Литье под давлением

Литье под давлением — это процесс литья металла , который характеризуется нагнетанием расплавленного металла под высоким давлением в полость формы . Полость пресс-формы создается с помощью двух из закаленной инструментальной стали штампов , которым придается форма и которые работают аналогично литьевой форме в процессе работы . Большинство отливок под давлением изготавливается из цветных металлов , в частности цинка , меди , алюминия , магния , свинца , олова и сплавов на основе олова . В зависимости от типа отливаемого металла применяют машину с горячей или холодной камерой.
Литейное оборудование и металлические штампы требуют больших капитальных затрат, что ограничивает процесс крупносерийным производством. Производство деталей методом литья под давлением относительно просто и включает всего четыре основных этапа, что позволяет снизить дополнительные затраты на единицу продукции. Он особенно подходит для большого количества отливок малого и среднего размера, поэтому при литье под давлением получается больше отливок, чем при любом другом процессе литья. [1] Отливки под давлением характеризуются очень хорошим качеством поверхности (по стандартам литья) и постоянством размеров.
История
[ редактировать ]Оборудование для литья под давлением было изобретено в 1838 году с целью производства подвижных шрифтов для полиграфической промышленности . Первый патент , связанный с литьем под давлением, был выдан в 1849 году на небольшую ручную машину для механизированного производства печатных шрифтов. В 1885 году Оттмар Мергенталер изобрел линотипную машину , которая отливала всю линейку шрифтов как единое целое, используя процесс литья под давлением . Он почти полностью заменил набор текста вручную в издательской индустрии. Машина для литья под давлением Soss, изготовленная в Бруклине, штат Нью-Йорк, была первой машиной, проданной на открытом рынке в Северной Америке. [2] Другие области применения быстро росли: литье под давлением способствовало росту производства потребительских товаров и бытовой техники за счет значительного снижения себестоимости производства сложных деталей в больших объемах. [3] В 1966 году [4] General Motors выпустила процесс Acurad . [5]
Литой металл
[ редактировать ]Основными сплавами для литья под давлением являются: цинк , алюминий, магний, медь, свинец и олово; хотя и редко, под давлением черных металлов . но также возможно литье [6] К специальным сплавам для литья под давлением относятся: цинк-алюминий ; алюминий, например, по стандартам Алюминиевой ассоциации (АА): АА 380, АА 384, АА 386, АА 390; и магний AZ91D. [7] Ниже приводится краткое описание преимуществ каждого сплава: [8]
- Цинк : самый простой в отливке металл; высокая пластичность; высокая ударная вязкость; легко покрывается металлом; экономичен для мелких деталей; способствует долгой жизни.
- Алюминий : легкий; высокая стабильность размеров для очень сложных форм и тонких стенок; хорошая коррозионная стойкость; хорошие механические свойства; высокая тепло- и электропроводность; сохраняет прочность при умеренно высоких температурах.
- Магний : металл, который легче всего обрабатывать; отличное соотношение прочности и веса; Самый легкий сплав, обычно отливаемый под давлением.
- Медь : высокая твердость; высокая коррозионная стойкость; высочайшие механические свойства сплавов, литых под давлением; отличная износостойкость; отличная стабильность размеров; прочность приближается к прочности стальных деталей.
- Кремниевый томпак : высокопрочный сплав меди, цинка и кремния. Часто используется в качестве альтернативы литым стальным деталям.
