Токарный станок
В этой статье есть несколько проблем. Пожалуйста, помогите улучшить его или обсудите эти проблемы на странице обсуждения . ( Узнайте, как и когда удалять эти шаблонные сообщения )
|


станок Токарный ( / l eɪ ð / ) — это станок , который вращает заготовку вокруг оси вращения для выполнения различных операций, таких как резка , шлифование , накатка , сверление , деформация , торцовка , нарезание резьбы и точение , с помощью инструментов, которые применяются для заготовку для создания объекта с симметрией относительно этой оси. [ 1 ]
Токарные станки используются в токарной обработке дерева , металлообработке , прядении металла , термическом напылении , мелиорации и обработке стекла. можно использовать токарные станки Для обработки глиняной посуды , самая известная конструкция — гончарный круг . Наиболее подходяще оборудованные токарные станки для металлообработки также могут использоваться для изготовления большинства тел вращения , плоских поверхностей, резьбы или спирали . Декоративные токарные станки могут производить трехмерные тела невероятной сложности. Заготовка обычно удерживается на месте с помощью одного или двух центров , по крайней мере один из которых обычно может перемещаться горизонтально, чтобы приспособиться к заготовке различной длины. Другие методы удержания заготовки включают закрепление заготовки вокруг оси вращения с помощью патрона или цанги или на планшайбе с помощью зажимов или кулачковой муфты .
Примеры объектов, которые можно изготовить на токарном станке, включают винты , подсвечники , стволы пистолетов , кии , стола ножки , миски , бейсбольные биты , ручки , музыкальные инструменты (особенно деревянные духовые инструменты ) и коленчатые валы .
История
[ редактировать ]
Токарный станок – древний инструмент. Самые ранние свидетельства существования токарного станка относятся к Древнему Египту около 1300 г. до н.э. [ 2 ] Существуют также слабые свидетельства его существования на микенском греческом месте, датируемом 13 или 14 веком до нашей эры. [ 3 ]
Явные свидетельства точеных артефактов были найдены в VI веке до нашей эры: фрагменты деревянной чаши в этрусской гробнице в Северной Италии, а также два плоских деревянных блюда с декоративными точеными краями из современной Турции . [ 3 ]
В период Воюющих царств в Китае , ок. В 400 году до нашей эры древние китайцы использовали ротационные токарные станки для заточки инструментов и оружия в промышленных масштабах. [ 4 ]
Первая известная картина, изображающая токарный станок, датируется III веком до нашей эры в Древнем Египте . [ 3 ] Позже Плиний описывает использование токарного станка для обработки мягкого камня в своей «Естественной истории» (книга XXX, глава 44).

Прецизионные токарные станки для резки металла были разработаны в преддверии промышленной революции и сыграли решающую роль в производстве механических изобретений того периода. Некоторые из самых ранних примеров включают версию с механической кареткой, поддерживающей режущий инструмент, и набором шестерен, созданную русским инженером Андреем Нартовым в 1718 году, а также версию с ползуном, показанную в издании Французской энциклопедии 1717 года . Опора была особенно важной разработкой, поскольку она ограничивает движение режущего инструмента для создания точных цилиндрических или конических поверхностей, в отличие от более ранних токарных станков, которые предполагали манипулирование инструментом от руки. [ 5 ]

К 1770-м годам прецизионные токарные станки стали практичными и широко известными. Скользящая опора ясно показана в издании Энциклопедии 1772 года, и в том же году установил в Королевском арсенале в Вулидже , Англия, Ян Вербрюгген токарно-расточный станок с лошадиным приводом . Пушки, просверленные на токарном станке Вербрюггена, были сильнее и точнее, чем их предшественники, и участвовали в войне за независимость США . Генри Модслей , изобретатель многих последующих усовершенствований токарного станка, работал подмастерьем в мастерской Вербрюггена в Вулидже. [ 6 ]
Во время промышленной революции механизированная энергия, генерируемая водяными колесами или паровыми двигателями, передавалась на токарный станок через линейный вал, что позволяло работать быстрее и проще. Металлообрабатывающие токарные станки превратились в более тяжелые машины с более толстыми и жесткими деталями. В период с конца 19 по середину 20 веков отдельные электродвигатели на каждом токарном станке заменили линейный вал в качестве источника энергии. Начиная с 1950-х годов сервомеханизмы применялись для управления токарными станками и другими станками с помощью числового программного управления, которое часто сочеталось с компьютерами для получения компьютеризированного числового управления (ЧПУ) . Сегодня токарные станки с ручным управлением и токарные станки с ЧПУ сосуществуют в обрабатывающей промышленности.
