренней резьбы с более свободной посадкой, чем, скажем, у метчика H2. В метрической системе используются пределы D или DU, которые являются той же системой, что и британская, но используются обозначения D или DU для обозначения большего и меньшего размера соответственно, и используются единицы измерения 0,013 мм (0,51 мил). [7] Обычно отводы бывают в диапазоне от H1 до H5 и редко L1.
Шаговый диаметр резьбы измеряется там, где радиальное сечение одиночной резьбы равно половине шага, например: 16-шаговая резьба = 1 ⁄ 16 дюйма = 0,0625 шага. Фактический шаг резьбы измеряется при радиальном сечении, равном 0,03125 дюйма.
Взаимозаменяемость
[ редактировать ]Чтобы добиться предсказуемо успешного соединения наружной и внутренней резьбы и гарантированной взаимозаменяемости между наружной и внутренней резьбой, должны существовать и соблюдаться стандарты формы, размера и отделки. Стандартизация потоков обсуждается ниже.
Глубина резьбы
[ редактировать ]Резьбу винта почти никогда не делают идеально острой (без усечения на вершине или основании), а вместо этого ее усекают, в результате чего конечная глубина резьбы может быть выражена как часть значения шага. Стандарты UTS и ISO кодифицируют объем усечения, включая диапазоны допусков.
Идеально острая V-образная резьба с углом 60° будет иметь глубину резьбы («высоту» от основания до вершины), равную 0,866 шага. Этот факт присущ геометрии равностороннего треугольника — прямой результат основных тригонометрических функций . Он не зависит от единиц измерения (дюймы или мм). Однако резьбы UTS и ISO не являются острыми. Большой и меньший диаметры ограничивают усечения по обе стороны от острой буквы V.
Номинальный диаметр метрической (например, M8) и унифицированной (например, Резьба 5 ⁄ 16 дюйма — это теоретический большой диаметр наружной резьбы, которая обрезается (диаметрически) на 0,866 ⁄ 4 шага от размера вершин «основных» (острых углов) треугольников. Получающиеся лыски на гребнях наружной резьбы теоретически имеют ширину в одну восьмую шага (выраженную обозначением 1 ⁄ 8 p или 0,125 p ), хотя фактическое определение геометрии имеет больше переменных. Полная (100%) резьба UTS или ISO имеет высоту около 0,65 p .
Потоки можно (и часто делают) усекать еще немного, в результате чего глубина резьбы составляет от 60% до 75% от значения 0,65p . Например, резьба с плотностью 75% жертвует лишь небольшим количеством прочности в обмен на значительное снижение силы, необходимой для нарезания резьбы. В результате снижается износ метчиков и штампов , уменьшается вероятность поломки и часто можно использовать более высокие скорости резания.
Это дополнительное усечение достигается за счет использования метчика немного большего размера в случае внутренней резьбы или путем небольшого уменьшения диаметра резьбовой области заготовки в случае наружной резьбы, причем последнее эффективно уменьшает основной диаметр резьбы . В случае внутренней резьбы в таблицах метчиков обычно указаны размеры, при которых будет получена резьба примерно 75%. Резьба 60% может быть уместна в тех случаях, когда не ожидается высокая растягивающая нагрузка. В обоих случаях на диаметр шага это не влияет. Баланс между усечением и прочностью резьбы аналогичен многим инженерным решениям, включающим прочность, вес и стоимость материала, а также стоимость его обработки.
Конус
[ редактировать ]Коническая резьба используется на крепежах и трубах. Типичным примером крепежа с конической резьбой является шуруп по дереву .
Трубы с резьбой, используемые в некоторых сантехнических установках для подачи жидкостей под давлением, имеют резьбовую часть слегка конической формы . Примерами являются серии NPT и BSP . Уплотнение, обеспечиваемое резьбовым соединением трубы, создается, когда конический конец с внешней резьбой затягивается на конец с внутренней резьбой. Для большинства соединений труб хорошая герметизация требует нанесения на соединение отдельного герметика, такого как лента для уплотнения резьбы , или жидкого или пастообразного герметика для труб, такого как трубная смазка .
