Винт


Винт способная - это спиральная резьбовая застежка, быть затянувшейся или высвобожденной скручивающей силой ( крутящий момент ) к голове . Наиболее распространенное использование винтов - удерживать объекты вместе, и есть много форм для различных материалов. Винты могут быть вставлены в отверстия в собранные детали, или винт может образовывать собственную резьбу. [ 1 ] Разница между винтом и болтом состоит в том, что последний предназначен для затягивания или освобождения затяжения гайки путем .
Винтовая головка на одном конце имеет измельченный слот, который обычно требует инструмента для передачи силы скручивания. Общие инструменты для вождения винтов включают отвертки , ключи , монеты и шестигранные клавиши . Голова обычно больше корпуса, которое обеспечивает поверхность подшипника и не дает винту глубже его длины; Исключением является установленный винт (он же Grub Vint ). Цилиндрическая часть винта от нижней части головки до кончика называется хвостовиком ; Он может быть полностью или частично зарисован с расстоянием между каждым потоком, называемым шагом . [ 2 ] [ 3 ]
Большинство винтов затягиваются по часовой стрелке, которое называется правой резьбой . [ 4 ] [ 5 ] Винты с левой резьбой используются в исключительных случаях, например, где винт будет подвергаться против часовой стрелки крутящему моменту , который будет иметь тенденцию ослабить правый винт. По этой причине левая педаль велосипеда имеет левую нить . [ 6 ]
Механизм винта является одной из шести классических простых машин, определенных учеными Ренессанса . [ 7 ] [ 8 ] [ 9 ]
История
[ редактировать ]

Застежки стали широко распространенными, связанными с такими понятиями, как и булавки, веретки , смерти и асфальтирования ласточки , дюбели узлов . Винт был одной из последних простых машин, которые будут изобретены. [ 10 ] Впервые он появился в Месопотамии во время неоассирийского периода (911-609) до н.э. [ 11 ] а затем появился в древнем Египте и Древней Греции [ 12 ] [ 13 ] где это было описано греческим математиком Архитами Тарентума (428–350 г. до н.э.). К 1 -м веку до нашей эры деревянные винты обычно использовались во всем средиземноморском мире в винтовых прессах для нажатия оливкового масла от оливок и для нажатия сока из винограда в виноделии . Первая документация отвертки находится в средневековом домохозяйстве замка Вулфегга , рукописи, написанной где -то между 1475 и 1490 годами. [ 14 ] Однако они, вероятно, не стали широко распространенными до 1800 года, после того, как резьбовые застежки стали коммодифицированными. [ 15 ]
Металлические винты, используемые в качестве крепежных изделий, были редко в Европе до 15 -го века, если вообще известны. [ 16 ] Металлический винт не стал общим закреплением до тех пор, пока массовом сталкивались в производстве до конца 18 -го века. Это развитие расцвело в 1760 -х и 1770 -х годах. [ 17 ] по двум отдельным путям, которые вскоре сходились : [ 18 ]
Первый путь был впервые заправлен братьями и Уильямом Уайеттом из Стаффордшира , Великобритания, [ 19 ] который в 1760 году запатентовал машину, которую сегодня можно лучше назвать винтовую машину раннего и предварительного вида. Он использовал свинцовый винт, чтобы направить резак для создания желаемого шага, [ 19 ] И слот был вырезан с помощью поворотного файла, в то время как главный шпиндель оставался неподвижно (представляет живые инструменты на шлаках 250 лет спустя). Только в 1776 году у братьев Уайетта была завода из дерева и бега. [ 19 ] Их предприятие потерпело неудачу, но новые владельцы вскоре сделали его процветанием, и в 1780 -х годах они производили 16 000 винтов в день, всего лишь 30 сотрудников [ 20 ] - Вид промышленной производительности и объема выхода, которые впоследствии стали характерны для современной промышленности, но которая в то время было революционным.
Тем временем английский инструмент-производитель Джесси Рамсден (1735–1800) работал над созданием инструментов и нахождением инструментов проблемы с вырезанием винтов, а в 1777 году он изобрел первый удовлетворительный турнир для вырезания винтов . [ 21 ] Британский инженер Генри Маудсли (1771–1831) получил известность, популяризируя такие токарные станки своими зарезанными винтовыми толканами 1797 и 1800 гг., Содержит трифекту свинцового винта, слайдного отдыха и переворота, все в правильных пропорциях для промышленности обработка. В некотором смысле он объединил пути Wyatts и Ramsden и сделал для машинных винтов, что уже было сделано для деревянных винтов, то есть, значительное ослабление производственной коммодификации . Его фирма оставалась лидером в области машин на протяжении десятилетий после этого. Неверное процитирование Джеймса Насмита популяризировало представление о том, что Маудслай изобрел слайд -отдых, но это было неверно; Тем не менее, его токарные станки помогли популяризировать это. [ Цитация необходима ]
Эти разработки эпохи 1760–1800 гг., С Wyats и Maudslay в качестве, возможно, самых важных факторов, вызвали значительное увеличение использования резьбовых крепеж. Стандартизация потоков началась почти сразу, но она не была быстро завершена; С тех пор это был развивающий процесс. Дальнейшие улучшения массового производства винтов продолжали толкать цены на единицу ниже и ниже в течение десятилетий, в течение 19 -го века. [ 22 ] Массовое производство деревянных винтов (металлические винты для крепления древесины) в специализированном одноцелевом машинке с высоким объемом продукта; и инструментов производство в стиле в стиле инструментов машинных винтов или болтов (V-Thread) с легким выбором между различными высоты (что бы ни случилось в любой день, в любой день).