Дизайн
[ редактировать ]Компоненты
[ редактировать ]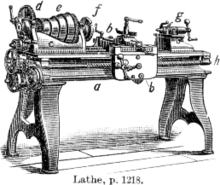
- кровать
- каретка (с поперечными салазками и стойкой для инструментов)
- гриф
- задняя шестерня (другая зубчатая передача поблизости приводит в движение ходовой винт)
- конусный шкив для ременной передачи от внешнего источника питания
- планшайба, установленная на шпинделе
- задняя бабка
- ходовой винт
Токарный станок может иметь или не иметь ножки, которые ставятся на пол и поднимают станину на рабочую высоту. Токарный станок может быть небольшим и стоять на верстаке или столе, не требуя подставки.
Почти все токарные станки имеют станину, которая почти всегда представляет собой горизонтальную балку, хотя токарные станки с ЧПУ обычно имеют наклонную или вертикальную балку в качестве станины, чтобы гарантировать свободное падение стружки или стружки со станины. Токарные станки по дереву, специализирующиеся на токарной обработке больших чаш, часто не имеют станины или задней бабки, а имеют только отдельно стоящую переднюю бабку и консольную подставку для инструмента.
На одном конце станины (почти всегда слева, если оператор смотрит на станок) находится передняя бабка. Головка бабки содержит высокоточные вращающиеся подшипники. Внутри подшипников вращается горизонтальная ось с осью, параллельной станине, называемая шпинделем . Шпиндели часто бывают полыми и имеют внутренний конус Морзе на носовой части шпинделя (т. е. обращен вправо/в сторону станины), с помощью которого на шпиндель можно прикрепить приспособления для крепления заготовки. Шпиндели также могут иметь приспособления для удержания заготовки на левом конце шпинделя с другими приспособлениями для выполнения конкретных задач. (т. е. обращены от основной кровати) или могут иметь маховик или другой вспомогательный механизм на внешнем конце. Шпиндели приводятся в действие и сообщают движение заготовке.
Шпиндель приводится в движение либо ножным приводом от педали и маховика, либо ременной или зубчатой передачей от источника энергии, такого как электродвигатель или валы воздушной линии. В большинстве современных токарных станков этот источник питания представляет собой встроенный электродвигатель, часто расположенный либо в передней бабке, слева от передней бабки, либо под передней бабкой, скрытый в стойке.
Помимо шпинделя и его подшипников, передняя бабка часто содержит детали для преобразования скорости двигателя в различные скорости шпинделя . Этого достигают с помощью различных типов механизмов переключения скоростей: от конусного шкива или ступенчатого шкива до конусного шкива с задней передачей (который, по сути, представляет собой низкий диапазон, по конечному эффекту аналогичный двухскоростному заднему шкиву грузовика) и Вся зубчатая передача аналогична автомобильной коробке передач с ручным переключением . Некоторые двигатели оснащены электронным регулятором скорости реостатного типа, что позволяет отказаться от конических шкивов или шестерен.
Противоположностью передней бабки является задняя бабка , иногда называемая свободной головкой, поскольку ее можно расположить в любой удобной точке станины, сдвинув ее в необходимую область. Задняя бабка содержит цилиндр, который не вращается, а может скользить внутрь и наружу параллельно оси станины и прямо на одной линии со шпинделем передней бабки. Ствол полый и обычно имеет конус для облегчения захвата различных типов инструментов. Чаще всего его используют для удержания центра из закаленной стали, который используется для поддержки длинных тонких валов при точении, или для удержания сверл для сверления осевых отверстий в заготовке. Возможны многие другие варианты использования. [ 7 ]
Металлообрабатывающие токарные станки имеют каретку (состоящую из седла и фартука), увенчанную поперечными салазками, представляющими собой плоскую деталь, которая крестообразно сидит на станине и может поворачиваться под прямым углом к станине. На поперечной направляющей обычно находится еще одна направляющая, называемая составной опорой, которая обеспечивает две дополнительные оси движения: вращательную и линейную. Наверху находится стойка для инструментов, на которой находится режущий инструмент , удаляющий материал с заготовки. может быть, а может и не быть Ходовой винт , который перемещает поперечные салазки вдоль станины.
Токарные станки по дереву и токарно-прядильные станки не имеют поперечных направляющих, а имеют банджо , которые представляют собой плоские детали, которые крест-накрест располагаются на станине. Положение банджо можно регулировать вручную; никакая передача не задействована. От банджо вертикально поднимается стойка для инструментов, наверху которой находится горизонтальная подставка для инструментов. При токарной обработке дерева ручные инструменты крепятся к подставке и прижимаются к заготовке. При точении металла дополнительный штифт поднимается вертикально от подставки для инструментов и служит точкой опоры, на которой инструменты могут быть закреплены в заготовке.
Аксессуары
[ редактировать ]
За исключением случаев, когда на заготовке имеется конус, который идеально соответствует внутреннему конусу шпинделя, или резьба, которая идеально соответствует внешней резьбе шпинделя (два условия, которые встречаются редко), для крепления заготовки к шпинделю необходимо использовать приспособление. шпиндель.
Заготовка может быть прикреплена болтами или привинчена к планшайбе — большому плоскому диску, который крепится к шпинделю. В качестве альтернативы можно использовать собачки лицевой панели для закрепления изделия на лицевой панели.