История
[ редактировать ]Идея винтовой резьбы, по-видимому, впервые пришла в голову Архимеду , который кратко написал о спиралях, а также разработал несколько простых устройств, применяющих принцип винта. Леонардо да Винчи понял принцип работы винта и оставил рисунки, показывающие, как можно нарезать резьбу машиной. В 1500-х годах в немецких часах появились винты, которые использовались для крепления доспехов. В 1569 году Бессон изобрел токарно-винторезный станок , но этот метод не получил распространения, и еще 150 лет винты продолжали изготавливать в основном вручную. Производство винтов началось в Англии в 1800-х годах во время промышленной революции . В те времена не было такого понятия, как стандартизация. Болты одного производителя не подойдут к гайкам другого. [8]
Стандартизация
[ редактировать ]
Стандартизация винтовой резьбы развивалась с начала девятнадцатого века, чтобы облегчить совместимость между различными производителями и пользователями. Процесс стандартизации все еще продолжается; в частности, до сих пор широко используются конкурирующие стандарты метрической и дюймовой резьбы (в остальном идентичные). [9] Стандартные резьбы обычно обозначаются короткими буквенными кодами (M, UNC и т. д.), которые также образуют префикс стандартизированных обозначений отдельных резьб.
Дополнительные стандарты на продукцию определяют предпочтительные размеры резьбы для винтов и гаек, а также соответствующие размеры головок болтов и гаек, чтобы облегчить совместимость гаечных ключей (гаечных ключей) и других инструментов.
Стандартные резьбы ISO
[ редактировать ]Наиболее распространенной резьбой является метрическая резьба ISO (M) для большинства целей и резьба BSP (R, G) для труб.
Они были стандартизированы Международной организацией по стандартизации (ISO) в 1947 году. Хотя метрические резьбы были в основном унифицированы в 1898 году Международным конгрессом по стандартизации винтовых резьб, отдельные стандарты метрической резьбы использовались во Франции, Германии и Японии, а У швейцарцев был набор ниток для часов.
Другие действующие стандарты
[ редактировать ]В определенных приложениях и определенных регионах по-прежнему широко используются резьбы, отличные от метрической ISO, иногда из-за особых требований применения, но в основном по причинам обратной совместимости :
- Унифицированный стандарт резьбы (UTS) является доминирующим стандартом резьбы, используемым в США и Канаде. Это определено в стандарте ANSI/ASME B1.1 «Унифицированная дюймовая винтовая резьба» (форма резьбы UN и UNR) . В некоторых случаях продукция по-прежнему производится в соответствии со старой серией американских национальных стандартов , которая имеет немного другие спецификации и технически устарела с 1949 года. Старый национальный стандарт совместим с новым унифицированным стандартом, но давно устарел. [10] Этот единый стандарт включает в себя:
- Unified Coarse (UNC), преемник устаревшей резьбы National Coarse (NC).
- Unified Fine (UNF), преемник устаревшей темы National Fine (NF).
- Унифицированный сверхтонкий (UNEF)
- Унифицированный специальный (UNS)
- Национальная трубная резьба , используемая в Северной Америке для нескольких целей.
- Национальный трубный конус (NPT)
- National Pipe Taper Fuel (NPTF), также известный как Dryseal, улучшенная версия NPT с улучшенной герметизацией.
- Фитинги для перил National Pipe Taper (NPTR)
- Прямая муфта National Pipe (NPSC)
- National Pipe Straight Mechanical (NPSM)
- Прямая контргайка National Pipe (NPSL)
- Прямошланговая муфта National Pipe (NPSH)
- British Standard Whitworth (BSW), а также для других резьб Whitworth, включая:
- Британский стандартный штраф (BSF)
- Институт инженеров велосипедного транспорта (CEI) или Британский стандартный цикл (BSC)
- Британская стандартная трубная резьба (BSP), существующая в коническом и неконусном вариантах; используется и для других целей
- Британский стандартный трубный конус (BSPT)
- Резьба Британской ассоциации (BA), в основном электронные/электрические, счетчики с подвижной катушкой и для крепления оптических линз.