- Свинец и олово : высокая плотность; чрезвычайно высокая точность размеров; используется для особых форм коррозионной стойкости. Такие сплавы не используются в сфере общественного питания по соображениям общественного здравоохранения . Шрифтовый металл, сплав свинца, олова и сурьмы (иногда с примесями меди), используется для отливки ручного набора при высокой печати и блокировании горячим фольгированием. Традиционно отливали в ручных толчковых формах, теперь после индустриализации литейных заводов преимущественно отливают под давлением. [ нужны разъяснения ] Примерно в 1900 году машины для отливки заготовок , которые добавили дополнительную автоматизацию, иногда в одной газетной редакции использовались десятки машин для отливки. на рынке появились
По состоянию на 2008 год [update]Максимальный вес отливок из алюминия, латуни , магния и цинка оценивается примерно в 70 фунтов (32 кг), 10 фунтов (4,5 кг), 44 фунта (20 кг) и 75 фунтов (34 кг) соответственно. [9] К концу 2019 года прессы, способные отливать под давлением отдельные детали весом более 100 кг (220 фунтов), использовались для производства алюминиевых компонентов шасси для автомобилей. [10]
Используемый материал определяет минимальную толщину профиля и минимальную осадку , необходимую для отливки, как указано в таблице ниже. Самая толстая секция должна быть менее 13 мм (0,5 дюйма), но может быть и больше. [11]
| Металл | Минимальный раздел | Минимальная осадка |
|---|---|---|
| Алюминиевые сплавы | 0,89 мм (0,035 дюйма) | 1:100 (0.6°) |
| Латунь и бронза | 1,27 мм (0,050 дюйма) | 1:80 (0.7°) |
| Магниевые сплавы | 1,27 мм (0,050 дюйма) | 1:100 (0.6°) |
| Цинковые сплавы | 0,63 мм (0,025 дюйма) | 1:200 (0.3°) |
Геометрия конструкции
[ редактировать ]Этот раздел нуждается в дополнительных цитатах для проверки . ( декабрь 2017 г. ) |
При создании параметрической модели литья под давлением необходимо учитывать ряд геометрических особенностей:
- Осадка — это величина наклона или конусности, придаваемая стержням или другим частям полости матрицы, чтобы обеспечить легкий выброс отливки из матрицы. Все литые поверхности, параллельные направлению открытия матрицы, требуют тяги для правильного выброса отливки из матрицы. [12] Отливки, имеющие правильную вытяжку, легче извлекать из матрицы, что приводит к получению высококачественных поверхностей и более точному конечному изделию.
- Скругление — это изогнутое соединение двух поверхностей, которые в противном случае встретились бы в остром углу или краю. Проще говоря, при литье под давлением можно добавить скругления, чтобы удалить нежелательные края и углы.
- Линия разъема представляет собой точку, в которой сходятся две разные стороны формы. Расположение линии разъема определяет, какая сторона матрицы является крышкой, а какая — выбрасывателем. [13]
- К отлитым под давлением деталям добавляются бобышки , которые служат стойками и точками крепления для деталей, которые необходимо будет установить. Для максимальной целостности и прочности литья под давлением бобышки должны иметь универсальную толщину стенок.
- Ребра добавляются при литье под давлением, чтобы обеспечить дополнительную поддержку конструкциям, требующим максимальной прочности без увеличения толщины стенок.
- Отверстия и окна требуют особого внимания при литье под давлением, поскольку периметры этих элементов будут прилипать к стали во время затвердевания. Чтобы противодействовать этому эффекту, к элементам отверстий и окон следует добавить значительную тягу.
Оборудование
[ редактировать ]Существует два основных типа машин для литья под давлением: машины с горячей камерой и машины с холодной камерой . [14] Они оцениваются по тому, какую силу зажима они могут приложить. Типичные номинальные значения составляют от 400 до 4000 ст (от 2500 до 25 400 кг). [8]
Литье под давлением в горячей камере
[ редактировать ]
Литье под давлением с горячей камерой, также известное как машины с гибкой шеей , предполагает использование ванны расплавленного металла для подачи матрицы. В начале цикла поршень машины втягивается, что позволяет расплавленному металлу заполнить «гусиную шею». Затем поршень с пневматическим или гидравлическим приводом вытесняет этот металл из гибкой шейки в матрицу. К преимуществам этой системы относятся быстрое время цикла (около 15 циклов в минуту) и удобство плавки металла в разливочной машине. Недостатками этой системы являются то, что ее можно использовать только с металлами с низкой температурой плавления , а также невозможность использования алюминия, поскольку он поглощает часть железа, находясь в ванне расплава. Поэтому машины с горячей камерой в основном используются со сплавами на основе цинка, олова и свинца. [14]
Литье под давлением с холодной камерой
