Фрезерование (механическая обработка)

Фрезерование — это процесс механической обработки с использованием вращающихся фрез для удаления материала. [1] путем продвижения фрезы в заготовку . Это можно сделать, меняя направления. [2] по одной или нескольким осям, скорости фрезерной головки и давлению. [3] Фрезерование охватывает широкий спектр различных операций и машин, от небольших отдельных деталей до крупных, тяжелых групповых фрезерных операций. Это один из наиболее часто используемых процессов обработки нестандартных деталей с точными допусками.
Фрезерование может производиться с помощью широкого спектра станков . Исходным классом станков для фрезерования был фрезерный станок (часто называемый фрезой). После появления числового программного управления (ЧПУ) в 1960-х годах фрезерные станки превратились в обрабатывающие центры : фрезерные станки, дополненные автоматическими сменщиками инструментов, инструментальными магазинами или каруселями, возможностями ЧПУ, системами подачи СОЖ и корпусами. Фрезерные центры обычно классифицируются как вертикальные обрабатывающие центры (VMC) или горизонтальные обрабатывающие центры (HMC).
Интеграция фрезерования в токарную обработку и наоборот началась с приводного инструмента для токарных станков и периодического использования фрез для токарных операций. Это привело к появлению нового класса станков — многозадачных станков (МТМ), которые специально созданы для облегчения фрезерования и токарной обработки в одной рабочей зоне.
Процесс
[ редактировать ]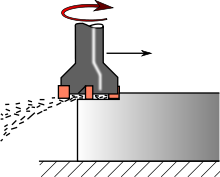
Фрезерование — это процесс резания , в котором используется фреза для удаления материала с поверхности заготовки . Фреза представляет собой вращающийся режущий инструмент , часто с несколькими режущими точками. В отличие от сверления , при котором инструмент продвигается вдоль оси вращения, фреза при фрезеровании обычно перемещается перпендикулярно своей оси, так что резание происходит по окружности фрезы. Когда фреза входит в заготовку, режущие кромки (канавки или зубья) инструмента неоднократно врезаются в материал и выходят из него, сбривая стружку (стружку) с заготовки при каждом проходе. Режущее действие представляет собой сдвиговую деформацию; материал отталкивается от заготовки крошечными комками, которые в большей или меньшей степени (в зависимости от материала) слипаются вместе, образуя стружку. Это делает резку металла несколько отличной (по своей механике ) от резки более мягких материалов лезвием .
В процессе фрезерования материал удаляется путем выполнения множества отдельных небольших разрезов. Это достигается за счет использования фрезы с множеством зубьев, вращения фрезы на высокой скорости или медленного продвижения материала через фрезу; чаще всего это некоторая комбинация этих трех подходов. [2] Используемые скорости и подачи варьируются в зависимости от комбинации переменных. Скорость, с которой заготовка продвигается через фрезу, называется скоростью подачи или просто подачей ; чаще всего оно измеряется как расстояние за время (дюймы в минуту [дюймы/мин или дюйма в минуту] или миллиметры в минуту [мм/мин]), хотя иногда также используется расстояние за оборот или за зуб фрезы.
Существует два основных класса процесса фрезерования:
- При торцевом фрезеровании режущее действие происходит преимущественно на концевых углах фрезы. Торцевое фрезерование применяется для вырезания плоских поверхностей (граней) в заготовке или для вырезания плоскодонных полостей.
- При периферийном фрезеровании режущее действие происходит преимущественно по окружности фрезы, так что поперечное сечение фрезеруемой поверхности в конечном итоге принимает форму фрезы. В этом случае лезвия фрезы можно рассматривать как вычерпывающие материал из заготовки. Периферийное фрезерование хорошо подходит для нарезания глубоких пазов, резьбы и зубьев шестерен.
Фрезы
[ редактировать ]В процессе фрезерования используется множество различных типов режущих инструментов. Фрезы, такие как концевые фрезы, могут иметь режущие поверхности по всей своей торцевой поверхности, так что их можно сверлить в заготовку (врезание). Фрезы также могут иметь расширенные режущие поверхности по бокам для обеспечения периферийного фрезерования. Инструменты, оптимизированные для торцевого фрезерования, обычно имеют только небольшие фрезы на концевых углах.
Режущие поверхности фрезы обычно изготавливаются из твердого и термостойкого материала, поэтому они изнашиваются медленно . Недорогие фрезы могут иметь поверхности, изготовленные из быстрорежущей стали . К более дорогим, но медленнее изнашиваемым материалам относится цементированный карбид . Для уменьшения трения или дальнейшего повышения твердости можно наносить тонкопленочные покрытия.
Существуют режущие инструменты, которые обычно используются во фрезерных станках или обрабатывающих центрах для выполнения фрезерных операций (а иногда и в других станках). Они удаляют материал путем перемещения внутри станка (например, шаровая фреза) или непосредственно с формы фрезы (например, формообразующий инструмент, такой как червячная фреза).

Когда материал проходит через зону резания фрезерного станка, лезвия фрезы через равные промежутки времени захватывают стружку материала. Поэтому поверхности, срезанные боковой частью фрезы (как при периферийном фрезеровании), всегда содержат регулярные гребни. Расстояние между гребнями и высота гребней зависят от скорости подачи, количества режущих поверхностей, диаметра фрезы. [4] Благодаря узкой фрезе и высокой скорости подачи эти гребни вращения могут существенно изменять качество поверхности .

В процессе торцевого фрезерования в принципе можно получить очень плоские поверхности. Однако на практике результат всегда показывает видимые трохоидальные следы, возникающие в результате движения точек на торцевой поверхности фрезы. Эти следы вращения придают характерную чистоту торцевой фрезерованной поверхности. Следы вращения могут иметь значительную шероховатость в зависимости от таких факторов, как плоскостность торцевой поверхности фрезы и степень перпендикулярности между осью вращения фрезы и направлением подачи. Часто последний проход с низкой скоростью подачи используется для улучшения качества поверхности после удаления основной массы материала. При точном торцевом фрезеровании следы вращения будут представлять собой лишь микроскопические царапины, возникающие из-за дефектов режущей кромки.
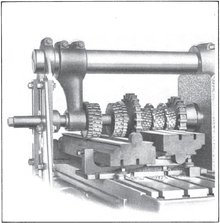
Групповое фрезерование подразумевает использование двух или более фрез, установленных на одной оправке (то есть сгруппированных) в установке горизонтального фрезерования. Все фрезы могут выполнять операции одного и того же типа, или каждый фрезы могут выполнять операции разного типа. Например, если для нескольких заготовок требуется паз, плоская поверхность и угловая канавка , хорошим методом их резки (не в контексте ЧПУ ) будет групповое фрезерование. Все готовые заготовки будут одинаковыми, а время фрезерования каждой детали будет сведено к минимуму. [5]
Групповое фрезерование было особенно важно до эпохи ЧПУ , поскольку при производстве дублирующих деталей оно было существенным повышением эффективности по сравнению с ручным фрезерованием одной детали за операцию с последующей заменой станка (или изменением настройки того же станка) для резки следующей операции. Сегодня фрезерные станки с ЧПУ с автоматической сменой инструмента и 4- или 5-осевым управлением в значительной степени исключают практику группового фрезерования.