В 1821 году Hardman Philips построил первую винтовую фабрику в Соединенных Штатах - на ручье Мошаннон, недалеко от Филипсбурга - для производства тупых металлических винтов. Эксперт в виде винтового производства, Томас Левер, был доставлен из Англии, чтобы управлять фабрикой. Мельница использовала паров и водоснабжение, с твердым древесным углем в качестве топлива. Винты были изготовлены из провода, приготовленного с помощью «Проката и проволочного аппарата» из железа, изготовленного в соседней кузнице. Винтовая мельница не имела коммерческого успеха; В конечном итоге он потерпел неудачу из-за конкуренции с более низкой стоимостью винта с гимлетом и прекратила операции в 1836 году. [ 23 ]
Американское развитие турель -токарного станка (1840-е годы) и автоматических винтовых машин, полученных из нее (1870-е годы), резко снизило стоимость единицы резьбовых крепеж, все чаще автоматизировала управление машинным инструментом. Это снижение затрат стимулировало все большее использование винтов. [ Цитация необходима ]
В течение 19-го века наиболее часто используемыми формами винтовой головки (то есть типами приводов ) были простые внутренние прямые слоты, внешние квадраты и шестиугольники. Это было легко в машине и адекватно обслуживали большинство приложений. Рыбчинский описывает шквал патентов на альтернативные типы дисков в 1860 -х по 1890 -е годы, [ 24 ] Но объясняет, что они были запатентованы, но не изготовлены из -за трудностей и расходов на это в то время. В 1908 году канадский PL Robertson был первым, кто сделал внутреннюю массовую квадратную розетку привести к практической реальности, разрабатывая только правильный дизайн (небольшие углы конуса и общие пропорции), чтобы голова была легко, но успешно, с металлическим холодом. формируя по желанию, а не сдвиг или перемещение нежелательными способами. [ 24 ] Практическое изготовление внутреннего варенного шестигранного привода ( шестигранного розетки ) вскоре последовало в 1911 году. [ 25 ] [ 26 ]
В начале 1930-х годов американский Генри Ф. Филлипс популяризировал винт с головой Филлипса с поперечным внутренним приводом. [ 27 ] Позже были разработаны улучшенные винты, более совместимые с отвертками, не из точно правого размера головы: Pozidriv и Supadriv . Винты Phillips и отвертки в некоторой степени совместимы с висками для более новых типов, но с риском повреждения головок плотно закрепленных винтов.
Стандартизация резьбы дополнительно улучшилась в конце 1940 -х годов, когда были определены резьба из метрического винта ISO и унифицированный стандарт резьбы. [ Цитация необходима ]
Точные винты, для управления движением, а не креплением, развивались на рубеже 19 -го века, и представляли собой один из центральных технических достижений, а также плоские поверхности, которые позволили промышленной революции . [ 28 ] Они являются ключевыми компонентами микрометров и токарных станков.
Производство
[ редактировать ]
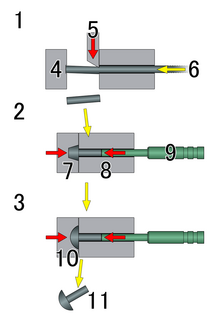
Есть три шага в производстве винта: заголовок , проката и покрытия резьбы и покрытия . Винты обычно изготавливаются из провода , который поставляется в больших катушках, или круглый стержень для больших винтов. Проволока или стержень затем разрезают до нужной длины для типа винта, изготовленного; Эта заготовка известна как пустая . Затем он холод , что является холодным рабочим процессом. Заголовок производит головку винта. Форма матрица в машине диктует, какие функции вжатывы от винтовой головки; Например, в винте с плоской головкой используется плоская кубик. Для более сложных форм необходимы два процесса заголовка, чтобы ввести все функции в винт. Этот метод производства используется, потому что заголовок имеет очень высокую скорость производства и практически не производит отходов. Винты для головки для высечений требуют дополнительный шаг, чтобы разрезать слот в голову; Это делается на слотовой машине . Эти машины по существу разряжены с помощью фрезерных машин, предназначенных для обработки как можно большего количества пробелов.
Заготовки затем отполируются [ Цитация необходима ] снова перед резьбой. Потоки обычно производятся с помощью потока потока ; Однако некоторые вырезаны . Затем заготовка покончена с деревянной и кожаной носителем для окончательной очистки и полировки. [ Цитация необходима ] Для большинства винтов, покрытие, такое как гальванирование с цинком ( Galvanizing ) или нанесение черного оксида , применяется для предотвращения коррозии.
Типы винтов
[ редактировать ]Тело
[ редактировать ]Зарежники с резьбой есть либо конический хвостовик, либо хвостовик, не проникающий. Крепежные элементы с коническими хвостовиками предназначены для того, чтобы быть приведенными в подложку непосредственно или в пилотное отверстие в подложке, и большинство классифицируются как винты. Спечные резьбы образуются в подложке по мере того, как эти крепежные углу -Моформирование (например, тапт ) и некоторые власти будут рассматривать некоторые винты, когда они используются с жестяной резьбовой крепежкой, отличной от гайки.