[ редактировать ]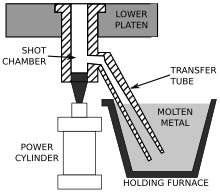
Они используются, когда литейный сплав нельзя использовать в машинах с горячей камерой; к ним относятся алюминий, сплавы цинка с большим содержанием алюминия, магния и меди. Процесс работы этих машин начинается с плавки металла в отдельной печи. [15] Затем определенное количество расплавленного металла подается в машину с холодной камерой, где он подается в необогреваемую камеру дроби (или цилиндр впрыска). Затем этот выстрел подается в матрицу с помощью гидравлического или механического поршня. Самым большим недостатком этой системы является более медленное время цикла из-за необходимости переноса расплавленного металла из печи в машину с холодной камерой. [16]
 Открытый инструмент и форсунка
Открытый инструмент и форсунка Полноценная рабочая ячейка
Полноценная рабочая ячейка


Пресс-форма или оснастка
[ редактировать ]

При литье под давлением используются две матрицы; одна называется «половиной матрицы выталкивателя», а другая - «половиной матрицы выталкивателя». Место их встречи называется линией разъема . Крышка матрицы содержит литник (для машин с горячей камерой) или отверстие для выстрела (для машин с холодной камерой), через которое расплавленный металл может стекать в матрицы; эта особенность совпадает с соплом инжектора на машинах с горячей камерой или с дробовой камерой на машинах с холодной камерой. Матрица выталкивателя содержит штифты выталкивателя и обычно направляющую , которая является путем от литника или дробового отверстия к полости формы. Матрица крышки прикреплена к неподвижной или передней плите разливочной машины, а матрица выталкивателя прикреплена к подвижной плите. Полость пресс-формы разделена на две вставки , которые представляют собой отдельные части, которые можно относительно легко заменить и прикрепить болтами к половинам матрицы. [17]
Матрицы сконструированы таким образом, что готовая отливка соскальзывает с крышки матрицы и остается в выталкивающей половине, когда матрицы открываются. Это гарантирует, что отливка будет выбрасываться каждый цикл, поскольку половина выталкивателя содержит штифты выталкивателя, которые выталкивают отливку из этой половины матрицы. Выталкивающие штифты приводятся в движение пластиной выталкивающих штифтов , которая точно приводит в движение все штифты одновременно и с одинаковой силой, так что отливка не повреждается. Пластина выбрасывателя также втягивает штифты после выброса отливки, чтобы подготовиться к следующему выстрелу. Выталкивающих штифтов должно быть достаточно, чтобы общая сила воздействия на каждый штифт была низкой, поскольку отливка еще горячая и чрезмерная сила может повредить ее. Булавки все равно оставляют следы, поэтому их необходимо располагать в местах, где эти следы не будут мешать цели отливки. [17]
Другие компоненты матрицы включают сердечники и направляющие . Сердечники — это компоненты, которые обычно создают отверстия или отверстия, но их можно использовать и для создания других деталей. Существует три типа сердечников: фиксированные, подвижные и свободные. Фиксированные сердечники - это те, которые ориентированы параллельно направлению вытягивания матриц (т.е. направлению открытия матриц), поэтому они фиксированы или постоянно прикреплены к матрице. Подвижные сердечники — это те, которые ориентированы иначе, чем параллельно направлению вытягивания. Эти стержни необходимо удалить из полости матрицы после затвердевания дроби, но до того, как матрица откроется, с помощью отдельного механизма. Ползуны аналогичны подвижным стержням, за исключением того, что они используются для формирования подрезов поверхностей . Использование подвижных стержней и ползунов значительно увеличивает стоимость штампов. [17] Свободные стержни, также называемые выемками , используются для отливки сложных деталей, таких как резьбовые отверстия . Эти свободные стержни вручную вставляются в матрицу перед каждым циклом, а затем выбрасываются вместе с деталью в конце цикла. Затем сердцевину необходимо удалить вручную. Незакрепленные сердечники являются самым дорогим типом сердечников из-за дополнительных трудозатрат и увеличения времени цикла. [11] Другие особенности штампов включают каналы для водяного охлаждения и вентиляционные отверстия вдоль линий разъема . Эти вентиляционные отверстия обычно широкие и тонкие (приблизительно 0,13 мм или 0,005 дюйма), поэтому, когда расплавленный металл начинает их заполнять, металл быстро затвердевает и сокращает количество отходов. не Стояки используются, поскольку высокое давление обеспечивает непрерывную подачу металла из ворот. [18]