Оборудование
[ редактировать ]Фрезерование выполняется фрезой различной формы, закрепленной в цанге или аналогичном устройстве, которое, в свою очередь, удерживается в шпинделе фрезерного станка.
Виды и номенклатура
[ редактировать ]Ориентация фрезерных станков является основной классификацией фрезерных станков. Две основные конфигурации — вертикальная и горизонтальная — относятся к ориентации вращающегося шпинделя, на котором установлен фреза. Однако существуют альтернативные классификации по способу управления, размерам, назначению и источнику питания.
Ориентация мельницы
[ редактировать ]Вертикальный
[ редактировать ]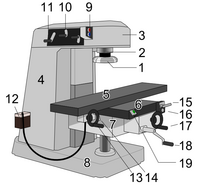
В вертикально-фрезерном станке ось шпинделя ориентирована вертикально. Фрезы удерживаются в шпинделе и вращаются вокруг своей оси. Шпиндель, как правило, можно опустить (или стол можно поднять, что дает тот же относительный эффект, заключающийся в приближении или углублении фрезы в работу), что позволяет выполнять погружные резы и сверлить. Глубину врезания лезвий в заготовку можно контролировать с помощью регулировочной гайки микрометра . Существует две подкатегории вертикальных мельниц: становая мельница и револьверная мельница.
- Револьверный станок имеет фиксированный шпиндель, а стол перемещается как перпендикулярно, так и параллельно оси шпинделя для выполнения резки. Некоторые револьверные мельницы имеют пиноль, которая позволяет поднимать и опускать фрезу (или сверло) аналогично сверлильному станку. Это обеспечивает два метода резки в вертикальном (Z) направлении: подъем или опускание иглы и перемещение колена.
- Однако в стане со станиной стол движется только перпендикулярно оси шпинделя, а сам шпиндель движется параллельно своей оси.
Некоторые считают, что револьверные мельницы являются более универсальными из двух конструкций.
Существует также третий тип, более легкий и универсальный станок, называемый фрезой. Фреза-сверло является близким родственником вертикальной фрезы и довольно популярна в легкой промышленности; и с любителями. Фреза-сверла по базовой конфигурации похожа на очень тяжелый сверлильный станок, но оснащена XY-столом и колонной гораздо большего размера. В них также обычно используются более мощные двигатели, чем в сверлильном станке сопоставимого размера, большинство из них имеют многоскоростной ременный привод, а некоторые модели имеют редукторную головку или электронный контроль скорости. Обычно они имеют довольно прочные подшипники шпинделя, способные выдерживать боковую нагрузку на шпиндель, возникающую при фрезеровании. Фрезерный бур также обычно поднимает и опускает всю головку, включая двигатель, часто на вертикальной колонне с ласточкиным хвостом (иногда круглой с реечным механизмом). Фрезерное сверло также имеет большую пиноль, которая обычно блокируется во время фрезерования и освобождается для облегчения функций сверления. Другими отличиями, которые отличают фрезу-сверло от сверлильного станка, могут быть точная регулировка оси Z, более точный ограничитель глубины, возможность блокировки оси X, Y или Z и часто система наклона головки. или всю вертикальную колонну и узел приводной головки, чтобы обеспечить возможность резки и сверления под углом. Помимо размера, принципиальная разница между этими более легкими станками и более крупными вертикальными фрезерными станками заключается в том, что стол XY находится на фиксированной высоте; ось Z управляется перемещением головки или пиноли вниз по направлению к столу X,Y. Сверло для фрезерования обычно имеет внутренний конус в пиноле для установки цангового патрона, торцевых фрез или патрона Якобса, аналогичного вертикальному фрезерному станку.
Горизонтальный
[ редактировать ]
1: база
2: столбец
3: колено
4 и 5: стол (суппорт по оси X является цельным)
6: плечо
7: оправка (прикреплена к шпинделю)
Горизонтальная фреза имеет такую же короткую форму, но фрезы установлены на горизонтальном шпинделе или оправке, установленной поперек стола. Многие горизонтальные фрезерные станки также оснащены встроенным поворотным столом, который позволяет фрезеровать под разными углами; эта функция называется универсальной таблицей . В то время как концевые фрезы и другие типы инструментов, доступные для вертикальной фрезы, могут использоваться в горизонтальной фрезе, их реальное преимущество заключается в фрезах, установленных на оправке, называемых боковыми и торцевыми фрезами, которые имеют поперечное сечение, напоминающее циркулярную пилу, но обычно шире и меньше в диаметре. Поскольку фрезы имеют хорошую опору со стороны оправки и большую площадь поперечного сечения, чем концевая фреза, можно выполнять довольно тяжелые резы, обеспечивая высокую скорость съема материала. Они используются для фрезерования канавок и пазов. Обычные фрезы используются для придания формы плоским поверхностям. На оправке можно объединить несколько фрез для фрезерования пазов и плоскостей сложной формы. Специальные фрезы также могут вырезать канавки, фаски, радиусы и вообще любые желаемые сечения. Эти специальные резаки, как правило, стоят дорого. Симплексные фрезерные станки имеют один шпиндель, а дуплексные — два. Также легче нарезать шестерни на горизонтальной фрезе. Некоторые горизонтально-фрезерные станки оснащены механизмом отбора мощности на столе. Это позволяет синхронизировать подачу стола с вращающимся приспособлением, что позволяет фрезеровать спиральные элементы, такие как гипоидные передачи.
Универсальный
[ редактировать ]Универсальный фрезерный станок – это станок, который может иметь как горизонтальный, так и вертикальный шпиндель. Последний иногда имеет двухосную револьверную головку, позволяющую направлять шпиндель в любом направлении по желанию. Оба варианта могут приводиться в движение независимо или от одного двигателя через зубчатую передачу. В любом случае, поскольку работа обычно размещается в одном и том же месте для любого типа операции, механизм неиспользуемого метода убирается с дороги. В машинах меньшего размера «запасные части» можно снять, в то время как в машинах большего размера имеется система втягивания неиспользуемых частей.
Сравнительные преимущества
[ редактировать ]Выбор между вертикальной и горизонтальной ориентацией шпинделя при конструкции фрезерного станка обычно зависит от формы и размера заготовки, а также количества сторон заготовки, требующих обработки. Работа, при которой осевое движение шпинделя перпендикулярно одной плоскости, с концевой фрезой в качестве фрезы, подходит для вертикальной фрезы, где оператор может стоять перед станком и иметь легкий доступ к режущему действию, глядя на него сверху. Таким образом, вертикальные фрезы наиболее предпочтительны для работ по штамповке (преобразованию формы в металлический блок). [6] Более тяжелые и длинные заготовки поддаются размещению на столе горизонтального фрезера.
До появления числового программного управления первыми появились горизонтально-фрезерные станки, поскольку они развивались путем установки фрезерных столов под передние бабки, похожие на токарные станки. Вертикальные фрезы появились в последующие десятилетия, и широкое распространение получили аксессуары в виде насадных головок для замены горизонтальных фрез на вертикальные (а позже и наоборот). Даже в эпоху ЧПУ тяжелая заготовка, требующая обработки с нескольких сторон, подходит для горизонтального обрабатывающего центра, тогда как выплавка подходит для вертикального.