Винты листовых металлов не имеют флейты, очищающейся от чипа, самозакачивающихся винтов. Тем не менее, некоторые оптовые поставщики не различают два вида. [ 29 ]
Деревянный винт
[ редактировать ]Деревянный винт - это металлический винт, используемый для починки древесины, с острой точкой и конической нитью, предназначенной для вырезания собственной нити в дерево. Некоторые винты приводят в неповрежденную древесину; Большие винты обычно приводят в отверстие более узкое, чем в винтовой резьбе, и разрезают резьбу в древесине. Ранние деревянные винты были изготовлены вручную, с серией файлов, дотоков и других режущих инструментов, и их можно легко заметить, отметив нерегулярное расстояние и форму резьбов, а также оставшиеся на головных отметках. и в области между нитями. Многие из этих винтов имели тупой конец, полностью не имея резкой конической точки почти на всех современных деревянных винтов. [ 30 ] Некоторые деревянные винты были изготовлены с режущими умираниями еще в конце 1700 -х годов (возможно, еще до 1678 года, когда контент книги был впервые опубликован по частям). [ 31 ] В конце концов, точки использовались для изготовления деревянных винтов, причем самый ранний патент был записан в 1760 году в Англии. [ 30 ] В течение 1850 -х годов были разработаны инструменты перерыва , чтобы обеспечить более однородную и последовательную нить. Винты, сделанные с этими инструментами, имеют округлые долины с острыми и грубыми резьбами. [ 32 ] [ 33 ]
Как только винтовые машины были в общем использовании, большинство коммерчески доступных деревянных винтов были получены с этим методом. Эти вырезанные деревянные винты почти всегда конусны, и даже когда конический хвостовик не очевиден, их можно различить, потому что нити не простираются мимо диаметра хвостовика. Такие винты лучше всего устанавливаются после сверления пилотного отверстия с коническим буровым битом. Большинство современных деревянных винтов, за исключением тех, которые изготовлены из латуни, образуются на нитях. Эти винты имеют постоянный диаметр и резьбы с большим диаметром, чем хвостовик, и более сильны, потому что процесс прокатки не разрезает зерно металла. [ Цитация необходима ]
Самоубивающий винт
[ редактировать ]Самоуказывающий винт предназначен для того, чтобы разрезать свою собственную резьбу, обычно в довольно мягком металле или пластике, так же, как деревянный винт (деревянные винты на самом деле самозабитываются, но не упоминаются как таковые).
Машинный винт
[ редактировать ]
Стандарты ASME указывают различные винты машин (так же известные как болты плиты [ Цитация необходима ] ) [ 34 ] по диаметрам в диапазоне до 0,75 в (19,05 мм).
Машинный винт или болт, как правило, является меньшим застежком (меньше, чем 1 ~ 4 дюйма (6,35 мм) в диаметре)) зарезал всю длину его хвостовика, которая обычно имеет утопленный тип привода (прорезь, филлипс и т. Д.), Обычно предназначенные для завора резьбое (порезанное) отверстие, в отличие от деревянного или самозакачивающегося винта. Машины также изготавливаются с головками гнездо (см. Выше), часто называемые винтами с головкой гнездо.
Шестнадцатеричный винт
[ редактировать ]Стандарт ASME B18.2.1-1996 Определяет винты Hex Cap Cap, диаметр размера которых составляет 0,25–3 дюйма (6,35–76,20 мм) в диаметре . В 1991 году, отвечая на приток поддельных крепеж, Конгресс принял PL 101-592, [ 35 ] «Закон о качестве крепежа». В результате комитет ASME B18 переиздал B18.2.1, [ 36 ] Переименование закончили шестигранные болты в винте шестнадцатеричной крышки - термин, который существовал в общем использовании задолго до этого, но теперь также был кодифицирован в качестве официального названия для стандарта ASME B18.
Болт и болты для нагрузки - это другие термины, которые относятся к крепежным элементам, которые предназначены для резки в постукивающее отверстие, которое находится в части сборки, и поэтому в зависимости от различия в руководстве машины они будут винтами. Здесь общие термины находятся в зависимости от различия в руководстве Machinery . [ 37 ] [ 38 ]
Задержка винта
[ редактировать ]
Запасные винты (США) или тренерские винты (Великобритания, Австралия и Новая Зеландия) (также называемые болтами с задержкой болтами или или болтами , хотя это неправильно ) или французский деревянный винт (Скандинавия) являются большими деревянными винтами. Запасные винты используются для отставания в пиломатериалах, для задержек оборудования для деревянных полов и для других тяжелых плотницких применений. атрибутивного модификатора Задержка произошла из -за раннего основного использования таких крепеж: крепление лагов, таких как бочковые просты и другие подобные части. Эти крепежные элементы представляют собой «винты» в соответствии с критериями справочника машины , а устаревший термин «лаг -болт» был заменен «Загнутым винтом» в справочнике . [ 39 ] Однако, основываясь на традиции, многие торговцы продолжают называть их «болтами», потому что, как и болты головы, они большие, с шестигранными или квадратными головками, которые требуют гаечного ключа, гнезда или специализированного бита для поворота.
Голова, как правило, является внешним шестигранником. Метрические винты с гексалочным задержкой покрыты DIN 571. Дюйм-квадратный головокружительный и гекс-головы винты покрыты ASME B18.2.1. Типичный запасной винт может варьироваться в диаметре от 4 до 20 мм или #10 до 1,25 дюйма (от 4,83 до 31,75 мм) и длиной от 16 до 200 мм или 1 ~ от 4 до 6 дюймов (от 6,35 до 152,40 мм) или дольше, с грубыми резьбами деревянного или листового металлического резьба (но больше). Материалы обычно представляют собой субстрат из углеродной стали с покрытием цинкового гальванизации (для коррозионной устойчивости). Цинковое покрытие может быть ярко-желтым (гальваловым) или тусклым серого ( горячий оцинкованный ).
Костный винт
[ редактировать ]
Костные винты имеют медицинское использование защиты от сломанных костей у живых людей и животных. Как и в случае с аэрокосмической и ядерной энергетикой, медицинское использование включает в себя одни из самых высоких технологий для крепежа; Превосходная производительность, долговечность и качество требуются и отражаются в ценах. Костяные винты часто изготавливаются из относительно нереактивной нержавеющей стали или титана, и они часто имеют усовершенствованные функции, такие как конические нити, мультистартные нити, канюляция (полное ядро) и винтовые типы винтовых приводов , некоторые из них не видны за пределами этих применений.