Наиболее важными свойствами материала для штампов являются термостойкость и размягчение при повышенной температуре; другие важные свойства включают прокаливаемость , обрабатываемость , стойкость к термостойкости, свариваемость, доступность (особенно для более крупных штампов) и стоимость. Долговечность штампа напрямую зависит от температуры расплавленного металла и времени цикла. [17] Штампы, используемые при литье под давлением, обычно изготавливаются из закаленной инструментальной стали , поскольку чугун не выдерживает высокого давления, поэтому штампы очень дороги, что приводит к высоким начальным затратам. [18] Металлы, отливаемые при более высоких температурах, требуют штампов, изготовленных из более легированных сталей . [19]
| Компонент матрицы | Литой металл | |||||
|---|---|---|---|---|---|---|
| Олово, свинец и цинк | Алюминий и магний | Медь и латунь | ||||
| Материал | Твердость | Материал | Твердость | Материал | Твердость | |
| Вставки для полостей | P20 [примечание 1] | 290–330 ГБ | Н13 | 42–48 HRС | ОТ 1,2367 | 38–44 HRС |
| H11 | 46–50 HRС | H11 | 42–48 HRС | Н20, Н21, Н22 | 44–48 HRС | |
| Н13 | 46–50 HRС | |||||
| Ядра | Н13 | 46–52 HRС | Н13 | 44–48 HRС | ОТ 1,2367 | 40–46 HRС |
| ОТ 1,2367 | 42–48 HRС | |||||
| Основные контакты | Н13 | 48–52 HRС | DIN 1.2367 предварительно закаленный | 37–40 HRС | DIN 1.2367 предварительно закаленный | 37–40 HRС |
| Детали литника | Н13 | 48–52 HRС | Н13 ОТ 1,2367 | 46–48 HRС 44–46 HRС | ОТ 1,2367 | 42–46 HRС |
| Сопло | 420 | 40–44 HRС | Н13 | 42–48 HRС | ОТ 1,2367 Н13 | 40–44 HRС 42–48 HRС |
| Выталкиватели | Н13 [примечание 2] | 46–50 HRС | Н13 [примечание 2] | 46–50 HRС | Н13 [примечание 2] | 46–50 HRС |
| Плунжерная гильза | Н13 [примечание 2] | 46–50 HRС | Н13 [примечание 2] ОТ 1,2367 [примечание 2] | 42–48 HRС 42–48 HRС | ОТ 1,2367 [примечание 2] Н13 [примечание 2] | 42–46 HRС 42–46 HRС |
| Держатель блока | 4140 прехард | ~300 ГБ | 4140 прехард | ~300 ГБ | 4140 прехард | ~300 ГБ |
Основным видом отказа штампов для литья под давлением является износ или эрозия . Другими видами отказов являются тепловые испытания и термическая усталость . Тепловая проверка — это когда на штампе возникают поверхностные трещины из-за большого изменения температуры в каждом цикле. Термическая усталость – это когда на штампе возникают поверхностные трещины из-за большого количества циклов. [20]
| Цинк | Алюминий | Магний | Латунь (свинцово-желтый) | |
|---|---|---|---|---|
| Максимальный срок службы матрицы [количество циклов] | 1,000,000 | 100,000 | 100,000 | 10,000 |
| Температура матрицы [°C (°F)] | 218 (425) | 288 (550) | 260 (500) | 500 (950) |
| Температура литья [°C (°F)] | 400 (760) | 660 (1220) | 760 (1400) | 1090 (2000) |
Процесс
[ редактировать ]Ниже приведены четыре этапа традиционного литья под давлением , также известного как литье под высоким давлением , [5] они также являются основой для любого варианта литья под давлением: подготовка матрицы, заполнение, выброс и вытряска. Формы готовятся путем опрыскивания полости формы смазкой . Смазка помогает контролировать температуру матрицы, а также способствует снятию отливки. Затем штампы закрываются, и расплавленный металл впрыскивается в штампы под высоким давлением; от 10 до 175 мегапаскалей (от 1500 до 25 400 фунтов на квадратный дюйм). После заполнения полости формы давление поддерживается до тех пор, пока отливка не затвердеет. Затем матрицы открываются, и порция (выстрелы отличаются от отливок, поскольку в матрице может быть несколько полостей, что позволяет получить несколько отливок за один выстрел) выбрасывается выталкивающими штифтами. Наконец, вытряска включает в себя отделение лома, включающего литник , полозья , литники и обойму , от дроби. Это часто делается с помощью специального обрезного штампа в механическом или гидравлическом прессе. Другие методы вытряхивания включают распиливание и шлифование. Менее трудоемкий метод — кувыркать броски, если ворота тонкие и их легко сломать; должно последовать отделение ворот от готовых частей. Этот лом перерабатывается путем его переплавки. [14] Выход составляет около 67%. [22]
Впрыск под высоким давлением приводит к быстрому заполнению матрицы, что необходимо для заполнения всей полости до того, как какая-либо часть отливки затвердеет. Таким образом можно избежать разрывов , даже если форма требует труднозаполняемых тонких участков. Это создает проблему захвата воздуха, поскольку при быстром заполнении формы у воздуха остается мало времени для выхода. Эту проблему можно свести к минимуму за счет включения вентиляционных отверстий вдоль линий разъема, однако даже при очень тонком процессе в центре отливки все равно будет некоторая пористость. [23]
Большинство машин для литья под давлением выполняют другие второстепенные операции для создания элементов, которые невозможно отлить, например, нарезание резьбы, полировка, покрытие, полировка или покраска.