Альтернативные классификации
[ редактировать ]Помимо горизонтального и вертикального, важны и другие различия:
| Критерий | Пример схемы классификации | Комментарии |
|---|---|---|
| Ориентация оси шпинделя | Вертикальное и горизонтальное; Турель против небашни |
Среди вертикальных мельниц «Бриджпорт-стиль» — это целый класс мельниц, вдохновленных оригиналом Бриджпорта , подобно тому, как IBM PC породил индустрию IBM-совместимых ПК других брендов. |
| Контроль | Руководство; Механически автоматизированный с помощью кулачков; Цифровая автоматизация с помощью ЧПУ / ЧПУ |
В эпоху ЧПУ самое основное различие — это ручное управление и ЧПУ. Среди ручных машин стоит различать машины без УЦИ и машины с УЦИ. |
| Управление (особенно среди с ЧПУ станков ) | Количество осей (например, 3-оси, 4-оси или более) | В рамках этой схемы также:
|
| Цель | Общего назначения и специального назначения или одноцелевого назначения | |
| Цель | Станок инструментального цеха по сравнению с производственным станком | Перекликается с вышеизложенным |
| Цель | «Обычный» против «универсального» | Различие, значение которого развивалось на протяжении десятилетий по мере развития технологий и частично совпадает с другими классификациями целей, приведенными выше. Не актуально для современных станков с ЧПУ . Что касается ручных мельниц, общей темой является то, что «простые» мельницы представляли собой производственные машины с меньшим количеством осей, чем «универсальные» мельницы; например, в то время как у простой мельницы не было индексирующей головки и невращающегося стола, у универсальной мельницы они были бы. Таким образом, он подходил для универсального обслуживания, то есть для более широкого диапазона возможных траекторий. Производители станков больше не используют маркировку «простая» или «универсальная». |
| Размер | Микро, мини, настольный, стоячий на полу, большой, очень большой, гигантский | |
| Источник питания | Линейный привод по сравнению с индивидуальным приводом от электродвигателя | Большинство машин с линейным приводом, повсеместно встречавшихся примерно в 1880–1930 годах, к настоящему времени списаны. |
| Ручной привод по сравнению с электрическим | Ручной запуск не используется в промышленности, но подходит для любительских микромельниц. |
Варианты
[ редактировать ]
- Фреза со станиной. Это относится к любому фрезерному станку, в котором шпиндель находится на подвеске , которая перемещается вверх и вниз, перемещая фрезу в работу, а стол стоит на прочной станине , стоящей на полу. Они, как правило, более жесткие, чем коленная мельница. Портальные мельницы могут быть включены в эту категорию мельниц.
- Коробчатая или колонная мельница. Очень простые настольные фрезерные станки для любителей, в которых головка перемещается вверх и вниз по колонне или коробчатому пути.
- Мельница с C-образной рамой. Это более крупные мельницы промышленного производства. Они имеют колено и фиксированную шпиндельную головку, которая перемещается только вертикально. Обычно они намного мощнее револьверной мельницы, имеют отдельный гидравлический двигатель для встроенной подачи гидравлической энергии во всех направлениях и двигатель мощностью от двадцати до пятидесяти лошадиных сил. Устранители люфта почти всегда входят в стандартную комплектацию. Они используют большой инструмент NMTB 40 или 50. Столы на фрезерных станках с С-образной рамой обычно имеют размер 18 на 68 дюймов или больше, что позволяет обрабатывать несколько деталей одновременно.
- Напольный станок. У них есть ряд поворотных столов и горизонтальный подвесной шпиндель, установленный на направляющих, идущих параллельно ряду столов. Эти станки в основном были переоборудованы на станки с ЧПУ , но некоторые из них все еще можно найти (если вообще можно найти подержанный станок) с ручным управлением. Каретка шпинделя перемещается к каждому отдельному столу, выполняет операции обработки и перемещается к следующему столу, пока предыдущий стол настраивается на следующую операцию. В отличие от других мельниц, мельницы с полом имеют подвижные напольные агрегаты. Кран опускает массивные поворотные столы, столы XY и т. д. в положение для обработки, что позволяет выполнять большие и сложные фрезерные операции по индивидуальному заказу.
- Портальная мельница Фрезерная головка движется по двум рельсам (часто стальным валам), расположенным по обе стороны рабочей поверхности. Благодаря своей конструкции он обычно занимает очень небольшую площадь по сравнению с размером хода машины. Недостатком является то, что они обычно не такие жесткие, как, например, фрезы с C-образной рамой.
- Горизонтально-расточный станок Большие, точные станины горизонтальные фрезерные станки, в которых реализовано множество функций различных станков. Они преимущественно используются для создания крупных производственных приспособлений или для модификации крупных высокоточных деталей. Ход их шпинделя составляет несколько (обычно от четырех до шести) футов, и многие из них оснащены задней бабкой для выполнения очень длительных операций растачивания без потери точности по мере увеличения глубины отверстия. Типичная кровать имеет ход по осям X и Y и имеет площадь от трех до четырех футов с поворотным столом или прямоугольник большего размера без стола. Подвеска обычно обеспечивает вертикальное перемещение от четырех до восьми футов. Некоторые мельницы имеют большую (30 дюймов и более) встроенную торцевую головку. Для большей гибкости доступны прямоугольные поворотные столы и вертикальные фрезерные приспособления.
- Координатно-расточной станок Вертикальные фрезы, предназначенные для сверления отверстий и очень легкого фрезерования пазов или торцов. Обычно это станки с длинным ходом шпинделя. Станины стали более точными, а маховики имеют градуировку до 0,0001 дюйма для точного размещения отверстий.
- Коленная мельница или коленно-колонная мельница относится к любому фрезерному станку, стол xy которого перемещается вверх и вниз по колонне на регулируемом по вертикали колене. Сюда входит Бриджпортс.
- Строгальный станок (Plano Milling) Большие фрезы, построенные в той же конфигурации, что и строгальные станки, за исключением фрезерного шпинделя вместо строгальной головки. Этот термин устаревает, поскольку сами строгальные станки по большей части ушли в прошлое.
- Мельница плунжерного типа. Это может относиться к любой мельнице, у которой режущая головка установлена на скользящем плунжере. Шпиндель может быть ориентирован как вертикально, так и горизонтально. На практике большинство мельниц с гидроцилиндрами также имеют возможность поворота, независимо от того, называется ли это «башенной» установкой. Бриджпорта Конфигурацию можно классифицировать как мельницу поршневого типа с вертикальной головкой. Компания Van Norman Machine Tool на протяжении большей части 20-го века специализировалась на производстве поршневых мельниц. С момента широкого распространения станков с ЧПУ плунжерные фрезы по-прежнему производятся в конфигурации Бриджпорта (с ручным управлением или с ЧПУ ), но менее распространенные варианты (такие, как построенные Ван Норманом, Индексом и другими) вымерли. Сейчас их работу выполняют либо станки Бриджпорта, либо обрабатывающие центры.
- Револьверная мельница. Чаще называют фрезерными станками типа Бриджпорт. Шпиндель можно выровнять в самых разных положениях, что делает станок очень универсальным, хотя и несколько менее жестким.