Заготовка может быть закреплена на оправке или зажата в трех- или четырехкулачковом патроне . Для заготовок неправильной формы обычно используют четырехкулачковый патрон (независимые подвижные кулачки). Эти удерживающие устройства крепятся непосредственно к шпинделю передней бабки токарного станка.
При точных работах и в некоторых классах повторных работ цилиндрические заготовки обычно удерживаются в цанге , вставленной в шпиндель и закрепляются либо тягой, либо закрывающим колпачком цанги на шпинделе. Подходящие цанги также можно использовать для крепления квадратных или шестиугольных заготовок. В прецизионных работах по изготовлению инструментов такие цанги обычно относятся к типу втягиваемых, когда при затягивании цанги заготовка слегка перемещается назад в переднюю бабку, тогда как для большинства повторяющихся работ предпочтительна разновидность мертвой длины, поскольку это гарантирует, что положение заготовка не перемещается при затягивании цанги.
Мягкую заготовку (например, дерево) можно зажать между центрами, используя прямозубый привод на передней бабке, который врезается в древесину и передает ей крутящий момент.

Мертвая точка (нижняя)
В шпинделе передней бабки используется мягкая мертвая точка, поскольку заготовка вращается вместе с центром. Поскольку центр мягкий, его можно поправить перед использованием. Включенный угол составляет 60°. твердая мертвая точка Традиционно для поддержки заготовки в задней бабке используется вместе с подходящей смазкой. В современной практике мертвую точку часто заменяют бегущей , поскольку она свободно вращается вместе с заготовкой (обычно на шарикоподшипниках), что снижает теплоту трения, что особенно важно на высоких скоростях. При открытой облицовке длинномерного материала его необходимо поддерживать с обоих концов. Этого можно достичь за счет использования передвижного или фиксированного стабилизатора . При отсутствии устойчивой опоры обрабатываемый торец может опираться на мертвый (неподвижный) полуцентр. Полуцентр имеет плоскую поверхность, обработанную на широком участке половины его диаметра на заостренном конце. Небольшой участок вершины мертвой точки сохраняется для обеспечения концентричности. В этой точке контакта необходимо нанести смазку и снизить давление задней бабки. А Держатель токарного станка или собачка токарного станка также могут использоваться при токарной обработке между двумя центрами. [ 8 ]
В токарной обработке дерева одним из вариантов ходового центра является центр чашки , который представляет собой металлический конус, окруженный кольцевым металлическим кольцом, что снижает вероятность раскалывания заготовки.
Круглая металлическая пластина с равномерно расположенными отверстиями по периферии, прикрепленная к шпинделю, называется «индексной пластиной». Его можно использовать для поворота шпинделя на точный угол, а затем зафиксировать его на месте, облегчая повторные вспомогательные операции, выполняемые с заготовкой.
Другие аксессуары, в том числе такие элементы, как приспособления для точения конусов, накатные инструменты, вертикальные направляющие, фиксированные и передвижные опоры и т. д., повышают универсальность токарного станка и диапазон выполняемых им работ.
Режимы использования
[ редактировать ]Когда заготовка фиксируется между передней и задней бабками, ее называют «между центрами». Когда заготовка поддерживается с обоих концов, она более устойчива, и к заготовке можно приложить больше силы с помощью инструментов под прямым углом к оси вращения, не опасаясь, что заготовка может оторваться.
Когда заготовка крепится только к шпинделю на конце передней бабки, работа называется «торцевой обработкой». Когда заготовка поддерживается таким образом, к заготовке можно приложить меньшую силу с помощью инструментов под прямым углом к оси вращения, чтобы заготовка не вырвалась. Таким образом, большую часть работы необходимо выполнять в осевом направлении, по направлению к передней бабке или под прямым углом, но осторожно.
Когда заготовка монтируется с определенной осью вращения, обрабатывается, а затем снова монтируется с новой осью вращения, это называется «эксцентриковым точением» или «многоосным точением». В результате различные сечения заготовки осесимметричны, но заготовка в целом не является осесимметричной. Эту технику применяют для распредвалов, различных типов ножек стульев.
Размеры
[ редактировать ]Токарные станки обычно выбираются в зависимости от производительности, которую они могут выполнять. Обычно крупные работы выполняются на обоих концах с помощью патрона или другого привода в передней бабке и в центре задней бабки. Чтобы максимизировать размер, точение между центрами позволяет работать как можно ближе к передней бабке и используется для определения самой длинной детали, которую будет обрабатывать токарный станок: когда основание задней бабки выровнено с концом станины. Расстояние между центрами дает максимальную продолжительность работы, которую официально может выдержать токарный станок. Можно вставить немного более длинные предметы, если задняя бабка выступает за конец станины, но это опрометчивая практика. Разумной альтернативой будет покупка раскладушки или кровати большего размера.
