Закалка (металлургия)

Закалка — это процесс термической обработки, который используется для повышения ударной сплавов на железа основе вязкости . Закалка обычно проводится после закалки , чтобы уменьшить часть избыточной твердости , и осуществляется путем нагревания металла до температуры ниже критической точки в течение определенного периода времени, а затем его охлаждения на неподвижном воздухе. Точная температура определяет количество удаляемой твердости и зависит как от конкретного состава сплава, так и от желаемых свойств готового продукта. Например, очень твердые инструменты часто закаливаются при низких температурах, а пружины - при гораздо более высоких температурах.
Введение
[ редактировать ]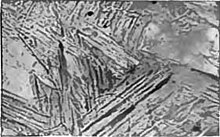
Закалка — это метод термической обработки , применяемый к сплавам черных металлов , например, стали или чугуна , для достижения большей ударной вязкости за счет снижения твердости сплава. Уменьшение твердости обычно сопровождается увеличением пластичности , вследствие чего снижается хрупкость металла. Закалка обычно проводится после закалки , то есть быстрого охлаждения металла с целью приведения его в наиболее твердое состояние. Отпуск осуществляется путем контролируемого нагрева закаленной заготовки до температуры ниже ее «нижней критической температуры ». Это также называется нижней температурой превращения или нижней температурой ареста (А 1 ): температура, при которой кристаллические фазы сплава, называемые ферритом и цементитом , начинают объединяться с образованием однофазного твердого раствора, называемого аустенитом . Нагрева выше этой температуры избегают, чтобы не разрушить очень твердую закаленную микроструктуру, называемую мартенситом . [3]
Точный контроль времени и температуры в процессе отпуска имеет решающее значение для достижения желаемого баланса физических свойств. Низкие температуры отпуска могут только снять внутренние напряжения, уменьшив хрупкость при сохранении большей части твердости. Более высокие температуры отпуска, как правило, приводят к большему снижению твердости, жертвуя некоторым пределом текучести и пределом прочности в пользу увеличения эластичности и пластичности . Однако в некоторых низколегированных сталях , содержащих другие элементы, такие как хром и молибден , отпуск при низких температурах может привести к увеличению твердости, тогда как при более высоких температурах твердость снижается. Многие стали с высокими концентрациями этих легирующих элементов ведут себя как дисперсионно-твердеющие сплавы , что приводит к противоположным эффектам в условиях закалки и отпуска, и называются мартенситностареющими сталями . [3]
В углеродистых сталях отпуск изменяет размер и распределение карбидов в мартенсите, образуя микроструктуру, называемую «отпущенный мартенсит». Закалку также проводят нормализованных сталей и чугунов для повышения пластичности, обрабатываемости и ударной вязкости. [3] Сталь обычно подвергают равномерному отпуску, называемому «сквозным отпуском», что обеспечивает почти одинаковую твердость, но иногда ее нагревают неравномерно, что называется «дифференциальным отпуском», что приводит к изменению твердости. [4]
История
[ редактировать ]Закалка – древний метод термической обработки. Самый старый известный пример закаленного мартенсита — это кирка , найденная в Галилее и датируемая примерно 1200–1100 годами до нашей эры. [5] Этот процесс использовался во всем древнем мире, от Азии до Европы и Африки. В древние времена было опробовано множество различных методов и охлаждающих ванн для закалки: от закалки мочой, кровью или металлами, такими как ртуть или свинец, но процесс закалки оставался относительно неизменным на протяжении веков. Закалку часто путали с закалкой, и зачастую этот термин использовался для описания обоих методов. В 1889 году сэр Уильям Чандлер Робертс-Остин писал: «Между словами «закалка», «закалка» и «закалка» до сих пор так много путаницы в трудах даже выдающихся авторитетов, что полезно сохранить эти старые внимательно принимая во внимание определения, я буду использовать слово «закалка» в том же смысле, что и «смягчение». [6]
Терминология
[ редактировать ]В металлургии можно встретить множество терминов, которые имеют очень конкретное значение в данной области, но могут показаться довольно расплывчатыми, если смотреть со стороны. Такие термины, как «твердость», «стойкость к ударам», «прочность» и «прочность», могут иметь множество различных значений, из-за чего иногда бывает трудно различить конкретное значение. Некоторые из встречающихся терминов и их конкретные определения:
- Прочность – устойчивость к остаточной деформации и разрыву. Прочность в металлургии все еще является довольно расплывчатым термином, поэтому ее обычно разделяют на предел текучести (предел, при превышении которого деформация становится постоянной), предел прочности на разрыв (предельная прочность на разрыв), прочность на сдвиг (сопротивление поперечным силам или силам резания) и прочность на разрыв. прочность на сжатие (сопротивление упругому укорочению под нагрузкой).