Альтернативная терминология
[ редактировать ]станок машинисты часто фрезой называют . Фрезерный Архаичный термин «мельник» широко использовался в 19 и начале 20 веков. [7]
стали частично использоваться С 1960-х годов термины «фрезерный станок» и «обрабатывающий центр» . Обрабатывающие центры с ЧПУ/ ЧПУ произошли от фрезерных станков, поэтому терминология развивалась постепенно со значительным дублированием, которое сохраняется до сих пор. Различие, если его провести, состоит в том, что обрабатывающий центр — это фрезерный станок с функциями, которых никогда не было на фрезерных станках с ЧПУ , особенно с автоматическим устройством смены инструмента (ATC), которое включает в себя магазин инструментов (карусель), а иногда и автоматическое устройство смены паллет ( АПК). Обычно все обрабатывающие центры являются фрезерными, но не все фрезерные станки являются обрабатывающими центрами; только станы с АТС являются обрабатывающими центрами.
Компьютерное числовое управление
[ редактировать ]
Большинство фрезерных станков с ЧПУ (также называемых обрабатывающими центрами ) представляют собой вертикальные фрезерные станки с компьютерным управлением и возможностью перемещения шпинделя вертикально вдоль оси Z. Эта дополнительная степень свободы позволяет использовать их для штамповки, гравировки и обработки 2,5D- поверхностей, таких как рельефные скульптуры. В сочетании с использованием конических инструментов или сферических фрез это также значительно повышает точность фрезерования без ущерба для скорости, обеспечивая экономичную альтернативу большинству работ по ручной гравировке на плоской поверхности .

Станки с ЧПУ могут существовать практически в любой форме ручного оборудования, например, в горизонтальных фрезерных станках. Самые совершенные с ЧПУ фрезерные станки , многоосные станки , добавляют еще две оси в дополнение к трем обычным осям (XYZ). Горизонтально-фрезерные станки также имеют оси C или Q, позволяющие вращать горизонтально установленную заготовку, что, по сути, обеспечивает асимметричное и эксцентричное точение . Пятая ось (ось B) управляет наклоном самого инструмента. Когда все эти оси используются вместе друг с другом, на этих машинах можно относительно легко создавать чрезвычайно сложные геометрические фигуры, даже органические геометрические формы, такие как человеческая голова. Но навыки программирования такой геометрии недоступны большинству операторов. Поэтому 5-осевые фрезерные станки практически всегда программируются с помощью CAM .
Операционная система таких машин представляет собой систему замкнутого цикла и функционирует по принципу обратной связи. Эти машины произошли от базовых машин с ЧПУ (ЧИСЛЕННЫМ УПРАВЛЕНИЕМ). Компьютеризированная форма станков с ЧПУ известна как станки с ЧПУ. Набор инструкций (называемый программой) используется для управления машиной при выполнении необходимых операций. Существует более 100 различных G-кодов и M-кодов. [8] Некоторые очень часто используемые коды, которые используются в программе:
G00 – rapid traverse G01 – linear interpolation of tool G02 - circular arc clockwise (cw) G03 - circular arc counter-clockwise (ccw) G20 - dimensions in inch G21 – dimensions in mm G28 - return to reference point G40 - Tool compensation cancel G41 - Tool compensation left G42 - Tool compensation right G43 - Tool length compensation G54 - Select coordinate system #1 M03 – spindle start (clockwise) M04 – spindle start (counter-clockwise) M05 - spindle stop M06 - tool change M08 - coolant on M09 - coolant off M30 – program end
Также используются различные другие коды. Станком с ЧПУ управляет один оператор, называемый программистом. Эта машина способна выполнять различные операции автоматически и экономично.
Со снижением цен на компьютеры и программное обеспечение ЧПУ с открытым исходным кодом начальная цена станков с ЧПУ резко упала.

Оснастка
[ редактировать ]Принадлежности и режущие инструменты, используемые на станках (в том числе фрезерных), в совокупности называются массовым существительным «оснастка». Существует высокая степень стандартизации инструментов, используемых на фрезерных станках с ЧПУ, и меньшая степень - на ручных фрезерных станках. Чтобы упростить организацию оснастки в производстве с ЧПУ, многие компании используют решения для управления инструментами .
Фрезы для конкретных применений предлагаются в различных конфигурациях оснастки.
На фрезерных станках с ЧПУ почти всегда используются инструменты SK (или ISO), CAT, BT или HSK. Инструменты SK являются наиболее распространенными в Европе, тогда как инструменты CAT, иногда называемые инструментами V-Flange Tool, являются старейшим и, вероятно, наиболее распространенным типом в США. Инструменты CAT были изобретены компанией Caterpillar Inc. из Пеории, штат Иллинойс , с целью стандартизации инструментов, используемых на их машинах. Инструменты CAT выпускаются в различных размерах, обозначаемых как CAT-30, CAT-40, CAT-50 и т. д. Номер относится к Ассоциации производственных технологий (ранее Национальная ассоциация производителей станков (NMTB)) размеру конусности инструмента .


Улучшением CAT-инструмента является инструмент Bridgeport Taper (BT), который выглядит похоже и его легко спутать с CAT-инструментом. Как и CAT Tooling, BT Tooling поставляется в различных размерах и использует один и тот же конус корпуса NMTB. Однако инструменты BT симметричны относительно оси шпинделя , в отличие от инструментов CAT. Это придает инструментам BT большую устойчивость и баланс на высоких скоростях. Еще одно тонкое различие между этими двумя держателями инструментов — это резьба, используемая для удержания стержня. CAT Tooling имеет британскую резьбу, а BT Tooling — метрическую. Обратите внимание, что это влияет только на тягу; это не влияет на инструмент, который они могут держать. Оба типа инструментов продаются для использования с инструментами как британского, так и метрического размера.
Инструменты SK и HSK, иногда называемые «инструментами с полым хвостовиком», гораздо более распространены в Европе, где они были изобретены, чем в Соединенных Штатах. Утверждается, что инструменты HSK даже лучше, чем инструменты BT на высоких скоростях. Удерживающий механизм для инструментов HSK расположен внутри (полого) корпуса инструмента и по мере увеличения скорости шпинделя расширяется, более плотно захватывая инструмент с увеличением скорости шпинделя. В этом типе инструментов нет тяговой шпильки.
Для ручных фрезерных станков стандартизации меньше, поскольку существует большее множество ранее конкурирующих стандартов. В новых и более крупных ручных станках обычно используются инструменты NMTB. Этот инструмент чем-то похож на инструмент CAT, но требуется дышло для фрезерного станка . Кроме того, существует ряд вариаций инструментов NMTB, которые затрудняют взаимозаменяемость. Чем старше машина, тем большее количество стандартов может применяться (например, Морзе , Ярно , Браун и Шарп , Ван Норман и другие менее распространенные стандарты, специфичные для конкретных производителей). Однако особенно широкое распространение получили два стандарта — это Морзе №2 и R8, популярность которых была обусловлена популярностью мельниц, построенных компанией Bridgeport Machines из Бриджпорта, штат Коннектикут . Эти мельницы настолько долго доминировали на рынке, что слово «Бриджпорт» практически стало синонимом «ручного фрезерного станка». В большинстве машин, изготовленных Бриджпортом в период с 1938 по 1965 год, использовался конус Морзе № 2, а примерно с 1965 года в большинстве машин использовался конус R8.