- Британская стандартная контрфорсная резьба (BS 1657:1950)
- Британский стандарт на свечи зажигания BS 45:1972.
- Британский стандарт, латунь, резьба 26 TPI с фиксированным шагом.
- Нитки Института стеклянной упаковки (GPI), в первую очередь для стеклянных бутылок и флаконов.
- Силовая резьба
- Резьба Королевского микроскопического общества (RMS), также известная как резьба общества , представляет собой специальную форму резьбы Уитворта диаметром 0,8 дюйма × 36 ниток на дюйм (TPI), используемую для объективов микроскопа .
- Микрофонные стойки :
- 5 ⁄ 8 дюймов, 27 ниток на дюйм (TPI), унифицированная специальная резьба (UNS, США и остальной мир)
- 1 ⁄ 4 дюйма BSW (не распространено в США, но используется в остальном мире)
- BSW 3 ⁄ 8 дюйма (не распространен в США, но используется в остальном мире)
- Болты подвески сценического освещения (только в некоторых странах; некоторые стали полностью метрическими, другие, такие как Австралия, вернулись к резьбе BSW или так и не были полностью преобразованы):
- 3 ⁄ 8 -дюймовый BSW для более легких светильников
- 1/2 светильников дюйма BSW для более тяжелых
- Резьба самонарезающего винта (ST) – ISO 1478
- Аэрокосмическая дюймовая резьба (UNJ) – ISO 3161, контролируемый радиус впадины наружной резьбы для большей усталостной прочности и больший наружный диаметр внутренней резьбы для устранения радиуса.
- Метрическая резьба для аэрокосмической отрасли (MJ) – ISO 5855
- Резьба ниппеля шины (V) – ISO 4570
- Металлические костные винты (HA, HB) – ISO 5835
- Panzergewinde (Pg) (немецкий) — это старая немецкая резьба 80° (DIN 40430), которая использовалась до 2000 года в некоторых электроустановочных изделиях в Германии.
- Fahrradgewinde (Fg) (англ. «велосипедная резьба») — это немецкий стандарт велосипедной резьбы (согласно DIN 79012 и DIN 13.1), который включает в себя множество резьб CEI и BSC, повсеместно используемых на велосипедах и мопедах ( http://www.fahrradmonteur. de/fahrradgewinde.php )
- Цоколь Эдисона лампы накаливания Резьба патрона
- Соединение пожарного шланга ( стандарт NFPA 194)
- Резьба для шланговых муфт (ANSI/ASME B1.20.7-1991 [R2003]) для садовых шлангов и аксессуаров.
- Нить Львиного Сердца , [11] немецкая метрическая резьба, используемая для измерительных приборов. [12]
- Нить для швейной машины [13]
История стандартизации
[ редактировать ]


Первая исторически важная стандартизация винтовой резьбы внутри компании началась с Генри Модслея около 1800 года, когда современный токарно-винторезный станок сделал сменные винты с V-образной резьбой практичным товаром. [14] В течение следующих 40 лет стандартизация продолжала происходить на внутри- и межфирменном уровне. [15] Без сомнения, многие механики той эпохи разделяли этот дух времени; Джозеф Клемент был одним из тех, кого отметила история.