Другой размер заготовки — насколько далеко она может быть смещена от центра. Это известно как «качели» («Расстояние от центра головки токарного станка до станины, направляющих или остальной части. Качание определяет диаметральный размер объекта, который можно поворачивать на токарном станке; что угодно больший размер будет мешать кровати. Этот предел называется поворотом кровати. Качание опоры - это размер, который будет вращаться над опорой, лежащей на кровати.") [ 9 ] из представления о том, что произведение «качается» из центра, на котором оно установлено. Это имеет больше смысла при работе с заготовками нестандартной формы, но поскольку токарный станок чаще всего используется для обработки цилиндрических заготовок, полезно знать максимальный диаметр заготовки, которую может выдержать токарный станок. Это просто значение поворота (или высоты центра над кроватью), умноженное на два. По какой-то причине в США за свинг принято считать диаметр, но это неверно. Поэтому, чтобы внести ясность в размер, лучше описать его как «высоту центра над кроватью». Поскольку части токарного станка уменьшают производительность, можно найти такие размеры, как «поворот поперечных салазок» или другие названные детали.
Разновидности
[ редактировать ]Этот раздел нуждается в дополнительных цитатах для проверки . ( Апрель 2014 г. ) |
Самые маленькие токарные станки - это «ювелирные токарные станки» или «часовые токарные станки», которые, хотя часто достаточно малы, чтобы их можно было держать в одной руке, обычно крепятся к верстаку. [ 10 ] Существуют редкие и еще меньшие по размеру мини-токарные станки, предназначенные для точной резки. [ 11 ] Заготовки, обрабатываемые на ювелирном токарном станке, часто бывают металлическими, но можно обрабатывать и другие более мягкие материалы. Ювелирные токарные станки можно использовать с ручными «гравёрными» инструментами или с «составной опорой», которая прикрепляется к станине токарного станка и позволяет фиксировать инструмент на месте и перемещать его с помощью винтовой или рычажной подачи. Инструменты Graver обычно поддерживаются Т-образной опорой, а не прикреплены к поперечным суппортам или составным опорам. Обычно работа ведется в цанге, но также часто используются высокоточные трех- и шестикулачковые патроны. Обычные размеры отверстия шпинделя составляют 6 мм, 8 мм и 10 мм. Термин WW относится к цанговому и токарному станку Webster/Whitcomb, изобретенному американской компанией Watch Tool Company в Уолтеме, штат Массачусетс. Большинство токарных станков, обычно называемых токарными станками для часовщиков, имеют именно такую конструкцию. В 1909 году компания American Watch Tool представила цангу типа Magnus (цанга диаметром 10 мм), используя токарный станок той же базовой конструкции — Webster/Whitcomb Magnus. (FWDerbyshire, Inc. сохраняет торговые марки Webster/Whitcomb и Magnus и до сих пор производит эти цанги. [ 12 ] ) Распространены две модели станины: станина WW (Webster Whitcomb), усеченная треугольная призма (встречается только на токарных станках часовых мастеров диаметром 8 и 10 мм); и станина континентального типа D (используется на токарных станках диаметром 6 и 8 мм такими фирмами, как Lorch и Star). Использовались и другие конструкции станины, такие как треугольная призма на некоторых токарных станках Boley диаметром 6,5 мм и станина с V-образной кромкой на токарных станках IME диаметром 8 мм.
Меньшие по размеру металлообрабатывающие станки, которые больше ювелирных и могут стоять на верстаке или столе, но имеют такие функции, как держатели инструментов и токарно-винторезную передачу, называются токарных станками для хобби, а более крупные версии - «настольными токарными станками» - также этот термин. обычно применяется к особому типу высокоточных токарных станков, используемых производителями инструментов для разовых работ. [ 13 ] Даже более крупные токарные станки, предлагающие аналогичные функции для производства или модификации отдельных деталей, называются «токарные станки для двигателей». Токарные станки этих типов не имеют дополнительных встроенных функций для серийного производства, а в основном используются для изготовления или модификации отдельных деталей.
Токарные станки такого размера, предназначенные для массового производства, но не обладающие универсальными возможностями токарно-винторезного станка, присущими моторному или настольному токарному станку, называются токарными станками «второй операции».
Токарные станки с очень большим отверстием шпинделя и патроном на обоих концах шпинделя называются «нефтепромысловыми станками».
Полностью автоматические механические токарные станки, в которых для контролируемого движения используются кулачки и зубчатые передачи, называются винтовыми станками .
Токарные станки, управляемые компьютером, представляют собой токарные станки с ЧПУ .
Токарные станки, у которых шпиндель установлен вертикально, а не горизонтально, называются вертикальными токарных станками или вертикально-расточными станками. Их применяют там, где необходимо точить очень большие диаметры, а заготовка (сравнительно) не очень длинная.
Токарный станок со стойкой для инструментов, которая может вращаться вокруг вертикальной оси, чтобы подавать различные инструменты к передней бабке (и заготовке), представляет собой револьверно-токарные станки . [ 14 ]
Токарный станок, оснащенный индексирующими пластинами, профильными фрезами, спиральными или винтовыми направляющими и т. д. для обеспечения декоративной токарной обработки, является декоративным токарным станком .