- Прочность – Сопротивление разрушению , измеренное по тесту Шарпи . Прочность часто увеличивается по мере уменьшения прочности, поскольку изгибающийся материал с меньшей вероятностью сломается.
- Твердость – устойчивость поверхности к царапинам, истиранию или вмятинам. В обычных металлических сплавах существует линейная зависимость между твердостью при вдавливании и пределом прочности на разрыв, что облегчает измерение последней. [7]
- Хрупкость . Хрупкость описывает склонность материала разрушаться перед изгибом или деформацией упруго или пластически. Хрупкость увеличивается с уменьшением ударной вязкости, но на нее также сильно влияют внутренние напряжения.
- Пластичность – способность формовать, сгибать или деформировать таким образом, чтобы самопроизвольно не вернуться к своей первоначальной форме. Это пропорционально пластичности или ковкости вещества.
- Эластичность . Также называемая гибкостью, это способность деформироваться, сгибаться, сжиматься или растягиваться и возвращаться к исходной форме после снятия внешнего напряжения. Эластичность обратно пропорциональна модулю Юнга материала.
- Ударопрочность . Обычно это синоним высокопрочной прочности. Это способность противостоять ударным нагрузкам с минимальной деформацией.
- Износостойкость . Обычно является синонимом твердости. Это устойчивость к эрозии , абляции , растрескиванию или истиранию .
- Структурная целостность — способность выдерживать максимальную номинальную нагрузку, сопротивляясь разрушению, усталости и минимальному изгибу или прогибу , чтобы обеспечить максимальный срок службы .
Углеродистая сталь
[ редактировать ]Очень немногие металлы реагируют на термообработку так же или в той же степени, что и углеродистая сталь , и поведение углеродистой стали при термообработке может радикально различаться в зависимости от легирующих элементов. Сталь можно размягчить до очень пластичного состояния посредством отжига до состояния, столь же твердого и хрупкого, как стекло или закалить . Однако в закаленном состоянии сталь обычно слишком хрупкая, и ей не хватает вязкости разрушения , чтобы ее можно было использовать в большинстве случаев. Закалка — это метод, используемый для уменьшения твердости, тем самым увеличивая пластичность закаленной стали, чтобы придать металлу некоторую упругость и ковкость. Это позволяет металлу сгибаться, прежде чем сломаться. В зависимости от степени закалки стали, она может изгибаться упруго (сталь возвращается к своей первоначальной форме после снятия нагрузки) или пластически изгибаться (сталь не возвращается к своей первоначальной форме, что приводит к остаточной деформации). ), до разрушения . Закалка используется для точного баланса механических свойств металла, таких как предел прочности на сдвиг , предел текучести , твердость , пластичность и предел прочности на разрыв — для достижения любого количества комбинаций свойств, что делает сталь полезной для широкого спектра применений. Такие инструменты, как молотки и гаечные ключи, требуют хорошей устойчивости к истиранию, ударопрочности и устойчивости к деформации. Пружины не требуют такой большой износостойкости, но должны упруго деформироваться, не ломаясь. Автомобильные детали, как правило, немного менее прочные, но перед разрушением их необходимо пластически деформировать.