Инспекция
[ редактировать ]После вытряски отливки ее осматривают на наличие дефектов. Наиболее распространенными дефектами являются сбои в работе и холодные закрытия . Эти дефекты могут быть вызваны холодными штампами, низкой температурой металла, загрязнением металла, отсутствием вентиляции или слишком большим количеством смазки. Другими возможными дефектами являются газовая пористость, усадочная пористость , горячие разрывы и следы течения. Следы текучести — это следы, оставленные на поверхности отливки из-за плохой литографии, острых углов или чрезмерного количества смазки. [24]
Смазочные материалы
[ редактировать ]Смазочные материалы на водной основе являются наиболее часто используемым типом смазочных материалов по соображениям безопасности, охраны труда и окружающей среды. В отличие от смазок на основе растворителей, если воду правильно очистить от всех минералов, в матрицах не останется побочных продуктов. Если вода не очищается должным образом, минералы могут вызвать поверхностные дефекты и неоднородности.
«вода в масле» и «масло в воде» эмульсии Сегодня используются , поскольку при нанесении смазки вода охлаждает поверхность штампа, испаряясь, тем самым откладывая масло, которое помогает произвести выстрел. Обычная смесь для этого типа эмульсии состоит из тридцати частей воды на одну часть масла, однако в крайних случаях используется соотношение сто к одному. [25] Используемые масла включают тяжелое остаточное масло (HRO), животный жир , растительный жир , синтетическое масло и всевозможные их смеси. HRO желеобразны при комнатной температуре, но при высоких температурах, возникающих при литье под давлением, они образуют тонкую пленку. Для контроля вязкости и термических свойств этих эмульсий добавляются другие вещества, например графит , алюминий , слюда . Другие химические добавки используются для предотвращения ржавления и окисления . Кроме того, эмульгаторы для улучшения процесса производства эмульсии добавляются , например мыло , сложные эфиры спиртов , оксиды этилена . [26]
смазочные материалы на основе растворителей, такие как дизельное топливо и керосин Исторически широко использовались . Они хорошо справлялись с освобождением детали от матрицы, но во время каждого выстрела происходил небольшой взрыв, который приводил к накоплению углерода на стенках полости формы. Однако их было легче наносить равномерно, чем смазки на водной основе. [27]
Преимущества
[ редактировать ]Преимущества литья под давлением: [11]
- Превосходная точность размеров (в зависимости от материала отливки, но обычно 0,1 мм для первых 2,5 см (0,004 дюйма для первого дюйма) и 0,02 мм для каждого последующего сантиметра (0,002 дюйма для каждого дополнительного дюйма).
- Гладкие литые поверхности (Ra 1–2,5 микрометра или 0,04–0,10 тысяч ) .
- Можно отливать более тонкие стенки по сравнению с литьем в песчаные формы и в постоянные формы (приблизительно 0,75 мм или 0,030 дюйма).
- Вставки могут быть литыми (например, резьбовые вставки, нагревательные элементы и высокопрочные опорные поверхности).
- Сокращает или исключает вторичные операции механической обработки.
- Быстрые темпы производства.
- Предел прочности отливки достигает 415 мегапаскалей (60 тысяч фунтов на квадратный дюйм).