Возможны различные комбинации: например, вертикальный токарный станок также может иметь возможности ЧПУ (например, CNC VTL ).
Токарные станки можно комбинировать с другими станками, например, со сверлильным станком или вертикально-фрезерным станком . Их обычно называют комбинированными токарных станками .
Использование
[ редактировать ]Деревообработка
[ редактировать ]

Токарные станки по дереву — самый старый вид, не считая гончарных кругов. Все остальные разновидности произошли от этих простых токарных станков. Регулируемая горизонтальная металлическая направляющая, подставка для инструментов, между материалом и оператором позволяет размещать формовочные инструменты, которые обычно держат в руках. После придания формы общепринятой практикой является прижимать и скользить наждачной бумагой по все еще вращающемуся объекту, чтобы сгладить поверхность, полученную с помощью инструментов для формовки металла. Подставка для инструмента обычно снимается во время шлифовки, так как может быть небезопасно держать руки оператора между ней и вращающейся древесиной. [ нужна ссылка ]
Многие токарные станки по дереву также можно использовать для изготовления чаш и тарелок. Чашу или тарелку нужно удерживать только за одну сторону станка внизу. Обычно он крепится к металлической лицевой пластине, прикрепленной к шпинделю. На многих токарных станках эта операция происходит на левой стороне передней бабки, где нет направляющих и, следовательно, больше зазора. В этой конфигурации изделию можно придавать форму внутри и снаружи. Специальную изогнутую подставку для инструментов можно использовать для поддержки инструментов при формировании внутренней части. Более подробную информацию можно найти на странице токарной обработки дерева .
Большинство токарных станков для деревообработки рассчитаны на работу со скоростью от 200 до 1400 оборотов в минуту, при этом чуть более 1000 об/мин считается оптимальной для большинства таких работ, а для более крупных заготовок требуются более низкие скорости. [ 15 ]
Дублирование
[ редактировать ]
Одним из типов специализированных токарных станков является токарно-дублирующий или копирующий станок. Некоторые их типы известны как токарные станки Бланшара, в честь Томаса Бланшара . Этот тип токарного станка мог создавать формы, идентичные стандартному образцу, и он произвел революцию в процессе изготовления ружейного приклада в 1820-х годах, когда он был изобретен. [ 16 ]
В Эрмитаже , Россия, выставлен копировальный станок для декоративной токарной обработки : изготовления медалей и гильошированных узоров по проекту Андрея Нартова , 1721 год. [ 17 ] [ 18 ]
Изготовление моделей
[ редактировать ]
Используется для изготовления лекал для литейных цехов , часто из дерева, но также и из пластмассы. Токарный станок модельера выглядит как тяжелый токарный станок по дереву, часто с револьверной головкой и либо ходовым винтом , либо реечным механизмом для ручного позиционирования револьверной головки . Револьверная головка используется для точной резки прямых линий. У них часто есть возможность обтачивать очень большие детали на другом конце передней бабки с помощью отдельно стоящей подставки для инструментов. Другой способ токарной обработки крупных деталей — это скользящая станина, которая может соскользнуть с передней бабки и тем самым открыть зазор перед передней бабкой для крупных деталей.
Металлообработка
[ редактировать ]На токарно -металлообрабатывающем станке металл снимается с заготовки с помощью закаленного режущего инструмента , который обычно крепится к прочному подвижному креплению (стойке инструмента или револьверной головке), которое затем перемещается по заготовке с помощью маховиков или двигателей с компьютерным управлением. . Эти режущие инструменты бывают самых разных размеров и форм, в зависимости от их применения. Некоторые распространенные стили: ромбовидные, круглые, квадратные и треугольные.
Стойка инструмента приводится в движение ходовыми винтами, которые позволяют точно позиционировать инструмент в различных плоскостях. Стойка инструмента может приводиться в движение вручную или автоматически для выполнения черновых и чистовых резов, необходимых для придания заготовке желаемой формы и размеров, или для нарезания резьбы , червячных передач и т. д. Смазочно-охлаждающая жидкость также может подаваться на место резки для обеспечить охлаждение, смазку и очистку заготовки от стружки. Некоторые токарные станки могут работать под управлением компьютера для массового производства деталей (см. « ЧПУ »).
Металлообрабатывающие станки с ручным управлением обычно оснащаются зубчатой передачей с переменным передаточным числом для привода главного ходового винта. Это позволяет резьбу с разным шагом нарезать . На некоторых старых токарных станках или более доступных новых токарных станках зубчатые передачи заменяются путем замены шестерен с различным количеством зубьев на валах или снятии с них, в то время как более современные или дорогие токарные станки с ручным управлением имеют коробку быстрой замены , обеспечивающую обычно используемые передаточные числа путем действие рычага. Токарные станки с ЧПУ используют компьютеры и сервомеханизмы для регулирования скорости движения.