Для фрезерных станков существует множество режущих инструментов, в том числе фрезы, продольные фрезы, зуборезы, концевые фрезы и т. д. [9]
Аксессуары
[ редактировать ]Фрезерование карманов с ЧПУ
[ редактировать ]Фрезерование карманов считается одной из наиболее широко используемых операций в механической обработке . Он широко используется в аэрокосмической и судостроительной промышленности. При фрезеровании карманов материал внутри произвольно замкнутой границы на плоской поверхности заготовки удаляется на фиксированную глубину. Обычно для фрезерования карманов используются концевые фрезы с плоским дном. Сначала выполняется черновая операция для удаления основной массы материала, а затем карман обрабатывается чистовой концевой фрезой. [10] Большинство промышленных фрезерных операций можно выполнить с помощью 2,5-осевого фрезерования с ЧПУ . Этот тип управления траекторией позволяет обрабатывать до 80% всех механических деталей. Поскольку важность фрезерования карманов очень важна, эффективные подходы к обработке карманов могут привести к сокращению времени и затрат на обработку. [11] Фрезерование карманов с ЧПУ может выполняться в основном двумя траекториями инструмента, а именно. линейные и нелинейные. [12]
Линейная траектория инструмента
[ редактировать ]При таком подходе движение инструмента является однонаправленным. Зигзагообразные и зигзагообразные траектории инструмента являются примерами линейной траектории инструмента.
Зигзаг
[ редактировать ]При зигзагообразном фрезеровании материал удаляется как в прямом, так и в обратном направлении. При этом резка производится как по вращению шпинделя, так и против него. Это сокращает время обработки, но увеличивает вибрацию станка и износ инструмента .
Зиг
[ редактировать ]При зиг-фрезеровании инструмент движется только в одном направлении. Инструмент приходится поднимать и втягивать после каждого резания, из-за чего время обработки увеличивается. Однако при зиг-фрезеровании качество поверхности лучше.
Нелинейная траектория инструмента
[ редактировать ]При таком подходе движение инструмента является разнонаправленным. Одним из примеров нелинейной траектории инструмента является траектория инструмента, параллельная контуру.
Контур-параллельный
[ редактировать ]В этом подходе необходимая граница кармана используется для определения траектории инструмента. В этом случае фреза всегда находится в контакте с обрабатываемым материалом. Таким образом, можно избежать времени простоя, затрачиваемого на позиционирование и втягивание инструмента. Для крупномасштабного удаления материала широко используется траектория инструмента, параллельная контуру, поскольку ее можно последовательно использовать с методом восходящего или нисходящего резания в течение всего процесса. Существует три различных подхода, которые попадают в категорию создания траектории инструмента параллельно контуру. Они есть:
- Метод парного пересечения. При методе парного пересечения граница кармана поэтапно перемещается внутрь. Смещенные сегменты будут пересекаться в вогнутых углах. Для получения необходимого контура эти пересечения необходимо обрезать. С другой стороны, в случае выпуклого угла смещенные сегменты удлиняются и, таким образом, соединяются, образуя контур. Эти операции, т.е. смещение, обрезка и удлинение выполняются неоднократно, чтобы покрыть весь объем обработки достаточным слоем профилей. [13]
- Подход диаграммы Вороного . В подходе диаграммы Вороного граница кармана сегментируется, и диаграмма Вороного строится для всей границы кармана. Эти диаграммы Вороного используются для определения траектории инструмента при механической обработке. Этот метод считается более эффективным и надежным. Более того, он позволяет избежать топологических проблем, связанных с традиционными алгоритмами смещения. [14] [15]
Криволинейный
[ редактировать ]При таком подходе инструмент движется по постепенно развивающейся спиральной траектории. Спираль начинается в центре обрабатываемого кармана, и инструмент постепенно движется к границе кармана. Направление траектории инструмента постепенно меняется, а локальное ускорение и замедление инструмента сводятся к минимуму. Это снижает износ инструмента. [16]
-
 Зигзагообразная траектория инструмента
Зигзагообразная траектория инструмента -
 Зигзагообразная траектория инструмента
Зигзагообразная траектория инструмента -
 Траектория инструмента, параллельная контуру
Траектория инструмента, параллельная контуру -
 Криволинейная траектория инструмента
Криволинейная траектория инструмента




История
[ редактировать ]1780-1810
[ редактировать ]
Фрезерные станки произошли от практики ротационной подачи, то есть использования дисковой фрезы с напильникообразными зубьями в передней бабке токарного станка . Ротационная опиловка, а позже и настоящая фрезеровка, были разработаны для сокращения времени и усилий, затрачиваемых на ручную опиловку. Полная история разработки фрезерных станков, возможно, никогда не будет известна, поскольку большая часть ранних разработок происходила в отдельных мастерских, где для потомков сохранилось мало записей. Однако общие контуры известны, как это кратко изложено ниже. С точки зрения истории технологии ясно, что название этого нового типа механической обработки термином «фрезерование» было расширением более раннего значения этого слова, обозначавшего обработку материалов путем их истирания каким-либо образом (резка, шлифование, дробление). , и т. д.). Ротационная подача задолго до фрезерования. вращающийся напильник Жака де Вокансона , около 1760 года. Хорошо известен [17] [18]
В 1783 году Самуэль Рехе изобрел настоящий фрезерный станок. [19] В 1795 году Эли Терри начал использовать фрезерный станок в Плимуте, штат Коннектикут, для производства часов с высоким корпусом. Используя свой фрезерный станок, Терри первым создал взаимозаменяемые детали в часовой промышленности. Фрезерование деревянных деталей было эффективным для взаимозаменяемых деталей, но неэффективным для получения высокой производительности. Фрезерование деревянных заготовок приводит к низкому выходу деталей, поскольку одно лезвие станка может привести к потере зубьев шестерни, когда фреза ударяется о параллельные волокна древесины. Позже Терри изобрел станок для резки шпинделя для массового производства деталей в 1807 году. Другие часовщики из Коннектикута, такие как Джеймс Харрисон из Уотербери, Томас Барнс из Личфилда и Гидеон Робертс из Бристоля, также использовали фрезерные станки для производства своих часов. [20]
1810–1830-е гг.