- На длину жидкости для литья под давлением не влияет диапазон затвердевания, в отличие от постоянных форм, литья в песчаные формы и других типов. [28]
- Скорость коррозии отливок под давлением ниже, чем у отливок в песчаные формы, из-за более гладкой поверхности отливок. [29]
Недостатки
[ редактировать ]Основным недостатком литья под давлением являются очень высокие капитальные затраты . Как необходимое литейное оборудование, так и матрицы и сопутствующие компоненты очень дороги по сравнению с большинством других процессов литья. Поэтому, чтобы литье под давлением стало экономически выгодным процессом, необходим большой объем производства. Другими недостатками являются:
- Этот процесс ограничен высокотекучими металлами. Повышенный процент брака может быть вызван нарушением текучести, а стоимость лома при литье под давлением высока. [30]
- Литье под давлением включает в себя большое количество деталей, поэтому вопросы повторяемости особенно важны. [31]
- Вес заброса ранее был ограничен от 30 граммов (1 унции) до 10 кг (20 фунтов). [примечание 3] [11] но с 2018 года стали возможны выстрелы весом 80 кг (180 фунтов). [32]
- При стандартном процессе литья под давлением окончательная отливка будет иметь небольшую пористость. Это предотвращает любую термообработку или сварку, поскольку под воздействием тепла газ в порах расширяется, что приводит к образованию микротрещин внутри детали и отслоению поверхности. Однако некоторые компании нашли способы уменьшить пористость детали, позволяя ограничить сварку и термообработку. [4] Таким образом, сопутствующим недостатком литья под давлением является то, что оно подходит только для деталей, мягкость которых приемлема. детали, нуждающиеся в закалке (путевой закалке или цементации ) и отпуске . В штампах не отливают
- В процессе охлаждения часть материала под давлением забивает крошечные щели формы, что приводит к появлению лишних заусенцев, которые требуют дополнительной работы по обрезке. [33]
Варианты
[ редактировать ]Акурад
[ редактировать ]Acurad — это процесс литья под давлением, разработанный General Motors в конце 1950-х и 1960-х годах. Название является аббревиатурой слов «точный, надежный и плотный». Он был разработан для сочетания стабильного заполнения и направленного затвердевания с быстрым циклом традиционного процесса литья под давлением. Этот процесс стал пионером в четырех революционных технологиях литья под давлением: термический анализ , моделирование течения и заполнения, термообработка и литье под давлением с высокой целостностью, а также литье под непрямым выдавливанием (поясняется ниже). [5]
Термический анализ был первым, проведенным для любого процесса литья. Это было сделано путем создания электрического аналога тепловой системы. Поперечное сечение штампов было нарисовано на бумаге Teledeltos , а затем на бумаге были нарисованы термические нагрузки и схемы охлаждения. Водопроводы представляли собой магниты разных размеров. Теплопроводность . выражалась обратной величиной удельного сопротивления бумаги [5]
В системе Acurad использовалась система нижнего заполнения, требующая стабильного фронта потока. Использовались логические мыслительные процессы и метод проб и ошибок, поскольку компьютеризированного анализа еще не существовало; однако это моделирование было предшественником компьютеризированного моделирования потока и заполнения. [5]
Система Acurad была первым процессом литья под давлением, который позволил успешно отливать алюминиевые сплавы с низким содержанием железа, такие как A356 и A357 . В традиционном процессе литья под давлением эти сплавы припаиваются к штампу. Аналогично, отливки Acurad могут подвергаться термообработке и соответствовать военной спецификации США MIL-A-21180-D . [5]
Наконец, в системе Acurad использовалась запатентованная конструкция поршня с двойным поршнем. Идея заключалась в том, чтобы использовать второй поршень (расположенный внутри основного поршня) для приложения давления после частичного затвердевания дроби по периметру литейной полости и гильзы дроби. Хотя система была не очень эффективной, она привела к тому, что производитель машин Acurad, Ube Industries , обнаружил, что столь же эффективно применять достаточное давление в нужное время на более поздней стадии цикла с помощью первичного поршня; это литье с непрямым выдавливанием. [5]
без пор
[ редактировать ]Когда в отлитой детали не допускается наличие пор, процесс литья без пор используется . Он идентичен стандартному процессу, за исключением того, что кислород перед каждым выстрелом в матрицу впрыскивается для удаления воздуха из полости формы. Это приводит к образованию мелких дисперсных оксидов, когда расплавленный металл заполняет фильеру, что практически исключает газовую пористость. Дополнительным преимуществом является большая прочность. В отличие от стандартных отливок, эти отливки можно подвергать термической обработке и сварке . Этот процесс можно выполнять на сплавах алюминия, цинка и свинца. [16]
Литье под высоким давлением под вакуумом.
[ редактировать ]При литье под высоким давлением под вакуумом , также известном как вакуумное литье под высоким давлением (VHPDC), [34] вакуумный насос удаляет воздух и газы из полости матрицы и системы подачи металла до и во время впрыска. Литье под давлением в вакууме уменьшает пористость, позволяет проводить термообработку и сварку, улучшает качество поверхности и может повысить прочность.