За исключением редких случаев, когда необходима максимальная твердость или износостойкость, например, в случае незакаленной стали, используемой для напильников , закаленная сталь почти всегда в той или иной степени отпускается. Однако сталь иногда отжигают посредством процесса, называемого нормализацией , в результате чего сталь становится лишь частично размягченной. Отпуск иногда применяется к нормализованным сталям для их дальнейшего смягчения, увеличения пластичности и обрабатываемости для облегчения металлообработки . Закалку можно также использовать для свариваемой стали, чтобы снять некоторые напряжения и избыточную твердость, возникающую в зоне термического влияния вокруг сварного шва. [3]
Закаленная сталь
[ редактировать ]Закалку чаще всего выполняют на стали, которая была нагрета выше ее верхней критической температуры (А 3 ), а затем быстро охлаждена в процессе, называемом закалкой , с использованием таких методов, как погружение горячей стали в воду, масло или нагнетание воздуха. Закаленная сталь, помещенная в самое твердое состояние или близкое к нему, затем закаляется для постепенного снижения твердости до точки, более подходящей для желаемого применения. Твердость закаленной стали зависит как от скорости охлаждения, так и от состава сплава. Сталь с высоким содержанием углерода достигнет гораздо более твердого состояния, чем сталь с низким содержанием углерода. Аналогичным образом, отпуск высокоуглеродистой стали до определенной температуры приводит к получению стали, которая значительно тверже, чем низкоуглеродистая сталь, отпущенная при той же температуре. Также имеет значение время выдержки при температуре отпуска. Отпуск при несколько повышенной температуре в течение более короткого времени может дать тот же эффект, что и отпуск при более низкой температуре в течение более длительного времени. Время отпуска варьируется в зависимости от содержания углерода, размера и желаемого применения стали, но обычно составляет от нескольких минут до нескольких часов.
Отпуск закаленной стали при очень низких температурах, от 66 до 148 °C (от 151 до 298 °F), обычно не дает большого эффекта, кроме небольшого снятия некоторых внутренних напряжений и уменьшения хрупкости. Закалка при более высоких температурах, от 148 до 205 °C (от 298 до 401 °F), приведет к небольшому снижению твердости, но в первую очередь снимет большую часть внутренних напряжений. В некоторых сталях с низким содержанием легированных сплавов отпуск в диапазоне 260 и 340 °C (500 и 644 °F) вызывает снижение пластичности и увеличение хрупкости и называется «отпущенным мартенситным охрупчиванием» (TME). диапазон. За исключением кузнечного дела, этого диапазона обычно избегают. Стали, требующие большей прочности, чем ударной вязкости, например, инструменты, обычно не закаливаются при температуре выше 205 ° C (401 ° F). Вместо этого изменение твердости обычно достигается за счет изменения только времени отпуска. Когда требуется повышение ударной вязкости за счет прочности, используются более высокие температуры отпуска - от 370 до 540 ° C (от 698 до 1004 ° F). Закалка при еще более высоких температурах, от 540 до 600 °C (от 1004 до 1112 °F), обеспечит превосходную ударную вязкость, но при серьезном снижении прочности и твердости. При температуре 600 °C (1112 °F) сталь может испытать еще одну стадию отпускного охрупчивания, называемую «отпускной хрупкостью» (TE), которая возникает, если сталь слишком долго выдерживается в температурном диапазоне отпускной хрупкости. При нагреве выше этой температуры сталь обычно не выдерживается какое-либо время и быстро охлаждается, чтобы избежать отпускной хрупкости. [3]
Нормализованная сталь
[ редактировать ]Сталь, нагретая выше верхней критической температуры, а затем охлажденная на воздухе, называется нормализованной сталью. Нормализованная сталь состоит из зерен перлита , мартенсита , а иногда и бейнита , перемешанных внутри микроструктуры. В результате получается сталь, которая намного прочнее, чем полностью отожженная сталь, и намного прочнее, чем отпущенная закаленная сталь. Однако иногда требуется дополнительная жесткость при снижении прочности. Закалка позволяет осторожно снизить твердость стали, тем самым повышая ударную вязкость до более желательного уровня. Литую сталь часто нормализуют, а не отжигают, чтобы уменьшить возможные деформации. Закалка может еще больше снизить твердость, увеличивая пластичность до уровня, более близкого к отожженной стали. [8] Закалку часто используют для углеродистых сталей, и она дает почти такие же результаты. Процесс, называемый «нормализация и отпуск», часто используется для таких сталей, как углеродистая сталь 1045 или большинство других сталей, содержащих от 0,35 до 0,55% углерода. Эти стали обычно подвергают отпуску после нормализации для повышения ударной вязкости и снятия внутренних напряжений. Это может сделать металл более пригодным для использования по назначению и облегчить его обработку . [9]