Голова
[ редактировать ]
B - Купол (кнопка)
c - круглый
D - ферма (гриб)
e - плоский (countersunc)
F - овальная (поднятая голова)

Есть множество форм винтовой головки. Несколько разновидностей винта изготавливаются с разрывой головкой, которая снимается при нанесении достаточного крутящего момента, чтобы предотвратить удаление после установки, часто, чтобы избежать подделки.
- Панная головка (короткая для "панели")
- Низкий диск с округлым, высоким внешним краем с большой площадью поверхности.
- Кнопка или купольная голова (BH)
- Цилиндрический с округлым верхом.
- Круглая голова
- Купольная голова, используемая для украшения. [ 40 ]
- Ферма голова
- Нижний профильный купол, предназначенный для предотвращения подделки.
- Плоская голова
- Винт с плоской головкой, который требует оттенок, чтобы его можно было привести к заподлиту с поверхностью, в которую он привинчен. Угол апертура винта измеряется как конуса .
- Овальный или поднятая голова
- Декоративная винтовая головка с дном -дном и закругленным верхом. [ 40 ] Также известен как «поднятый счетчик» или «голова инструмента» в Великобритании. [ Цитация необходима ]
- Bugle Head
- Подобно CountersUnc, но от хвостовика до угла головы наблюдается плавная прогрессия, похожая на колокол багона .
- Сырная голова
- Цилиндрический.
- Голова заполнения
- Цилиндрический, но с слегка выпуклой верхней поверхностью.
- Фланцевая голова
- Фланцевидная голова может быть основана на любом стиле головы, не связанного с Countersunk, с добавлением интегрированного фланца у основания головы, который устраняет необходимость в плоской стиральной машине .
- Гексная голова
- Гекс в форме, похожий на голову шестигранного болта. Иногда фланцевой.
|


- Учитывание
- Большинство типов заголовков могут обеспечить для употребления связей на нижней стороне. Это наиболее актуально для плоских головок, которые можно привести к промывке с поверхностью, в которую они привинчены.
- Смешанные (комбо) формы головы
- сковорода и ферма и т. д.
Размеры
[ редактировать ]Показатель
[ редактировать ]Международные стандарты для метрических закрежец с внешней резьбой представляют собой ISO 898-1 для классов недвижимости, полученных из углеродных стали и ISO 3506-1 для классов недвижимости, полученных из коррозионных сталей.
| Маркировка головы и свойства для метрических винтов с шестигранной головкой [ 41 ] |
|---|


















Дюйм
[ редактировать ]Существует много стандартов, регулирующих материальные и механические свойства имперских закрежец из внешнего размера. Некоторые из наиболее распространенных консенсусных стандартов для оценок, полученных из углеродных стали, - это ASTM A193, ASTM A307, ASTM A354, ASTM F3125 и SAE J429. Некоторые из наиболее распространенных консенсусных стандартов для оценок, полученных из коррозионных сталей, являются ASTM F593 и ASTM A193.
| Маркировка головы и свойства для шестиугольников-крышки для шестнадцатеричной головки [ 43 ] |
|---|
















Инструменты
[ редактировать ]| Часть серии на |
| винтового привода Типы |
|---|
| Прорези |
| Крестообразный |
| Внешний многоугольник |
| Внутренний многоугольник |
| Гексалобулярный |
| Трехконечный |
| Особенный |
Ручный инструмент, используемый для вождения в большинстве винтов, называется отверткой . Силовой инструмент, который выполняет одну и ту же работу, - это отвертка питания ; Силовые упражнения также могут использоваться с привязанными средствами для винта. В тех случаях, когда удерживающая мощность завинчитого соединения имеет решающее значение, отвертки измерения крутящего момента и ограничивающих крутящего момента используются для обеспечения достаточного, но не чрезмерного усилия, развивается винт. Ручной инструмент для закрепления закрепителей шестнадцатеричной резьбы - это гаечный ключ (использование Великобритании) или гаечный ключ (использование США), в то время как сеттер гайки используется с водителем Power Pint.
В современных винтах используется широкий спектр винтовых конструкций , каждый из которых требует различного типа инструмента для вождения или извлечения их. Наиболее распространенными винтовыми приводами являются прорези и филипс в США; Hex, Robertson и Torx также распространены в некоторых приложениях, и Pozidriv почти полностью заменил Филлипса в Европе. [ Цитация необходима ] Некоторые типы диска предназначены для автоматической сборки в массовом производстве таких предметов, как автомобили. Более экзотические типы винтовых приводов могут использоваться в ситуациях, когда фальсификация нежелательно, например, в электронных приборах, которые не должны обслуживаться человеком по ремонту дома.
Винт резьбы
[ редактировать ]Существует множество систем для определения размеров винтов, но в большей части мира предпочтительная серия ISO -метрического винта, предпочтительная серия, вытеснила многие старые системы. Другие относительно распространенные системы включают британский стандартный Whitworth , BA System (Британская ассоциация) и Unified Thread Standard .
Метрическая винтовая резьба ISO
[ редактировать ]Основные принципы метрического винтового резьбы ISO определены в международном стандарте ISO 68-1 , а предпочтительные комбинации диаметра и высоты перечислены в ISO 261. Меньшее подмножество комбинаций диаметра и шага, обычно используемых в винтах, гайках и болтах. ISO 262 . Наиболее часто используемым значением шага для каждого диаметра является грубый шаг . Для некоторых диаметров также указаны один или два дополнительных вариантов тонкого шага , для специальных применений, таких как резьбы в тонкостенных трубах. Метрические винтовые резьбы ISO обозначены буквой M, за которой следует основной диаметр резьбы в миллиметрах (например, M8 ). Если поток не использует нормальный грубый шаг (например, 1,25 мм в случае M8), то шаг в миллиметрах также добавляется с помощью знака умножения (например, M8 × 1 ", если в винтовой резьбе имеет внешний диаметр 8 мм и достигают на 1 мм на 360 ° вращения).