Прямой впрыск с подогревом коллектора
[ редактировать ]Литье под давлением с прямым впрыском с подогревом в коллекторе , также известное как литье под прямым впрыском или литье под давлением без бегунков , представляет собой процесс литья под давлением цинка, при котором расплавленный цинк пропускается через нагретый коллектор , а затем через нагретые мини-форсунки, которые попадают в форму. полость. Этот процесс имеет преимущества более низкой стоимости детали за счет сокращения брака (за счет исключения литников, литников и направляющих) и экономии энергии, а также лучшего качества поверхности за счет более медленных циклов охлаждения. [16]
Полутвердый
[ редактировать ]При литье под давлением в полутвердом состоянии используется металл, который нагревается до температуры между ликвидусом и солидусом (или температурой ликвидуса и эвтектики), так что он находится в «кашеобразном» состоянии. Это позволяет создавать более сложные детали и более тонкие стенки. [ нужна ссылка ]
Литье под низким давлением
[ редактировать ]Литье под низким давлением (LPDC) — это процесс, разработанный для улучшения однородности и целостности деталей за счет гораздо более медленного времени цикла. [35] В LPDC материал удерживается в резервуаре под головкой, из которого он вытекает в полость при повышении давления воздуха в резервуаре. [35] Типичное давление варьируется от 0,3 бар (4,4 фунта на квадратный дюйм) до 0,5 бар (7,3 фунта на квадратный дюйм). [35] [36] Несколько более высокое давление (до 1 бар (15 фунтов на квадратный дюйм)) может быть приложено после того, как материал находится в штампе, чтобы обработать мелкие детали полости и устранить пористость. [35]
Типичное время цикла для процесса литья под низким давлением больше, чем для других процессов литья под давлением; Блокировка двигателя может занять до пятнадцати минут. [35] В основном он используется для алюминия, но также применяется и для углеродистой стали. [35]
Интегрированное литье под давлением
[ редактировать ]Интегрированное литье под давлением означает интеграцию на высоком уровне множества отдельных и рассредоточенных деталей из алюминиевого сплава с помощью крупнотоннажной машины для литья под давлением, а затем формование 1–2 больших алюминиевых отливок. Илона Маска Команда впервые предложила этот метод обработки во время производственного процесса Tesla , который является программой Giga Press .
См. также
[ редактировать ]Примечания
[ редактировать ]Ссылки
[ редактировать ]- ^ «Литье под давлением против других процессов» . Архивировано из оригинала 23 сентября 2016 г. Проверено 16 сентября 2016 г.
- ^ Справочная серия Machinery , The Industrial Press, 1913 , получено 18 ноября 2013 г.
- ^ О литье под давлением , Североамериканская ассоциация литья под давлением, архивировано из оригинала 21 октября 2010 г. , получено 15 октября 2010 г.
- ^ Jump up to: а б Лю, Вэнь-Хай (08 октября 2009 г.), «Прогресс и тенденции процесса и применения литья под давлением» , заархивировано из оригинала 14 марта 2012 г. , получено 19 октября 2010 г.
- ^ Jump up to: а б с д и ж г Джон Л., Йорстад (сентябрь 2006 г.), «Технологии будущего алюминия в литье под давлением» (PDF) , Die Casting Engineering : 18–25, заархивировано из оригинала (PDF) 14 июня 2011 г.
- ^ Дегармо, с. 328.
- ^ Die Casting , efunda Inc , получено 12 апреля 2008 г. .
- ^ Jump up to: а б Часто задаваемые вопросы о литье под давлением , архивировано из оригинала 21 октября 2010 г. , получено 12 апреля 2008 г. .
- ^ Alloy Properties , Североамериканская ассоциация литья под давлением, архивировано из оригинала 6 июня 2013 г. , получено 12 апреля 2008 г.
- ^ Келлер, Джефф (12 января 2021 г.). «Крупные автомобильные отливки способствуют инновациям в доставке расплавленного металла» . Растопить заливку. Литейный журнал . Проверено 18 января 2021 г.
новый проект крупного калифорнийского производителя электромобилей. … 105 кг расплавленного алюминия… в каждом выстреле.
- ^ Jump up to: а б с д Дегармо, с. 331.
- ^ "Черновик" . Архивировано из оригинала 23 октября 2021 г. Проверено 16 сентября 2016 г.
- ^ «Линия разлуки» . Архивировано из оригинала 26 октября 2021 г. Проверено 16 сентября 2016 г.
- ^ Jump up to: а б с Дегармо, стр. 329–330.
- ^ Парашар, Нагендра (2002), Элементы производственных процессов , Город: Prentice-Hall of India Pvt.Ltd, стр. 234, ISBN 978-81-203-1958-5
- ^ Jump up to: а б с Дегармо, с. 330.