Сварная сталь
[ редактировать ]Сталь, подвергнутая дуговой сварке , газовой сварке или сварке любым другим способом, кроме кузнечной сварки , в определенной области подвергается воздействию тепла от процесса сварки. Эта локализованная область, называемая зоной термического влияния (ЗТВ), состоит из стали, твердость которой значительно варьируется: от нормализованной стали до стали, почти такой же твердости, как закаленная сталь, вблизи края этой зоны термического влияния. Термическое сжатие из-за неравномерного нагрева, затвердевания и охлаждения создает внутренние напряжения в металле как внутри, так и вокруг сварного шва. Иногда вместо снятия напряжений используется отпуск (даже нагрев и охлаждение всего объекта до температуры чуть ниже температуры А 1 ), чтобы уменьшить внутренние напряжения и уменьшить хрупкость вокруг сварного шва. Локализованный отпуск часто используется для сварных швов, когда конструкция слишком велика, сложна или по другим причинам слишком неудобна для равномерного нагрева всего объекта. Температура отпуска для этой цели обычно составляет около 205 ° C (401 ° F) и 343 ° C (649 ° F). [10]
Закалка и самоотпуск
[ редактировать ]Современный арматурный стержень прочностью 500 МПа может быть изготовлен из дорогой микролегированной стали или методом закалки и самоотпуска (QST). После того, как пруток выходит из финального прохода прокатки, где ему придается окончательная форма, пруток затем опрыскивается водой, которая закаливает внешнюю поверхность прутка. Скорость прутка и количество воды тщательно контролируются, чтобы сердцевина прутка оставалась незакаленной. Затем горячая сердцевина отпускает уже закаленную внешнюю часть, в результате чего стержень имеет высокую прочность, но также и определенную степень пластичности.
Кузнечное дело
[ редактировать ]Первоначально закалка была процессом, который использовался и разрабатывался кузнецами (кователями железа). Скорее всего, этот процесс был разработан хеттами Анатолии ( . современная Турция) в двенадцатом или одиннадцатом веке до нашей эры Без знания металлургии закалка изначально была разработана методом проб и ошибок.
Поскольку до наших дней существовало мало методов точного измерения температуры, о температуре обычно судили по цвету закалки металла. Закалка часто заключалась в нагреве над углем или угольной кузницей или огнем, поэтому выдерживать заготовку при точно нужной температуре в течение нужного времени обычно было невозможно. Закалку обычно производили путем медленного, равномерного перегрева металла, судя по цвету, и затем немедленного охлаждения либо на открытом воздухе, либо путем погружения его в воду. Это дало почти тот же эффект, что и нагрев при правильной температуре в течение нужного времени, и позволило избежать охрупчивания за счет отпуска в течение короткого периода времени. Однако, хотя существуют руководства по цветам закалки, этот метод отпуска обычно требует немалой практики для совершенствования, поскольку конечный результат зависит от многих факторов, включая состав стали, скорость ее нагрева, тип стали. источник тепла ( окисляющий или науглероживающий ), скорость охлаждения, масляные пленки или загрязнения на поверхности и многие другие обстоятельства, которые варьируются от кузнеца к кузнецу или даже от работы к работе. Толщина стали также играет роль. При использовании более толстых предметов становится легче нагреть до нужной температуры только поверхность, прежде чем тепло сможет проникнуть сквозь нее. Однако очень толстые изделия могут не затвердеть полностью во время закалки. [11]
Темперирование цветов
[ редактировать ]
Если сталь была свежешлифована, отшлифована или отполирована, при нагревании на ее поверхности образуется оксидный слой. По мере повышения температуры стали толщина оксида железа также увеличивается. Хотя оксид железа обычно не является прозрачным, такие тонкие слои пропускают свет, отражаясь как от верхней, так и от нижней поверхности слоя. Это вызывает явление, называемое интерференцией тонких пленок , которое создает цвета на поверхности. Поскольку толщина этого слоя увеличивается с температурой, цвета меняются от очень светло-желтого до коричневого, затем до фиолетового, а затем до синего. Эти цвета появляются при очень точных температурах и дают кузнецу очень точный прибор для измерения температуры. Различные цвета, соответствующие им температуры и некоторые способы их применения:
- Слабо-желтый – 176 °C (349 °F) – граверы, бритвы, скребки.
- Легкая солома – 205 °C (401 °F) – перфораторы, развертки, пилы для резки металла.
- Темно-соломенный – 226 °C (439 °F) – чертилки, строгальные лезвия
- Коричневый – 260 °C (500 °F) – метчики, плашки, сверла, молотки, холодные долота.
- Фиолетовый – 282 °C (540 °F) – хирургические инструменты, пробойники, инструменты для резьбы по камню.