Номинальный диаметр метрического винта - это внешний диаметр резьбы. Штательное отверстие (или гайка), в которое подходит винт, имеет внутренний диаметр, который имеет размер винта минус шаг резьбы. Таким образом, винт M6, который имеет шаг 1 мм, изготовлен путем резьбы хвостовика 6 мм, а гайка или резьбое отверстие изготавливается путем постукивания резьбов в отверстие диаметром 5 мм (6 мм - 1 мм).
Метрические шестигранные болты, винты и гайки указаны, например, в международных стандартах ISO 4014, ISO 4017 и ISO 4032. В следующей таблице перечислены взаимосвязь, указанные в этих стандартах между размером резьбы и максимальной шириной в гексагональных квартирах (ключ размер):
| Метрическая нить ISO | M1.6 | М2 | M2.5 | M3 | М4 | M5 | M6 | M8 | М10 | M12 | M16 | М20 | M24 | M30 | M36 | M42 | M48 | M56 | M64 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Размер ключа (мм) | 3.2 | 4 | 5 | 5.5 | 7 | 8 | 10 | 13 | 16 или 17 | 19 | 24 | 30 | 36 | 46 | 55 | 65 | 75 | 85 | 95 |
Кроме того, указаны следующие непрерывные промежуточные размеры:
| Метрическая нить ISO | M3.5 | M14 | M18 | M22 | M27 | M33 | M39 | M45 | M52 | M60 |
|---|---|---|---|---|---|---|---|---|---|---|
| Размер ключа (мм) | 6 | 21 | 27 | 34 | 41 | 50 | 60 | 70 | 80 | 90 |
Имейте в виду, что это просто примеры, и ширина по квартирам отличается для структурных болтов, фланцевых болтов, а также варьируется в зависимости от организации стандартов.
Уитворт
[ редактировать ]Первым, кто создал стандарт (примерно в 1841 году), был английский инженер сэр Джозеф Уитворт . Размеры винтов Whitworth все еще используются, как для ремонта старого оборудования, так и для того, где требуется более грубая резьба, чем требуется метрическая резьба для крепежа. Whitworth стал британским стандартным Whitworth , сокращенным до BSW (BS 84: 1956), и в 1908 году была представлена британская нить Fun Standard (BSF), потому что нить Whitworth была слишком грубой для некоторых приложений. Угол резьбы составлял 55 °, а глубина и высота варьировались в зависимости от диаметра резьбы (то есть, чем больше болт, чем грубая нить). Спаннеры для болтов Whitworth отмечены размером болта, а не расстоянием по плоскому головке.
Наиболее распространенное использование в настоящее время использование Whitworth является во всех лесах Великобритании . Кроме того, стандартная нить фотографического штатива , которая для небольших камер составляет 1/4 "Whitworth (20 TPI) и для камер среднего/большого формата, составляет 3/8" Whitworth (16 TPI). Он также используется для микрофона и их соответствующих зажимов, опять же, в обоих размерах, а также «адаптеры резьбы», чтобы позволить меньшему размеру прикрепляться к элементам, требующим большей резьбы. Обратите внимание, что в то время как 1/4 " болты UNC подходят 1/4" втулки камеры BSW, прочность урожая уменьшается на разные углы резьбы 60 ° и 55 ° соответственно.
Винтовая резьба британской ассоциации
[ редактировать ]Винтовые нити Британской ассоциации (BA), названные в честь Британской ассоциации по развитию науки, были разработаны в 1884 году и стандартизированы в 1903 году. Винты были описаны как «2BA», «4BA» и т. Д., Нечетные числа редко используются, кроме как в Оборудование, сделанное до 1970 -х годов для телефонных обменов в Великобритании. Это оборудование обширно использовало нечетные винты BA, чтобы быть подозреваемым-для уменьшения кражи. Британские потоки определены по британским стандартным BS 93: 1951 "Спецификация для бурных резьбов Британской ассоциации (BA) с допусками для размеров от 0 до 16 баллов"
Несмотря на то, что не связаны с метрическими винтами ISO, размеры фактически определялись в метрических терминах, нить 0BA, имеющая диаметр 6 мм и шаг 1 мм. Другие потоки в серии BA связаны с 0BA в геометрическом серии с общими факторами 0,9 и 1,2. Например, нить 4BA имеет высоту мм (0,65 мм) и диаметр мм (3,62 мм). Хотя 0BA имеет одинаковый диаметр и высоту, как и ISO M6, потоки имеют разные формы и не совместимы.


BA потоки по -прежнему распространены в некоторых нишевых приложениях. Определенные типы тонких механизмов, такие как счетчики движущейся камеры и часы, имеют тенденцию иметь BA потоки, где бы они ни были изготовлены. Размеры BA также широко использовались в самолетах, особенно в тех, которые производились в Великобритании. Размер BA все еще используется в сигнализации железной дороги, в основном для завершения электрического оборудования и кабеля.