На токарных станках с ручным управлением шаг нарезаемой резьбы в некоторой степени определяется шагом ходового винта: токарный станок с метрическим ходовым винтом легко нарезает метрическую резьбу (включая BA), а станок с метрической резьбой (включая BA ), а станок с метрической резьбой. Британский ходовой винт легко нарежет резьбу в дюймовых единицах измерения, такую как BSW или UTS (UNF, UNC). Это ограничение не является непреодолимым, поскольку для преобразования между метрическим и дюймовым шагом резьбы используется шестерня со 127 зубьями, называемая транспонирующей шестерней. Однако это дополнительное оборудование, которого нет у многих владельцев токарных станков. Это также сменное колесо большего размера, чем другие, а на некоторых токарных станках оно может быть больше, чем может установить банджо для сменного колеса.
Заготовка может поддерживаться между парой точек, называемых центрами , или может быть прикреплена болтами к планшайбе или удерживаться в патроне . Патрон имеет подвижные кулачки, которые позволяют надежно удерживать заготовку.
Использование токарного станка по металлу оказывает некоторое влияние на свойства материала. Химических и физических воздействий мало, но имеется множество механических воздействий, к которым относятся остаточные напряжения, микротрещины, наклеп и отпуск в закаленных материалах.
Кий токарные станки
[ редактировать ]Токарно-винторезные станки функционируют так же, как токарные и прядильные станки, обеспечивая идеально радиально-симметричный разрез бильярдных киев . Их также можно использовать для полировки киев, которые носили годами.
Стеклообработка
[ редактировать ]Токарные станки для обработки стекла по конструкции похожи на другие токарные станки, но заметно отличаются способом модификации заготовки. Токарные станки для обработки стекла медленно вращают полый стеклянный сосуд над пламенем с фиксированной или переменной температурой. Источник пламени может быть либо ручным, либо прикрепленным к банджо/поперечному салазку, которое можно перемещать вдоль станины токарного станка. Пламя служит для размягчения обрабатываемого стекла, так что стекло в определенной области заготовки становится пластичным и подвержено формованию либо путем надувания (« выдувание стекла »), либо путем деформации термостойким инструментом. Такие токарные станки обычно имеют две бабки с патронами, удерживающими заготовку, расположенные так, что они обе вращаются вместе синхронно. Для выдувания стекла через шпиндель патрона передней бабки можно подавать воздух. Инструменты для деформации стекла и трубки для выдувания (надувания) стекла обычно ручные.
При алмазном точении токарный станок с компьютерным управлением и инструментом с алмазным наконечником используется для изготовления прецизионных оптических поверхностей из стекла или других оптических материалов. В отличие от обычного оптического шлифования, сложные асферические поверхности можно легко обрабатывать. Вместо направляющих «ласточкин хвост», используемых на направляющих инструмента токарного станка, эти направляющие обычно плавают на воздушных подшипниках, а положение инструмента измеряется с помощью оптической интерферометрии для достижения необходимого стандарта точности для оптических работ. Готовая заготовка обычно требует небольшой последующей полировки обычными методами для получения готовой поверхности, достаточно гладкой для использования в линзах, но время черновой шлифовки значительно сокращается для сложных линз.
Металлообработка
[ редактировать ]При прядении металла диск из листового металла удерживается перпендикулярно главной оси токарного станка, а инструменты с полированными кончиками ( ложками ) или роликовыми наконечниками держат в руках, но вручную прижимают к неподвижным стойкам, чтобы создать давление, которое деформирует диск. вращающийся лист металла.
Токарно-токарные станки по металлу почти так же просты, как токарные станки по дереву. Обычно для формования металла требуется оправка, обычно изготовленная из дерева, которая служит шаблоном, на котором формируется заготовка (можно изготавливать асимметричные формы, но это очень продвинутая техника). Например, чтобы сделать чашу из листового металла , потребуется цельный деревянный брусок по форме чаши; аналогично, чтобы сделать вазу , потребуется цельный шаблон вазы.
Учитывая появление высокоскоростной промышленной штамповки под высоким давлением, формование металла сейчас менее распространено, чем когда-то, но по-прежнему остается ценным методом для производства единичных прототипов или небольших партий, где штамповка была бы неэкономична.
Декоративная токарная обработка
[ редактировать ]Декоративный токарно-винторезный станок был разработан примерно в то же время, что и промышленный токарно-винторезный станок, в девятнадцатом веке. Его использовали не для изготовления практических предметов, а для декоративных работ: декоративной токарной обработки . Используя такие аксессуары, как горизонтальные и вертикальные режущие рамы , эксцентриковый и эллиптический патроны, можно производить изделия чрезвычайной сложности с помощью различных генеративных процедур.