- Темно-синий – 310 °C (590 °F) – отвертки, гаечные ключи
- Голубой – 337 °C (639 °F) – пружины, пилы по дереву.
- Серо-синий – 371 °C (700 °F) и выше – конструкционная сталь.
В случае углеродистой стали, помимо серо-синего цвета, оксид железа теряет прозрачность, и температуру больше нельзя судить таким образом, хотя другие сплавы, такие как нержавеющая сталь, могут давать гораздо более широкий диапазон, включая золото, бирюзовый и пурпурный цвета. С течением времени слой также будет увеличиваться в толщине, что является еще одной причиной использования перегрева и немедленного охлаждения. Сталь в закалочной печи, выдержанной при температуре 205 °C (401 °F) в течение длительного времени, начнет становиться коричневой, фиолетовой или синей, даже если температура не превышала температуру, необходимую для получения светло-соломенного цвета. Окислительные или науглероживающие источники тепла также могут повлиять на конечный результат. Слой оксида железа, в отличие от ржавчины , также защищает сталь от коррозии посредством пассивации . [12]
Дифференциальный отпуск
[ редактировать ]
Дифференциальный отпуск — это метод придания разной степени отпуска различным частям стали. Этот метод часто используется в кузнечном деле , для изготовления ножей и мечей , чтобы обеспечить очень твердую кромку и одновременно смягчить позвоночник или центр лезвия. Это увеличило прочность, сохранив при этом очень твердую, острую и ударопрочную кромку, что помогло предотвратить поломку. Эта техника чаще встречалась в Европе, в отличие от техник дифференциальной закалки , более распространенных в Азии, например, в японском кузнечном деле .
Дифференциальная закалка заключается в нагреве только части лезвия, обычно позвоночника или центра обоюдоострых лезвий. В случае однолезвийных лезвий тепло, часто в виде пламени или раскаленного стержня, воздействует только на обух лезвия. Затем за лезвием внимательно наблюдают, как формируются цвета закалки и медленно ползут к краю. Затем тепло снимается до того, как светло-соломенный цвет достигнет края. Цвета будут продолжать двигаться к краю в течение короткого времени после снятия тепла, поэтому кузнец обычно отключает нагрев немного раньше, так что бледно-желтый цвет только достигает края и не перемещается дальше. Похожий метод используется для обоюдоострых лезвий, но источник тепла прикладывается к центру лезвия, позволяя цветам расползаться к каждому краю. [13]
Прерывистая закалка
[ редактировать ]Прерывистые методы закалки часто называют отпуском, хотя процессы сильно отличаются от традиционного отпуска. Эти методы заключаются в закалке до определенной температуры, превышающей температуру начала мартенсита (M s ), с последующей выдержкой при этой температуре в течение длительного времени. В зависимости от температуры и количества времени это позволяет либо чистый бейнит сформировать , либо приостановить образование мартенсита до тех пор, пока большая часть внутренних напряжений не релаксирует. Эти методы известны как закалка и закалка. [14]
Аустемперирование
[ редактировать ]
Аустемпинг — это метод, используемый для образования чистого бейнита, переходной микроструктуры между перлитом и мартенситом. При нормализации обычно обнаруживают как верхний, так и нижний бейнит в смеси с перлитом. Чтобы избежать образования перлита или мартенсита, сталь закаливают в ванне с расплавленными металлами или солями. Это быстро охлаждает сталь за пределы точки, где может образовываться перлит, и до уровня образования бейнита. Затем сталь выдерживают при температуре образования бейнита, за пределами точки, в которой температура достигает равновесия, до тех пор, пока бейнит не сформируется полностью. Затем сталь вынимают из ванны и охлаждают на воздухе без образования перлита или мартенсита.