В 1841 году Джозеф Уитворт создал дизайн, который благодаря его принятию многими британскими железнодорожными компаниями стал стандартом для Соединенного Королевства и Британской империи, под названием British Standard Whitworth . В период с 1840-х по 1860-е годы этот стандарт часто использовался и в Соединенных Штатах, в дополнение к множеству внутри- и межфирменных стандартов. В апреле 1864 года Уильям Селлерс доклад представил Институту Франклина в Филадельфии , в котором предлагал новый стандарт для замены плохо стандартизированной практики резьбы в США. Селлерс упростил конструкцию Витворта, приняв профиль резьбы 60° и сплющенный кончик (в отличие от угла Уитворта 55° и закругленного кончика). [16] [17] Угол 60° уже широко использовался в Америке. [18] но система Селлерса обещала сделать ее и все другие детали формы резьбы согласованными.
Нить Селлерса, более простая в производстве, стала важным стандартом в США в конце 1860-х и начале 1870-х годов, когда она была выбрана в качестве стандарта для работ, выполняемых по правительственным контрактам США, а также была принята в качестве стандарта весьма влиятельными железнодорожными компаниями. отраслевые корпорации, такие как Baldwin Locomotive Works и Pennsylvania Railroad . Его переняли другие фирмы, и вскоре он стал национальным стандартом США. [18] позже стал широко известен как стандартная резьба США (резьба USS). В течение следующих 30 лет стандарт был дополнительно определен, расширен и превратился в набор стандартов, включая National Coarse (NC), National Fine (NF) и National Pipe Taper (NPT).
Тем временем в Великобритании Британской ассоциацией также были разработаны и усовершенствованы резьбы для небольших приборов и электрооборудования. Они были основаны на метрической резьбе Тьюри , но, как и Уитворт и т. д., были определены с использованием британских единиц .
В то время в континентальной Европе были хорошо известны британские и американские формы резьбы, но также метрической развивались различные стандарты резьбы, в которых обычно использовались профили 60 °. Некоторые из них превратились в национальные или квазинациональные стандарты. В основном они были унифицированы в 1898 году Международным конгрессом по стандартизации винтовых резьб в Цюрихе , который определил новые международные стандарты метрической резьбы как имеющие тот же профиль, что и резьба Селлерса, но с метрическими размерами. В начале 20-го века были предприняты попытки убедить правительства США, Великобритании и Канады принять эти международные стандарты резьбы и метрическую систему в целом, но они потерпели неудачу, аргументируя это тем, что капитальные затраты на необходимое переоснащение приведут к некоторому увеличению производительности. фирмы от прибыли к убыткам и тормозят экономику.
Где-то между 1912 и 1916 годами Общество автомобильных инженеров (SAE) создало «серию SAE» размеров винтовой резьбы, отражающую происхождение от более ранних стандартов USS и Американского общества инженеров-механиков (ASME).
В конце 19 — начале 20 веков инженеры обнаружили, что обеспечение надежной взаимозаменяемости винтовой резьбы — многогранная и сложная задача, которая не так проста, как стандартизация большого диаметра и шага для определенной резьбы. Именно в то время более сложный анализ прояснил важность таких переменных, как диаметр делителя и качество поверхности.
был проделан огромный объем инженерных работ На протяжении Первой мировой войны и в последующий межвоенный период в целях обеспечения надежной взаимозаменяемости. Были стандартизированы классы посадки, разработаны новые способы создания и контроля резьбы (например, производственные резьбошлифовальные станки и оптические компараторы ). Поэтому теоретически можно было ожидать, что к началу Второй мировой войны проблема взаимозаменяемости резьбы винтов будет уже полностью решена. К сожалению, это оказалось ложью. Внутринациональная взаимозаменяемость была широко распространена, но международная взаимозаменяемость была менее распространена. Проблемы с отсутствием взаимозаменяемости американских, канадских и британских деталей во время Второй мировой войны привели к попытке унифицировать дюймовые стандарты среди этих тесно связанных стран, и Единый стандарт резьбы был принят комитетами по стандартизации винтовой резьбы Канады. Соединенное Королевство и Соединенные Штаты, 18 ноября 1949 года, в Вашингтоне, округ Колумбия. , с надеждой, что они будут приняты повсеместно. (Исходный стандарт UTS можно найти в публикации ASA (ныне ANSI), том 1, 1949 г.) UTS состоит из унифицированного грубого (UNC), унифицированного тонкого (UNF), унифицированного сверхтонкого (UNEF) и унифицированного специального (UNS) . Этот стандарт получил широкое распространение в Великобритании, хотя небольшое количество компаний продолжало использовать собственные британские стандарты для микровинтов Whitworth (BSW), British Standard Fine (BSF) и Британской ассоциации (BA).