Токарный станок специального назначения, токарный станок с двигателем Rose , также используется для декоративной токарной обработки, в частности для токарной обработки двигателей, обычно из драгоценных металлов, например, для украшения корпусов карманных часов. Помимо широкого спектра аксессуаров, эти токарные станки обычно имеют сложные разделительные устройства, обеспечивающие точное вращение оправки. Резка обычно осуществляется вращающимися резцами, а не непосредственно вращением самой работы. Из-за сложности полировки такой работы обрабатываемые материалы, например дерево или слоновая кость, обычно довольно мягкие, а резец должен быть исключительно острым. Лучшими декоративными токарными станками обычно считаются те, которые были изготовлены Хольцапффелем на рубеже XIX века.
Сокращение
[ редактировать ]Многие типы токарных станков могут быть оснащены вспомогательными компонентами, позволяющими воспроизводить изделие: исходное изделие устанавливается на один шпиндель, заготовка - на другой, и, когда оба вращаются синхронно, один конец рычага "считывает" оригинал и другой конец руки «вырезают» дубликат.
Редукционный токарный станок — это специализированный токарный станок, который спроектирован с учетом этой функции и включает в себя механизм, аналогичный пантографу , так что, когда «считывающий» конец рычага считывает деталь размером, например, в один дюйм, режущий конец токарного станка рука создает аналогичную деталь размером (например) в одну четверть дюйма (уменьшение 4:1, хотя при соответствующем оборудовании и соответствующих настройках возможен любой коэффициент уменьшения).
Редукционные токарные станки используются при чеканке монет, где гипсовый оригинал (или эпоксидный мастер, изготовленный из гипсового оригинала, или мастер с медной оболочкой, изготовленный из гипсового оригинала и т. д.) дублируется и уменьшается на токарно-редукторном станке, создавая мастер умрет .
Токарно-карусельные станки
[ редактировать ]Токарный станок, на котором бревна обрабатываются очень острым лезвием и отслаиваются одним непрерывным или полунепрерывным валком. Изобретён Иммануэлем Нобелем (отцом более известного Альфреда Нобеля ). Первые такие токарные станки в США были созданы в середине 19 века. Продукт называется древесным шпоном и используется для изготовления фанеры , а также в качестве косметического шпона на некоторых сортах ДСП .
Часовое дело
[ редактировать ]Токарные станки для часовщиков — это деликатные, но точные токарные станки для металлообработки, обычно не имеющие приспособлений для нарезания винтов , которые до сих пор используются часовщиками для таких работ, как токарная обработка балансовых рейок. Ручной инструмент, называемый гравером , поддерживаемый подставкой, часто используется вместо инструмента, установленного на направляющих. Первоначальные токарные станки часовщика представляли собой простой токарный станок с мертвой точкой, подвижной опорой и двумя свободными бабками. Заготовку вращали с помощью бантика, обычно из конского волоса , обернутого вокруг нее.
Транскрипция или запись
[ редактировать ]Транскрипционные или записывающие станки используются для создания канавок на поверхности для записи звуков. Они использовались для создания звуковых канавок на восковых цилиндрах, а затем на плоских записывающих дисках, первоначально также изготовленных из воска, но позже в виде лаков на подложке. Первоначально токарные станки приводились в движение звуковыми вибрациями через рупор в процессе, известном как акустическая запись , а позже приводились в движение электрическим током, когда микрофоны впервые использовались для записи звука. Многие такие токарные станки были профессиональными моделями, но другие были разработаны для домашней записи и были распространены до появления домашней записи на магнитную ленту.
Производительность
[ редактировать ]Национальные и международные стандарты используются для стандартизации определений, экологических требований и методов испытаний, используемых для оценки производительности токарных станков. Выбор используемого стандарта является соглашением между поставщиком и пользователем и имеет определенное значение при проектировании токарного станка. В Соединенных Штатах ASME разработал стандарт B5.57 под названием «Методы оценки производительности токарных станков и токарных центров с числовым программным управлением», который устанавливает требования и методы для определения и тестирования производительности токарных станков с ЧПУ и токарных центров. [ 19 ]
См. также
[ редактировать ]- Алмазная токарная обработка
- Пистолетная дрель
- Оправка
- Сегментированная токарная обработка
- Тело революции
- Унимат
Ссылки
[ редактировать ]- ^ Токарные станки в главе 7 Учебного пособия армии США, опубликованной в 1996 году (факультет химической инженерии, веб-сайт Университета Карнеги-Меллона )
- ^ М. Оутс, Джоклин (2021). Иллюстрированный путеводитель по истории мебели . Рутледж. ISBN 9781000406108 .
- ^ Перейти обратно: а б с Клиффорд, Брайан. «Краткая история токарного дела по дереву» . Мастерская токаря по дереву . Гильдия токарей Онтарио . Проверено 24 июля 2018 г.
- ^ Армия призраков императора (документальный) . ПБС. Событие происходит в 26:00. Архивировано из оригинала 15 января 2016 г.