Бестные потоки широко используются в модельной технике, где меньшие размеры шестигранной головки облегчают масштабные крепления. В результате многие британские инженерные поставщики по -прежнему несут акции BA крепежных элементов до 8BA и 10BA. 5BA также обычно используется, так как его можно заправить на 1/8 стержня. [ 55 ]
Unified Thread Standard
[ редактировать ]Унифицированный стандарт потоков (UTS) чаще всего используется в Соединенных Штатах , но также широко используется в Канаде и иногда в других странах. Размер винта UTS описывается с использованием следующего формата: xy , где x - номинальный размер (отверстие или размер слота в стандартной обрабатывающей практике, через которую можно легко протолкнуть хвостовик винта), а y - нити на дюйм на дюйм (TPI). Для размеров 1 ~ 4 дюйма и больше размер определяется в виде фракции; Для размеров меньше этого целого числа используется, в диапазоне от 0 до 16. Размеры целочисленных целого числа могут быть преобразованы в фактический диаметр с использованием формулы 0,060 + (0,013 × число). Например, винт #4 составляет 0,060 + (0,013 × 4) = 0,060 + 0,052 = 0,112 дюйма в диаметре. Есть также размеры винтов, меньше, чем «0» (ноль или должно быть). Размеры составляют 00 000, 0000, которые обычно называются двумя должны, три, и четыре должны. Большинство очков имеют луки, прикрученные к раме с 00-72 (произносится двойной, должен-семьдесят два) винты. Чтобы вычислить основной диаметр винтов размера «должен» подсчитать количество 0 и умножить это число на 0,013 и вычтите с 0,060. Например, основной диаметр винтовой резьбы 000-72 составляет 0,060-(3 x 0,013) = 0,060-0,039 = 0,021 дюйма. Для большинства винтов размера доступно несколько TPI, причем наиболее распространенные представлены унифицированную грубую резьбу (UNC или UN) и унифицированная тонкая резьба (UNC или UF). ПРИМЕЧАНИЕ. В других странах, кроме Соединенных Штатов и Канады, система метрических винтовых резьбов ISO используется в основном сегодня. В отличие от большинства других стран, Соединенные Штаты и Канада по -прежнему используют единую (дюймовую) систему потоков. Тем не менее, оба переходят к метрической системе ISO. [ Цитация необходима ] По оценкам, примерно 60% винтовых резьбов, используемых в Соединенных Штатах, все еще основаны на дюйме. [ 21 ]
Механические классификации
[ редактировать ]Числа, штампованные на головке болта, относятся к уровню болта, используемого в определенном применении с прочностью болта. Высокопрочные стальные болты обычно имеют шестиугольную головку с рейтингом прочности ISO (называемый класс свойств ) на голове. И отсутствие маркировки/числа указывает на болт более низкого уровня с низкой прочностью. Классы свойств чаще всего используются 5,8, 8,8 и 10,9. Количество перед точкой является окончательная прочность на растяжение в MPA, разделенное на 100. Число после точки - это отношение множества производительности доходности до предельной прочности на растяжение. Например, болт класса свойств 5.8 имеет номинальную (минимальную) конечную прочность на растяжение 500 МПа и прочность добычи растягивания в 0,8 раза предельная прочность на растяжение или 0,8 (500) = 400 МПа.
Окончательная прочность на растяжение - это растягивающее напряжение, при котором болт терпит неудачу. Прочность урожая растягивания - это напряжение, при котором болт будет обращаться при натяжении по всей части болта и получает постоянный набор (удлинение, из которого он не будет восстанавливаться при удалении силы) с 0,2% деформации смещения . Сила доказательства - это полезная сила крепежа. Тестирование натяжения болта до доказательственной нагрузки не должно вызывать постоянного набора болта и должно проводиться на реальных крепежах, а не рассчитанных. [ 56 ] Если болт натягивается за пределами доказательственной нагрузки, он может вести себя пластиковым способом из -за выпуска в резьках, а предварительная нагрузка натяжения может быть потеряна из -за постоянных пластиковых деформаций. При удлинении застежки до достижения точки доходности, как говорят, работает в эластичной области; в то время как удлинение за пределами точки урожайности называется работой в пластиковой области материала болта. Если болт загружается натяжением за пределами его прочности доказательства, выход на чистой корневой секции болта будет продолжаться до тех пор, пока весь раздел не начнет уступать, и он не превысит свой выход урока. Если натяжение увеличивается, болт переломы при его окончательной прочности.
Болты мягкой стали имеют класс свойств 4.6, который составляет 400 МПа конечную прочность и 0,6*400 = 240 МПа. Высокопрочные стальные болты имеют класс свойств 8.8, который составляет 800 МПа конечную прочность и 0,8*800 = 640 МПа, прочность урожая или выше.
Один и тот же тип винта или болта может быть сделан во многих различных классах материала. Для критических приложений с высокой напряженной силой, болты с низкой степенью могут потерпеть неудачу, что приведет к повреждению или травме. На стандартных болтах SAE на головках впечатляется характерная схема маркировки, чтобы обеспечить проверку и проверку прочности болта. [ 57 ] Тем не менее, недорогие поддельные крепежи могут быть найдены с фактической силой, гораздо меньшей, чем указано маркировкой. Такие низшие застежки представляют опасность для жизни и собственности при использовании в самолетах, автомобилях, тяжелых грузовиках и аналогичных критических приложениях. [ 58 ]

описывает Справочник машины различие между болтами и винтами следующим образом:
Болт представляет собой застежку с внешней резьбой, предназначенный для вставки через отверстия в собранные детали, и обычно предназначен для затягивания или выпуска путем затягивания гайки. Винт - это застежка с внешней резьбой, способную быть вставленным в отверстия в собранные части, сопрягаясь с предварительно сформированной внутренней резьбой или образуя свою собственную резьбу, а также затягивание или освобождение путем затягивания головы. Застежка с внешней резьбой, который не может быть повернут во время сборки и который может быть затянут или освобожден только путем затяжения гайки, является болтом. (Пример: круглые болты, болты, болты, болты плуга.) Закрепитель с внешней резьбой с резьбой, который запрещает сборку с гайкой, имеющей прямую резьбу длины множественного шага, является винтом. (Пример: деревянные винты, постукивающие винты.) [ 59 ]
Это различие согласуется с ASME B18.2.1 и некоторыми определениями словаря для винта [ 60 ] [ 61 ] и болт . [ 62 ] [ 63 ] [ 64 ]
Старые стандарты USS и SAE определяли винты крышки как крепежные элементы с хвостовиками, которые были нарезаны на голове, а болты в виде крепежа с хвостовиками, которые были частично не напитываны. [ 65 ] Федеральное правительство Соединенных Штатов приложило усилия по формализации разницы между болтом и винтом, потому что к каждому применяются разные тарифы . [ 66 ]
Смотрите также
[ редактировать ]- Синдесмотический винт - тип винта
- Нажмите и умирайте - инструменты для создания винтовых резьбов
- Стержень - стержень с хребтами, обернутыми вокруг него
- Резьба (производство) - процесс создания винтовой резьбы
- Стенная заглушка - вставьте для винтов
Ссылки
[ редактировать ]Цитаты
[ редактировать ]- ^ Oberg et al. 2000 , с. 1492
- ^ Смит 1990 , с. 39
- ^ Блейк, А. (1986). То, что каждый инженер должен знать о резьбовых крепежах: материалы и дизайн . Тейлор и Фрэнсис. п. 9. ISBN 978-0-8493-8379-3 Полем Получено 2021-01-24 .