[ редактировать ]

Очевидно, что фрезерные станки как отдельный класс станков (отдельный от токарных станков с вращающимися напильниками) впервые появились между 1814 и 1818 годами. Центрами раннего развития настоящих фрезерных станков были два федеральных оружейных завода США ( Спрингфилд и Харперс-Ферри ). вместе с различными частными оружейными складами и внутренними подрядчиками , которые делили с ними оборот квалифицированных рабочих. Между 1912 и 1916 годами Джозеф В. Роу , уважаемый отец-основатель историков станкостроения, приписал Эли Уитни (одному из упомянутых выше частных производителей оружия) создание первого настоящего фрезерного станка. [21] [22] К 1918 году он считал его «вероятно, первым фрезерным станком, когда-либо построенным - определенно самым старым из существующих сейчас [...]». [23] Однако последующие ученые, в том числе Роберт С. Вудбери, [24] и другие, [25] улучшили раннюю версию истории Роу и предположили, что такая же заслуга (а на самом деле, возможно, даже больше) принадлежит различным другим изобретателям, включая Роберта Джонсона из Мидлтауна, штат Коннектикут ; Капитан Джон Х. Холл из арсенала Харперс-Ферри; Симеон Норт с фабрики Стэддл-Хилл в Мидлтауне; Розуэлл Ли из оружейного склада Спрингфилда; и Томас Бланшар . (Некоторых из упомянутых выше мужчин иногда называют в Интернете «изобретателем первого фрезерного станка» или «изобретателем взаимозаменяемых деталей». Подобные утверждения слишком упрощены, поскольку эти технологии со временем развивались среди многих людей.)
Питер Байда, [25] Цитирование статьи Эдварда А. Баттисона «Эли Уитни и фрезерный станок», опубликованной в Смитсоновском историческом журнале в 1966 году, служит примером развенчания образа Уитни как « великого человека » историками технологий, работавшими в 1950-х и 1960-х годах. Он цитирует Баттисона, заключившего: «Нет никаких доказательств того, что Уитни разработала или использовала настоящий фрезерный станок». Байда говорит: «Так называемая машина Уитни 1818 года, похоже, на самом деле была создана после смерти Уитни в 1825 году». Байда цитирует предположение Баттисона о том, что первый настоящий фрезерный станок был изготовлен не Уитни, а Робертом Джонсоном из Мидлтауна. [25]
Конец подросткового возраста 19-го века был поворотным временем в истории станков, поскольку период с 1814 по 1818 год также является периодом, в течение которого несколько современных пионеров ( Фокс , Мюррей и Робертс ) разрабатывали строгальный станок . [26] и как и в случае с фрезерным станком, работы, производившиеся в различных цехах, по разным причинам (частично из-за служебной тайны, а также просто потому, что никто не вел записи для потомков) были недокументированы.
Джеймс Нэсмит построил очень совершенный для своего времени фрезерный станок между 1829 и 1831 годами. [27] Он был предназначен для фрезерования шести сторон шестигранной гайки, установленной в шестипозиционном индексирующем приспособлении.
Фрезерный станок, построенный и использовавшийся в магазине Gay & Silver (также известный как Gay, Silver, & Co) в 1830-х годах, оказал большое влияние, поскольку в нем использовался лучший метод вертикального позиционирования, чем в более ранних станках. Например, машина Уитни (тот, который Роу считал самым первым) и другие не предусматривали вертикального перемещения колена. Очевидно, в основе рабочего процесса лежало то, что станок будет оснащен прокладками, тисками и т. д. для определенной конструкции детали, а последующие детали не будут требовать вертикальной регулировки (или, в лучшем случае, потребуется только установка прокладок). Это указывает на то, что на ранних этапах фрезерные станки рассматривались как производственные, а не как станки для инструментального цеха .
В те первые годы фрезерование часто рассматривалось как черновая операция, за которой следовала чистовая обработка ручным напильником. Идея сокращения ручного хранения файлов была важнее, чем его замена .
1840–1860 гг.
[ редактировать ]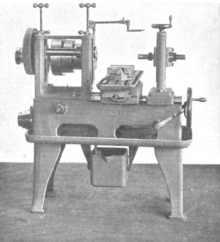
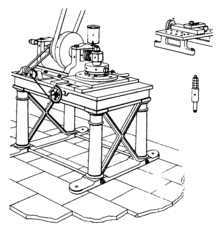
Среди ключевых людей в разработке фрезерных станков в ту эпоху были Фредерик В. Хоу , Фрэнсис А. Пратт , Элиша К. Рут и другие. (Эти же люди в ту же эпоху были также заняты разработкой современных револьверных токарных станков . Опыт Хоу в Gay & Silver в 1840-х годах познакомил его с ранними версиями обоих станков. Его конструкции станков позже были созданы в Robbins & Silver. Лоуренса , Providence Tool Company и Brown & Sharpe .) Наиболее успешной конструкцией фрезерного станка, появившейся в ту эпоху, был Lincoln Miller , который представляет собой не конкретную марку и модель станка, а семейство инструментов, созданных различными компаниями по общей конфигурации на протяжении нескольких десятилетий. Свое название он получил от компании George S. Lincoln & Company, первой выпустившей его на рынок (ранее Phoenix Iron Works), чей первый экземпляр был построен в 1855 году для арсенала Кольта . [28]
В то время в конструкции фрезерных станков по-прежнему существовало «слепое пятно», поскольку различные конструкторы не смогли разработать по-настоящему простые и эффективные средства обеспечения перемещения суппорта по всем трем архетипическим осям фрезерования (X, Y и Z — или, как их называли). известные в прошлом продольные, поперечные и вертикальные). Идеи вертикального позиционирования либо отсутствовали, либо были недостаточно развиты. Шпиндель фрезерного станка Lincoln можно было поднимать и опускать, но первоначальная идея его расположения заключалась в том, чтобы установить его на место и затем запустить, а не часто перемещать во время работы. Как и револьверный токарный станок, это был станок серийного производства, где за каждой квалифицированной установкой следовала обширная операция, требующая довольно низкой квалификации.
1860-е годы
[ редактировать ]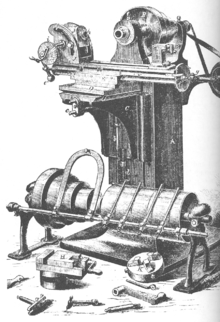
В 1861 году Фредерик В. Хоу, работая в компании Providence Tool, попросил Джозефа Р. Брауна из Brown & Sharpe найти решение проблемы фрезерования спиралей, таких как канавки спиральных сверл. В то время они обычно подшивались вручную. [29] ( Винтовое строгание существовало, но ни в коем случае не было обычным явлением.) Браун разработал «универсальный фрезерный станок», который, начиная с его первой продажи в марте 1862 года, имел огромный успех. Он решил проблему перемещения по 3 осям (т. е. по осям, которые мы теперь называем XYZ) гораздо более элегантно, чем это делалось в прошлом, и позволил фрезеровать спирали с использованием индексирующей головки , подаваемой синхронно с подачей стола. . Термин «универсальный» к нему применили потому, что он был готов к любым видам работ, в том числе инструментальным, и не был столь ограничен в применении, как предыдущие конструкции. (Хоу разработал «универсальную мельницу» в 1852 году, но модель Брауна 1861 года считается революционным успехом.) [29]
Браун также разработал и запатентовал (1864) конструкцию фасонных фрез, у которых последовательная заточка зубьев не нарушает геометрии формы. [18]
Достижения 1860-х годов открыли шлюзы и положили начало современной практике мукомольного производства.