Однако на международном уровне метрическая система затмила дюймовые единицы измерения . В 1947 году была основана ISO; на основе метрики а в 1960 году была создана Международная система единиц (сокращенно СИ от французской Système International ). Поскольку континентальная Европа и большая часть остального мира перешли на метрическую резьбу SI и ISO, Великобритания постепенно склонилась в том же направлении. Метрическая резьба ISO в настоящее время является стандартом, принятым во всем мире и постепенно вытесняющим все прежние стандарты, включая UTS. В США, где UTS все еще распространен, более 40% продукции содержат по крайней мере некоторое количество метрической резьбы ISO. Великобритания полностью отказалась от своих обязательств по UTS в пользу метрической резьбы ISO, а Канада находится между ними. Глобализация отраслей оказывает давление на рынок в пользу постепенного отказа от стандартов меньшинств. Хорошим примером является автомобильная промышленность ; Американские заводы автозапчастей уже давно научились соответствовать стандартам ISO, и сегодня очень немногие детали для новых автомобилей сохраняют размеры в дюймах, независимо от того, производятся ли они в США.
Даже сегодня, спустя более полувека с тех пор, как UTS заменил серии USS и SAE, компании по-прежнему продают оборудование с такими обозначениями, как «USS» и «SAE», чтобы показать, что оно имеет дюймовые размеры, а не метрические. Большая часть этого оборудования действительно производится для UTS, но терминология маркировки и каталогизации не всегда точна.
Инженерный чертеж
[ редактировать ]В американских инженерных чертежах ANSI Y14.6 определяет стандарты обозначения резьбовых деталей. Детали обозначаются номинальным диаметром (номинальным большим диаметром резьбы), шагом (числом витков на дюйм) и классом посадки резьбы. Например, «.750-10 UNC-2A» — это охватываемая резьба (A) с номинальным большим диаметром 0,750 дюйма, 10 витков резьбы на дюйм и посадкой класса 2; «.500-20 UNF-1B» будет внутренней резьбой (B) с номинальным большим диаметром 0,500 дюйма, 20 резьбами на дюйм и посадкой класса 1. Стрелка указывает от этого обозначения на рассматриваемую поверхность. [19]
Производство
[ редактировать ]
Существует множество способов создания винтовой резьбы, в том числе традиционные вычитательные виды (например, различные виды нарезания [одноточечная, метчики, штамповые головки, фрезерование]; формовка; литье [литье под давлением, литье в песчаные формы]; формовка и прокатка, а иногда и притирка вслед за другими процессами; новые аддитивные технологии ; и их комбинации.
Инспекция
[ редактировать ]Другой распространенной точкой проверки является прямолинейность болта или винта. Эта тема часто возникает, когда возникают проблемы со сборкой с предварительно просверленными отверстиями, поскольку первая точка устранения неполадок — определить, неисправен ли крепеж или отверстие. Для решения этой проблемы был разработан ASME B18.2.9 «Измеритель прямолинейности и контроль болтов и винтов». В рамках стандарта он описывает калибр и процедуру проверки прямолинейности болтов и винтов при максимальном состоянии материала (MMC) и предоставляет пределы по умолчанию, если они не указаны в применимом стандарте на продукцию.
См. также
[ редактировать ]Примечания
[ редактировать ]- ^ Бернэм, Рубен Уэсли (1915). Математика для машинистов . Джон Уайли и сыновья, Инкорпорейтед. п. 137 . Проверено 4 апреля 2018 г. - из Интернет-архива.