- ^ McManus, C. (2002). Правая рука, левая рука: происхождение асимметрии в мозге, телах, атомах и культурах . Гарвардский университет издательство. п. 46. ISBN 978-0-674-01613-2 .
- ^ Андерсон, JG (1983). Технический магазин математика . Промышленная пресса. п. 200. ISBN 978-0-8311-1145-8 .
- ^ Браун, Шелдон . «Велосипедный глоссарий: педали» . Шелдон Браун . Получено 2010-10-19 .
- ^ Андерсон, Уильям Баллантайн (1914). Физика для студентов -техники: механика и тепло . Нью -Йорк: МакГроу Хилл. п. 112 . Получено 2008-05-11 .
- ^ "Механика " Британская Тол. 3. Джон Доналсон. 1773. с. 44 5 2020апреля
- ^ Моррис, Кристофер Г. (1992). Академическая пресс -словарь науки и техники . Gulf Professional Publishing. п. 1993. ISBN 978-0122004001 .
- ^ Вудс, Майкл; Мэри Б. Вудс (2000). Древние машины: от клиньев до водяных густолов . США: книги двадцать первого века. п. 58. ISBN 0-8225-2994-7 .
- ^ Мобер, Питер Роджер Стюарт (1999). Древние мезопотамские материалы и отрасли: археологические данные . Эйзенбрауны . п. 4 ISBN 9781575060422 .
- ^ Банч, Брайан Х.; Александр Хеллеманс (2004). История науки и техники . Хоутон Миффлин Харкорт. С. 69 . ISBN 0-618-22123-9 Полем
винт.
- ^ Кребс, Роберт Э.; Кэролин А. Кребс (2003). Новаторские научные эксперименты, изобретения и открытия древнего мира . США: Greenwood Publishing Group. п. 114. ISBN 0-313-31342-3 .
- ^ Rybczynski 2000 , с. 90–94.
- ^ Rybczynski 2000 , с. 34, 66, 90.
- ^ "Am_wood_screws" (PDF) . Архивировано из оригинала (PDF) 2011-10-08 . Получено 2010-04-30 .
- ^ Rybczynski 2000 , с. 75–99.
- ^ Rybczynski 2000 , p. 99
- ^ Jump up to: а беременный в Rybczynski 2000 , p. 75
- ^ Rybczynski 2000 , p. 76
- ^ Jump up to: а беременный Rybczynski 2000 , с. 97–99.
- ^ Rybczynski 2000 , с. 76–78.
- ^ Дж. Томас Митчелл (3 февраля 2009 г.). Центр округа: от его самого раннего поселения до 1915 года . Penn State Press. С. 39–. ISBN 978-0-271-04499-6 .
- ^ Jump up to: а беременный Rybczynski 2000 , с. 79–81.
- ^ Патент США 161 390 .
- ^ Hallowell 1951 , с. 51–59.
- ^ См.:
- Генри Ф. Филлипс и Томас М. Фитцпатрик, «Винт», «Патент США №». 2 046 839 (подано: 15 января 1935 года; выпущено: 7 июля 1936 г.).
- Генри Ф. Филлипс и Томас М. Фитцпатрик, «Прочная драйвер», США Патент №. 2 046 840 (подано: 15 января 1935 года; выпущено: 7 июля 1936 г.).
- ^ Rybczynski 2000 , p. 104
- ^ «Более быстрый каталог супермаркетов винтов с металлическими металлами и винтов самозаказывания» .
- ^ Jump up to: а беременный Белый, Кристофер. «Наблюдения за развитием деревянных винтов в Северной Америке» (PDF) .
- ^ Моксон, Джозеф (1703). Механические упражнения: или учение о удобных работах . Мендхем, Нью -Джерси.
- ^ «Сделать 18 -е C деревянные винты» .
- ^ «Железный век, том 44» . 1889.
- ^ Oberg et al. 2000 , с. 1568–1598.
- ^ «Текст акта качества крепежа» . Национальный институт стандартов и технологий. Архивировано из оригинала 2011-07-21.
- ^ B18.2.1 - 1996 Квадратные и шестигранные болты и винты, серия дюймов - печатная книга
- ^ "Lug Bolt" . Autorepair.com Глоссарий . Архивировано из оригинала 2011-07-23 . Получено 2009-01-13 .
- ^ "Голова болта" . autozone.com Глоссарий . Архивировано из оригинала 2010-05-02 . Получено 2010-10-13 .
- ^ Oberg et al. 2000 , с. 1497.
- ^ Jump up to: а беременный Митчелл, Джордж (1995). Плотницы и столярные изделия (3 -е изд.). Cengage Learning. п. 205. ISBN 978-1-84480-079-7 .
- ^ «Метрический справочник» . Архивировано из оригинала 2007-10-31 . Получено 2009-06-06 .