- ^ Jump up to: а б с д Дэвис 1995 , с. 251.
- ^ Jump up to: а б Дегармо, с. 329-331.
- ^ Дэвис 1995 , с. 252.
- ^ Дегармо, с. 329.
- ^ Шрейдер, Джордж Ф.; Эльшеннави, Ахмад К.; Дойл, Лоуренс Э. (2000), Производственные процессы и материалы (4-е изд.), SME, с. 186, ISBN 978-0-87263-517-3 .
- ^ Бревик, Джеральд; Маунт-Кэмпбелл, Кларк; Мобли, Кэрролл (15 марта 2004 г.), Энергопотребление при операциях литья под давлением (PDF) , Университет штата Огайо, номер документа : 10.2172/822409 , (Грант/контракт Министерства энергетики США DE-FC07-00ID13843, Номер проекта OSURF .739022) , получено 15 октября 2010 г.
- ^ Дегармо, с. 330-331.
- ^ Аведезян, М.М.; Бейкер, Хью; ASM International (1999), Магний и магниевые сплавы (2-е изд.), ASM International, стр. 76, ISBN 978-0-87170-657-7
- ^ Андресен (2005) , стр. 356–358.
- ^ Андресен (2005) , стр. 355.
- ^ Андресен (2005) , стр. 356.
- ^ Хан, К.; Х., Сюй. «Текучесть сплавов в условиях литья под высоким давлением». Скрипта Материалия . 2005. 53 (1): 7–10.
- ^ «Литье под давлением» . www.forcebeyond.com . 5 января 2018 г. Архивировано из оригинала 27 февраля 2019 г. Проверено 3 июня 2021 г.
- ^ Дьюхерст, Б. «Меры литья сплавов для литья под давлением: текучесть, горячий разрыв и пайка штампом». Материалы 4-й Международной конференции по высокотехнологичному литью под давлением – через HTDC. 2008.
- ^ «Контроль литейности при литье металлов с помощью измерения текучести: применение анализа ошибок к изменениям в испытаниях на текучесть» (PDF) . web.wpi.edu . Архивировано (PDF) из оригинала 3 июня 2021 г. Проверено 3 июня 2021 г.
- ^ «Idra представляет самую большую в мире машину для литья под давлением» . Asosiasi Italia Pemasok Foundries. 01.02.2018. Архивировано из оригинала 19 апреля 2021 г. Проверено 20 апреля 2020 г.
способен производить отливки весом более 80 кг на непревзойденной максимально допустимой проектируемой площади. … производство высоконадежных литых под давлением деталей из алюминия и магния для автомобильной промышленности с упором на конструктивные и критические компоненты безопасности. … Скорость впрыска превышает требуемую в 10 м/сек.
- ^ Боб, МакКлинтик. «Обрезка инструментов, необходимое зло, процесс добавленной стоимости или возможность получения прибыли» (PDF) . Боб МакКлинтик и партнеры .
- ^ Батлер, Уильям А. (2008). «Литье под высоким давлением в вакууме» . Кастинг . стр. 732–733. дои : 10.31399/asm.hb.v15.a0005276 . ISBN 978-1-62708-187-0 .
- ^ Jump up to: а б с д и ж Кэмпбелл, Джон (6 августа 2015 г.). Полный справочник по литью: процессы литья металлов, металлургия, технологии и дизайн . Баттерворт-Хайнеманн. ISBN 9780081001202 – через Google Книги.
- ^ «Литье под низким и высоким давлением» . Журнал Курц Эрса . Проверено 10 декабря 2023 г.
Библиография
[ редактировать ]- Дэвис, Дж. (1995), Инструментальные материалы , Парк материалов: ASM International, ISBN 978-0-87170-545-7 .
- Дегармо, Э. Пол; Блэк, Джей Т.; Кохсер, Рональд А. (2003), Материалы и процессы в производстве (9-е изд.), Wiley, ISBN 0-471-65653-4 .
- Андресен, Билл (2005), Техника литья под давлением , Нью-Йорк: Марсель Деккер, ISBN 978-0-8247-5935-3 .
Внешние ссылки
[ редактировать ]- Североамериканская ассоциация литья под давлением
- Допуски при литье под давлением (согласно DIN 1688 GTA 13, немецким стандартам)
- Общий паспорт конструкции для литья под давлением
- Литье металлов под давлением: полные основы и советы по проектированию для начала работы