1870-е годы до Первой мировой войны
[ редактировать ]
В эти десятилетия компании Brown & Sharpe и Cincinnati Milling Machine Company доминировали на рынке фрезерных станков в Америке. Однако в то время сотни других фирм также производили фрезерные станки, и многие из них имели большое значение в различных отношениях. Помимо широкого спектра специализированных производственных станков, типичный многоцелевой фрезерный станок конца 19 - начала 20 веков представлял собой тяжелую конструкцию с коленом и колонной с горизонтальным шпинделем, приводным столом подачи, индексирующей головкой и прочным кронштейном для поддержки оправки. . Эволюция конструкции машин была обусловлена не только изобретательским духом, но и постоянной эволюцией фрез , которые прошли этап за этапом, начиная с 1860 года и заканчивая Первой мировой войной . [30] [31]
Первая мировая война и межвоенный период
[ редактировать ]Примерно в конце Первой мировой войны управление станками развилось в различных направлениях, что заложило основу для более поздних технологий ЧПУ. Координатно -расточный станок популяризировал идеи координатного определения размеров (нанесение размеров всех мест детали из одной контрольной точки); рутинная работа с «десятыми долями» (десяти тысячные доли дюйма, 0,0001 дюйма) в качестве повседневной возможности машины; и использование управления для перехода прямо от чертежа к детали, минуя изготовление приспособлений. В 1920 году новая конструкция трассировщика Дж. К. Шоу была применяется на фрезерных станках Keller для штамповки посредством трехмерного копирования шаблона. Это сделало штамповку быстрее и проще, поскольку штампы пользовались большим спросом, чем когда-либо прежде, и было очень полезно для больших стальных штампов, например тех, которые используются для штамповки. Такие машины преобразовывали движения трассировщика в сигналы для сервоприводов , приводивших в действие ходовые винты или гидравлику машины. Они также стимулировали разработку гаек ходового винта с защитой от люфта . Все вышеперечисленные концепции были новыми в 1920-х годах, но стали обычным явлением в NC/. К 1930-м годам существовали невероятно большие и совершенные фрезерные станки, такие как Cincinnati Hydro-Tel, которые предвосхитили сегодняшние фрезерные станки с ЧПУ во всех отношениях, за исключением самого управления ЧПУ.
Фрезерный станок Бриджпорта
[ редактировать ]В 1936 году Рудольф Баннов (1897–1962) задумал существенно усовершенствовать фрезерный станок. [32] Его компания начала производство новой вертикальной мельницы с коленом и колонной в 1938 году. Это был фрезерный станок Bridgeport , который часто называют мельницей поршневого или револьверного типа, потому что его головка имеет скользящий толкатель и вращающуюся револьверную установку. Машина стала настолько популярной, что многие другие производители создали копии и варианты. Более того, его название стало обозначать любой такой вариант . Bridgeport предлагал непреходящие преимущества по сравнению с предыдущими моделями. Он был достаточно маленьким, достаточно легким и достаточно доступным, чтобы стать практичным приобретением даже для самых маленьких механических мастерских, но при этом он был продуманно спроектирован, универсален, хорошо сложен и прочен. Различные направления скольжения и поворота позволяли голове подходить к работе под любым углом. Конструкция Бриджпорта стала доминирующей формой ручных фрезерных станков, используемых несколькими поколениями машинистов малых и средних предприятий . К 1980-м годам было построено около четверти миллиона фрезерных станков Bridgeport. [32] и они (и их клоны) производятся до сих пор.
1940–1970-е годы
[ редактировать ]К 1940 году автоматизация с помощью кулачков, например, в винтовых станках и автоматических патронах , уже на протяжении десятилетий была очень хорошо развита. Начиная с 1930-х годов, идеи, связанные с сервомеханизмами, витали в воздухе, но особенно во время и сразу после Второй мировой войны они начали прорастать (см. также Числовое управление > История ). Вскоре они были объединены с развивающейся технологией цифровых компьютеров . Эта среда технологического развития, охватывающая период непосредственно перед Второй мировой войной и до 1950-х годов, питалась военными капитальными затратами, которые преследовали современные достижения в управлении артиллерийскими и ракетными артиллерийскими установками, а также в наведении ракет — других приложениях, в которых люди хотели быстро, точно и автоматически управлять кинематикой / динамикой больших машин. Достаточные расходы на НИОКР, вероятно, не были бы достигнуты только в станкостроительной промышленности; но именно для последних приложений имелось желание и возможность тратить средства. Когда разработка уже началась, ее охотно применили для управления станками в одном из многих послевоенных случаев. трансфер технологий .
В 1952 году числовое управление достигло стадии развития лабораторной реальности. Первым станком с ЧПУ был фрезерный станок Cincinnati Hydrotel, оснащенный построенным с нуля блоком управления с ЧПУ. Об этом сообщило издание Scientific American . [33] точно так же, как в 1862 году появился еще один новаторский фрезерный станок, универсальный Brown & Sharpe.
В течение 1950-х годов числовое программное управление медленно перешло из лабораторных условий в коммерческое использование . В течение первого десятилетия своего существования оно имело довольно ограниченное влияние за пределами аэрокосмической деятельности. Но в течение 1960-х и 1970-х годов ЧПУ превратилось в ЧПУ, эволюционировали средства хранения данных и средства ввода, вычислительная мощность компьютеров и объем памяти неуклонно росли, а станки с ЧПУ и станки с ЧПУ постепенно распространились из среды огромных корпораций и, главным образом, аэрокосмических работ на уровень средние корпорации и широкий ассортимент продукции. Резкое развитие технологий управления станками с помощью ЧПУ и ЧПУ глубоко изменило культуру производства. [34] Детали (которые выходят за рамки этой статьи) сильно менялись с каждым десятилетием.
1980-е – настоящее время
[ редактировать ]Компьютеры и станки с ЧПУ продолжают быстро развиваться. Революция персональных компьютеров оказала большое влияние на это развитие. К концу 1980-х годов в небольших механических мастерских появились настольные компьютеры и станки с ЧПУ. Вскоре после этого любители, художники и дизайнеры начали приобретать фрезерные и токарные станки с ЧПУ. Производители начали производить недорогие станки с ЧПУ, достаточно маленькие, чтобы их можно было разместить на рабочем столе, и которые могут резать с высоким разрешением материалы, более мягкие, чем нержавеющая сталь. Их можно использовать для изготовления чего угодно: от ювелирных изделий до печатных плат и деталей оружия, даже изобразительного искусства.
Стандарты
[ редактировать ]Национальные и международные стандарты используются для стандартизации определений, экологических требований и методов испытаний, используемых при измельчении. Выбор используемого стандарта является соглашением между поставщиком и пользователем и имеет определенное значение при проектировании мельницы. В США ASME разработало стандарты B5.45-1972 «Фрезерные станки» и B94.19-1997 «Фрезы и концевые фрезы» .
Общие допуски включают: +/- 0,005 дюйма (~ 0,1 мм) для местных допусков для большинства геометрий, +/- 0,010 дюйма (~ 0,25 мм) для пластмасс с отклонениями в зависимости от размера детали, 0,030 дюйма (~ 0,75 мм). минимальная толщина стенок для металлов и минимальная толщина стенок 0,060 дюйма (~ 1,5 мм) для пластмасс. [35]
См. также
[ редактировать ]- Фрезерование оправок
- Фрезерный станок с ЧПУ
- криомиллирование
- Электроэрозионная обработка
- Фреза
- Столярные изделия
- Многоосная обработка
- Фотохимическая обработка
- Фрезерование печатных плат
- Фрезер (деревообработка)
- 3D printing
- Зерновой шлифовальный круг
Ссылки
[ редактировать ]Примечания
[ редактировать ]- ^ Браун и Шарп 1914 , с. 7.