- ^ «Механические свойства болтов, винтов и шпильков в соответствии с Din-ISO 898, часть 1» (PDF) . Получено 2009-06-06 .
- ^ Jump up to: а беременный в "Блаковая маркировка и таблица прочности" . Получено 2009-05-29 .
- ^ Jump up to: а беременный "ASTM F568M - 07" . 2007 . Получено 2009-06-06 .
- ^ Jump up to: а беременный в дюймовый «Метрические структурные крепежи» . Архивировано из оригинала на 1999-04-21 . Получено 2009-06-06 .
- ^ Jump up to: а беременный "ASTM A325M - 09" . Получено 2009-06-13 .
- ^ Jump up to: а беременный "ASTM A490M - 09" . 2009 Получено 2009-06-06 .
- ^ «Механические методы соединения» . Получено 2009-06-06 .
- ^ Jump up to: а беременный в дюймовый и фон глин час я «Оценка: болты из углеродной стали» . Получено 2009-05-30 .
- ^ Jump up to: а беременный в дюймовый и фон «Аппаратное обеспечение, массовая - техническая информация» . Получено 2009-05-30 .
- ^ Jump up to: а беременный в дюймовый и фон глин час «ASTM, SAE и ISO классные маркировки и механические свойства для стальных крепеж» . Получено 2009-06-06 .
- ^ Jump up to: а беременный в «Маркировка идентификации крепежа» (PDF) . Получено 2009-06-23 .
- ^ Jump up to: а беременный Другие маркировки могут быть использованы для обозначения атмосферного коррозионного материала
- ^ Jump up to: а беременный в «FastenaltechnicalReferenceguide» (PDF) . Получено 2010-04-30 .
- ^ «Системы потоков» (PDF) . Проверка потока . Архивировано (PDF) из оригинала 2 февраля 2023 года.
- ^ Бреннер, Гарри С. (1977). Пармли, Роберт О. (ред.). Стандартное руководство по креплению и присоединению (5 изд.). Нью-Йорк: МакГроу-Хилл. п. Глава 1 Стр. 10. ISBN 0-07-048511-9 .
- ^ « Как распознавать метрические и Sae Bolts Archived 2018-09-25 на машине Wayback », Chilton DIY, 26 апреля 2016 года.
- ^ «Стандарты SAE для знаний и решений мобильности» . SAE International . Получено 2023-02-20 .
- ^ Oberg et al. 2000 , с. 1492.
- ^ "винт" . Кембриджский словарь американского английского . Издательство Кембриджского университета. Архивировано из оригинала 2008-12-06 . Получено 2008-12-03 .
- ^ "винт" . все слова . Получено 2008-12-03 .
- ^ "Болт" . Merriam Webster Online Dictionary . Получено 2008-12-03 .
- ^ "Болт" . Компактный Оксфордский английский словарь . Оксфорд. Архивировано из оригинала 6 января 2005 года . Получено 2008-12-03 .
- ^ "Болт" . Кембридж продвинутого участия . Издательство Кембриджского университета. Архивировано из оригинала 2008-12-06 . Получено 2008-12-03 .
- ^ «Как использовать инструменты и сделать ремонт» . Энциклопедия автомобильного и бензинового двигателя Dyke . Аль Дайк. 1919. с. 701 . Получено 2009-01-13 .
- ^ «То, о чем должен знать каждый член торгового сообщества: отличие болтов от винтов» . Информированная публикация соответствия (2011-02 изд.). Вашингтон, округ Колумбия, США: Агентство по таможни и пограничной защите США (CBP). Июль 2012.
Общие и цитируемые ссылки
[ редактировать ]- Бикфорд, Джон Х.; Нассар, Сайед (1998). Справочник с болтами и болтовыми соединениями . CRC Press. ISBN 978-0-8247-9977-9 .
- Колвин, Фред Герберт ; Стэнли, Фрэнк Артур (1914). Справочник американских машинистов и словарь терминов магазинов (2 -е изд.). МакГроу-Хилл.
- Хэллоуэлл, Говард Томас С.Р. (1951). Как фермерский мальчик построил успешную корпорацию: автобиографию . Дженкинтаун, Пенсильвания, США: Standard Pressed Steel Company. LCCN 52001275 . OCLC 521866 .
- Huth, Mark W. (2003). Основные принципы строительства . Cengage Learning. ISBN 1-4018-3837-5 .
- Оберг, Эрик; Джонс, Франклин Д.; Horton, Holbrook L.; Ryffel, Henry H. (2000). Справочник машины (26 -е изд.). Нью -Йорк: Industrial Press Inc. ISBN 0-8311-2635-3 .
- Rybczynski, Witold (2000), один хороший поворот: естественный история отвертки и винта , Scribner, ISBN 978-0-684-86729-8 , LCCN 00036988 , OCLC 462234518 . Различные республики (мягкая обложка, электронная книга, Брайль и т. Д.).
- Ryffel, Henry H.; и др. (1988). Справочник машины (23 -е изд.). Нью -Йорк: промышленная пресса. ISBN 978-0-8311-1200-4 .
- Смит, Кэрролл (1990). Гайки, болты, застежки и сантехника Кэрролла Смита . Motorbooks/MBI Publishing Company. ISBN 0-87938-406-9 .
Внешние ссылки
[ редактировать ]- Как мир был облажался
- Руководство по дизайну крепежа NASA-RP-1228
- Сравнение размеров имперского/метрического крепления
- «Держи все» , февраль 1946 года, раздел «Популярные науки » о винтах и технологии винтовых крепеж, разработанных во время Второй мировой войны
- Как кормить винты и дюбели
- Американская диаграмма размеров винтов - крепежные детали TPOHH
| Базы данных управления авторитетом : национальный |
|---|