- ^ Браун, Шелдон . «Велосипедный словарь: Педаль» . Шелдон Браун . Проверено 19 октября 2010 г.
- ^ «Резьбовая шпилька / сталь / зажимная – S&W Manufacturing Co., Inc» . www.directindustry.com . Проверено 4 апреля 2018 г.
- ^ Бхандари, с. 205.
- ^ «Грубая резьба против тонкой резьбы» . katonet.com .
- ^ «Определение резьб и разъемов» . Компоненты Эссентры . Проверено 05 марта 2021 г.
- ^ Грин, Роберт, изд. (1996). Справочник машиностроителя (25-е изд.). Промышленная пресса. п. 893. ИСБН 0-8311-2575-6 .
- ^ Инженерная графика . Гизеке, Фредерик Э. (Фредерик Эрнест), 1869–1953. (4-е изд.). Нью-Йорк: Макмиллан. 1987. ISBN 0023427604 . OCLC 13498926 .
{{cite book}}: CS1 maint: другие ( ссылка ) - ^ «Американский национальный стандарт против единого дюймового стандарта» . Проверено 14 марта 2019 г.
- ^ www.mipraso.de, Михаэль Прандл. «Нить Львиного Сердца» . www.gewinde-normen.de . Проверено 4 апреля 2018 г.
- ^ Риффель 1988 , с. 1603.
- ^ www.mipraso.de, Михаэль Прандл. «Нить для швейной машины (Nähnorm 100)» . www.gewinde-normen.de . Проверено 4 апреля 2018 г.
- ^ Квентин Р. Скрабец-младший (2005). «Металлургический век: викторианский расцвет изобретений и промышленной науки». п. 169. МакФарланд
- ^ Роу 1916 , стр. 9–10.
- ^ «125-летие ASME: Особое обозначение ориентиров 2005 г.: глубокое влияние на нашу жизнь: стандартные винтовые резьбы США» . asme.org . Архивировано из оригинала 13 июня 2005 года . Проверено 4 апреля 2018 г.
- ^ Роу 1916 , стр. 248–249.
- ^ Перейти обратно: а б Роу 1916 , с. 249.
- ^ Уилсон, стр. 77–78 (номера страниц могут быть из более раннего издания).
Ссылки
[ редактировать ]- Бхандари, В.Б. (2007), Проектирование элементов машин , Тата МакГроу-Хилл, ISBN 978-0-07-061141-2 .
- Дегармо, Э. Пол; Блэк, Джей Т.; Кохсер, Рональд А. (2003), Материалы и процессы в производстве (9-е изд.), Wiley, ISBN 0-471-65653-4 .
- Оберг, Эрик; Джонс, Франклин Д.; Хортон, Холбрук Л.; Райффель, Генри Х. (1996), Грин, Роберт Э.; Макколи, Кристофер Дж. (ред.), Справочник машинного оборудования (25-е изд.), Нью-Йорк: Industrial Press , ISBN 978-0-8311-2575-2 , OCLC 473691581 .
- Роу, Джозеф Уикхэм (1916), английские и американские производители инструментов , Нью-Хейвен, Коннектикут: издательство Йельского университета, LCCN 16011753 . Перепечатано McGraw-Hill, Нью-Йорк и Лондон, 1926 г. ( LCCN 27-24075 ); и Lindsay Publications, Inc., Брэдли, Иллинойс ( ISBN 978-0-917914-73-7 ).
- Райффель, Генри Х.; и др. (1988), Справочник машинного оборудования (23-е изд.), Нью-Йорк: Industrial Press, ISBN 978-0-8311-1200-4 .
- Уилсон, Брюс А. (2004), Определение размеров и допусков при проектировании (4-е изд.), Гудхарт-Уилкокс, ISBN 1-59070-328-6 .