- ^ Роу, Джозеф Уикхэм (1916), английские и американские производители инструментов , Нью-Хейвен, Коннектикут: издательство Йельского университета, LCCN 16011753 . Перепечатано McGraw-Hill, Нью-Йорк и Лондон, 1926 г. ( LCCN 27-24075 ); и Lindsay Publications, Inc., Брэдли, Иллинойс ( ISBN 978-0-917914-73-7 ).
- ^ Томияма, Тецуо (16 февраля 2016 г.). «Развитие технологии производства и станков (конспект к презентации)» (PDF) . OpenCourseWare: TUDelft . ТУДельфт. стр. 18–21. Архивировано (PDF) из оригинала 25 июля 2018 г. Проверено 24 июля 2018 г. Томияма, Тецуо (2011). 02. Ontwikkeling Fabricagetechnologie [ 02. Разработка технологии производства ] (Лекция). Делфт, Нидерланды: TUDelft.
- ^ Руттан, Ховард. «Подождите минутку...» Архивировано из оригинала 8 января 2009 г.
- ^ «Советы и рекомендации по использованию токарного станка» . Советы и подсказки «Джорджа Уилсона» . Lathes.co.uk. Архивировано из оригинала 1 декабря 2010 года . Проверено 29 ноября 2010 г.
- ^ Найт, Эдвард Х. (1875). Практический словарь по механике . Лондон / США: Касселл и компания / Houghton Mifflin. п. 2469.
- ^ Страница часовых токарных станков , созданная любителем, на которой описаны и показаны токарные станки для ювелиров и часовщиков, а также их использование (веб-сайт Sparks Communication)
- ^ Деннис Нормил, Токио (16 июля 2001 г.). «Самый маленький токарный микростанок, созданный исследователями из Токио, Япония» . designnews.com. Архивировано из оригинала 04.11.2019 . Проверено 7 июня 2007 г.
- ^ Торговые названия на сайте компании FW Derbyshire.
- ^ Гриффитс, Тони. «Изготовители токарных станков настольной точности» . LATHES.CO.UK . Архивировано из оригинала 27 декабря 2017 года . Проверено 5 февраля 2018 г.
- ^ Паркер, Дана Т. Строительство Победы: производство самолетов в районе Лос-Анджелеса во время Второй мировой войны, с. 81, 123, Сайпресс, Калифорния, 2013. ISBN 978-0-9897906-0-4 .
- ^ Эрни Коновер (2000), «Переверните миску с Эрни Коновером: получение отличных результатов с первого раза» , Тонтон, стр. 16, ISBN 978-1-56158-293-8
- ^ Смит, Мерритт Роу (2015). Оружейная палата Харперс-Ферри и новые технологии: вызов перемен . Издательство Корнельского университета. ISBN 9780801454394 . Проверено 30 июня 2016 г.
- ^ «Декоративная токарная обработка — токари раннего Нового времени в России» . Ornamentalturning.net .
- ↑ Рецензия на книгу: Нартов и его Theatrum Machinarium (перевод с русского в 1966 г.); doi : 10.2307/3102014 , JSTOR 3102014
- ^ «Методы оценки производительности токарных станков и токарных центров с ЧПУ» . asme.org . Американское общество инженеров-механиков. Архивировано из оригинала 7 ноября 2017 года . Проверено 5 февраля 2018 г.
Дальнейшее чтение
[ редактировать ]- Хольцапфель, Чарльз (1843–1897). Токарная обработка и механические манипуляции Том V.
- Марлоу, Фрэнк (2008). Основы механического цеха: вопросы и ответы . Пресса Металлических Искусств. ISBN 978-0-9759963-3-1 .
- Оскар Э. Перриго . Современная американская практика токарных станков. Новый, полный и практический труд о «короле механических инструментов». , 1907.
- Раффан, Ричард (2001). Точение дерева с Ричардом Раффаном . Тонтон. ISBN 1-56158-417-7 .
- Джошуа Роуз . Полный практический машинист: работа на токарном станке, в тисках, сверла и т. д. , Филадельфия: HC Baird & Co., 1876; 2-е изд. 1885 год .
- Спари, Лоуренс (1947). Токарный станок для любителя . Книги-модели для особых интересов. ISBN 0-85242-288-1 .
- Вудбери, Роберт С. (1961). История токарного станка до 1850 года . Кливленд, Огайо: Общество истории технологий. ISBN 978-0-262-73004-4 .
- Брей, Стэн (2004). Компактный токарный станок (2-е изд.). Пул: Модельные книги для особых интересов. ISBN 1854862278 . OCLC 63184337 .
Внешние ссылки
[ редактировать ]- Операции на токарном станке
- Архив станков
- Ранняя обработка дерева
- Токарный станок с пружинным столбом
- Практика современного механического цеха - исторический викторианский текст, описывающий конструкцию, конструкцию и использование токарных станков в 1880-х годах.
- «Забытый электроинструмент». Popular Science , декабрь 1959 г., стр. 149–152.
- Дисковые режущие и записывающие станки
- История токарного станка