- ^ Jump up to: а б КММК 1922 , с. 122.
- ^ Ашер 1896 , с. 142.
- ^ CMMC 1922 , стр. 125–127.
- ^ «Как пользоваться фрезерным станком» . Американская компания станков
- ^ Британская энциклопедия 2011 г.
- ^ В настоящее время термин «мельник» относится к машинам, построенным в то время, когда этот термин был актуален, например, к «фонографу» и «безлошадной повозке».
- ^ Янковский, Томаш; Пиорковский, Павел; Скочиньский, Вацлав (октябрь 2016 г.). «Измерение отклонения от круглости вертикального центра Haas Mini Mill» . Механик (10): 1310–1311. дои : 10.17814/mechanik.2016.10.337 . ISSN 0025-6552 .
- ^ [1] Типы фрез (фрезы)
- ^ Крамер, Томас Р. (1992). «Фрезерование карманов с обнаружением зацепления инструмента». Журнал производственных систем . 11 (2): 112–123. CiteSeerX 10.1.1.57.3646 . дои : 10.1016/0278-6125(92)90042-E .
- ^ Хелд, Мартин (1991). «Геометрическое исследование формирования траектории инструмента при обработке зигзагообразных карманов». Визуальный компьютер . 7 (5–6): 296–308. дои : 10.1007/BF01905694 . S2CID 1057336 .
- ^ Чой, HS; Чан, К.В. (февраль 2003 г.). «Траектория инструмента на основе угловых петель для фрезерования карманов». Компьютерное проектирование . 35 (2): 155–166. дои : 10.1016/S0010-4485(02)00049-0 .
- ^ Хансен, Аллан; Арбаб, Фархад (апрель 1992 г.). «Алгоритм формирования траекторий инструмента с ЧПУ для карманов произвольной формы с островками» . Транзакции ACM с графикой . 11 (2): 152–182. дои : 10.1145/130826.130832 . S2CID 2388266 .
- ^ Чон, Дж.; Ким, К. (1998). «Создание траектории инструмента для обработки карманов произвольной формы по диаграммам Вороного». Международный журнал передовых производственных технологий . 14 (12): 876–881. дои : 10.1007/BF01179076 . S2CID 109784396 .
- ^ Перссон, Х. (май 1978 г.). «ЧПУ-обработка карманов произвольной формы». Компьютерное проектирование . 10 (3): 169–174. дои : 10.1016/0010-4485(78)90141-0 .
- ^ Битерман, Майкл Б.; Сэндстром, Дональд Р. (11 ноября 2003 г.). «Метод криволинейной траектории инструмента для обработки карманов». Журнал производственной науки и техники . 125 (4): 709–715. дои : 10.1115/1.1596579 .
- ^ Вудбери 1972 , с. 23.
- ^ Jump up to: а б Роу 1916 , с. 206 .
- ^ Радзевич, Стивен П. (2 апреля 2012 г.). Справочник Дадли по практическому проектированию и производству зубчатых передач, второе издание . ЦРК Пресс. п. 694. ИСБН 978-1-4398-6601-6 .
- ^ Робертс, Кеннет Д. и Сноуден Тейлор. Эли Терри и полочные часы в Коннектикуте. Издательство Кена Робертса, 1994.
- ^ Вудбери 1972 , с. 17.
- ^ Роу 1916 , подпись к рисунку напротив стр. 142 .
- ^ Роу 1916 , с. 309
- ^ Вудбери 1972 , стр. 16–26.
- ^ Jump up to: а б с С 1987 года
- ^ Роу 1916 , Глава V: Изобретатели строгального станка, стр. 50–62 .
- ^ Вудбери 1972 , стр. 24–26.
- ^ Роу 1916 , с. 165 .
- ^ Jump up to: а б Роу, 1916 , стр. 208–209 .
- ^ Вудбери 1972 , стр. 51–55.
- ^ Вудбери 1972 , стр. 79–81.
- ^ Jump up to: а б Американский музей точности, 1992 год .
- ^ Пиз 1952
- ^ Благородный 1984 г. , повсюду.
- ^ «Руководство по проектированию: обработка на станках с ЧПУ» (PDF) . xometry.com .
Библиография
[ редактировать ]- Ашер, Джон Т. (1896). Современный машинист (2-е изд.). Северо-Запад Хенли . Проверено 1 февраля 2013 г.
- Практический трактат по фрезеровке и фрезерным станкам . Браун и Шарп Производственная компания . 1914 год . Проверено 28 января 2013 г.
- Трактат о фрезеровании и фрезерных станках . Цинциннати, Огайо : Компания Cincinnati Milling Machine . 1922 год . Проверено 28 января 2013 г.
- Ноубл, Дэвид Ф. (1984), Производственные силы: социальная история промышленной автоматизации , Нью-Йорк, Нью-Йорк, США: Кнопф, ISBN 978-0-394-51262-4 , LCCN 83048867 .
- Роу, Джозеф Уикхэм (1916), английские и американские производители инструментов , Нью-Хейвен, Коннектикут: Издательство Йельского университета, LCCN 16011753 . Перепечатано McGraw-Hill, Нью-Йорк и Лондон, 1926 г. ( LCCN 27-24075 ); и Lindsay Publications, Inc., Брэдли, Иллинойс ( ISBN 978-0-917914-73-7 )..
- Пиз, Уильям (1952), «Автоматический станок» , Scientific American , 187 (3): 101–115, Бибкод : 1952SciAm.187c.101P , doi : 10.1038/scientificamerican0952-101 , ISSN 0036-8733 .
- Вудбери, Роберт С. (1972) [1960], История фрезерного станка. В исследованиях по истории станков , Кембридж, Массачусетс, США, и Лондон, Англия: MIT Press, ISBN. 978-0-262-73033-4 , LCCN 72006354 . Впервые опубликовано отдельно в виде монографии в 1960 году.
{{citation}}: CS1 maint: постскриптум ( ссылка ) - Байда, Питер (май – июнь 1987 г.), «Другой талант Эли Уитни» , American Heritage , 38 (4) , получено 29 ноября 2010 г.
- Американский музей точности (1992), «Рудольф Банноу (1897–1962)» , Зал славы станков , Американский музей точности , получено 1 января 2011 г.
- «вымирание» . Британская энциклопедия . 2011 . Проверено 2 января 2011 г.
Дальнейшее чтение
[ редактировать ]- Хауншелл, Дэвид А. (1984), От американской системы к массовому производству, 1800–1932: Развитие производственных технологий в Соединенных Штатах , Балтимор, Мэриленд: Издательство Университета Джонса Хопкинса , ISBN 978-0-8018-2975-8 , LCCN 83016269 , OCLC 1104810110
- Ролт, LTC (1965), Краткая история станков , Кембридж, Массачусетс, США: MIT Press, OCLC 250074 . Совместное издание опубликовано как Ролт, LTC (1965), Инструменты для работы: краткая история станков , Лондон: BT Batsford, LCCN 65080822 .