В зависимости от температуры выдержки при аустемпинге может образовываться либо верхний, либо нижний бейнит. Верхний бейнит представляет собой слоистую структуру, образующуюся обычно при температуре выше 350 ° C (662 ° F), и представляет собой гораздо более жесткую микроструктуру. Нижний бейнит представляет собой игольчатую структуру, образующуюся при температуре ниже 350 °C, более прочную, но гораздо более хрупкую. [15] В любом случае закалка обеспечивает большую прочность и ударную вязкость при заданной твердости, которая определяется в основном составом, а не скоростью охлаждения, а также снижает внутренние напряжения, которые могут привести к поломке. В результате получается сталь с превосходной ударопрочностью. Современные пуансоны и долота часто подвергаются закалке. Поскольку аустенит не приводит к образованию мартенсита, сталь не требует дальнейшего отпуска. [14]
Закалка
[ редактировать ]Мартовский отпуск аналогичен аустемическому отпуску: сталь закаливают в ванне с расплавленным металлом или солями, чтобы быстро охладить ее за пределами диапазона образования перлита. Однако целью мартенсита является создание мартенсита, а не бейнита. Сталь закаливают до гораздо более низкой температуры, чем при аустенитном отпуске; чуть выше температуры начала мартенсита. Затем металл выдерживают при этой температуре до тех пор, пока температура стали не достигнет равновесия. Затем сталь вынимают из ванны до того, как сможет образоваться бейнит, а затем ей дают охладиться на воздухе, превращая ее в мартенсит. Прерывание охлаждения позволяет большей части внутренних напряжений расслабиться до образования мартенсита, уменьшая хрупкость стали. Однако закаленную сталь обычно необходимо подвергнуть дальнейшему отпуску для корректировки твердости и ударной вязкости, за исключением редких случаев, когда необходима максимальная твердость, а не сопутствующая хрупкость. Современные файлы часто бывают искаженными. [14]
Физические процессы
[ редактировать ]Закалка включает в себя трехэтапный процесс, в котором нестабильный мартенсит разлагается на феррит и нестабильные карбиды и, наконец, на стабильный цементит, образуя различные стадии микроструктуры, называемой отпущенным мартенситом. Мартенсит обычно состоит из реек (полос) или пластин, иногда имеющих игольчатую (игольчатую) или линзовидную (линзообразную) форму. В зависимости от содержания углерода он также содержит определенное количество «остаточного аустенита». Остаточный аустенит представляет собой кристаллы, которые не могут превратиться в мартенсит даже после закалки ниже температуры окончания мартенсита (M f ). Увеличение легирующих добавок или содержания углерода приводит к увеличению остаточного аустенита. Аустенит имеет гораздо более высокую энергию дефекта упаковки, чем мартенсит или перлит, что снижает износостойкость и увеличивает вероятность истирания , хотя некоторая или большая часть остаточного аустенита может быть преобразована в мартенсит в результате холодной и криогенной обработки перед отпуском.
Мартенсит образуется в ходе бездиффузионного превращения , при котором превращение происходит за счет сдвиговых напряжений, создаваемых в кристаллических решетках, а не за счет химических изменений, происходящих во время осаждения. Сдвиговые напряжения создают множество дефектов или « дислокаций » между кристаллами, создавая менее напряженные области для перемещения атомов углерода. При нагревании атомы углерода сначала мигрируют к этим дефектам, а затем начинают образовывать нестабильные карбиды. Это уменьшает количество общего мартенсита за счет превращения некоторой его части в феррит. Дальнейший нагрев еще больше уменьшает мартенсит, превращая нестабильные карбиды в стабильный цементит.
Первый этап отпуска происходит при температуре от комнатной до 200 ° C (392 ° F). На первой стадии углерод осаждается в ε-углерод (Fe 2,4 C). На второй стадии, происходящей между 150 ° C (302 ° F) и 300 ° C (572 ° F), остаточный аустенит превращается в форму нижнего бейнита, содержащего ε-углерод, а не цементит (архаично называемый «трооститом»). "). [16] [17] Третья стадия происходит при 200 °C (392 °F) и выше. На третьей стадии ε-углерод выделяется в цементит, и содержание углерода в мартенсите уменьшается. При отпуске при более высоких температурах, от 650 °C (1202 °F) до 700 °C (1292 °F), или в течение более длительного времени, мартенсит может стать полностью ферритным, а цементит может стать более грубым или сферическим. В сфероидизированной стали цементитная сетка распадается и превращается в стержни или шарики сферической формы, и сталь становится мягче, чем отожженная сталь; почти такой же мягкий, как чистое железо, что позволяет легко формовать или обрабатывать его . [18]
охрупчивание
[ редактировать ]Охрупчивание происходит во время отпуска, когда в определенном температурном диапазоне сталь испытывает увеличение твердости и снижение пластичности, в отличие от обычного снижения твердости, которое происходит по обе стороны от этого диапазона. Первый тип называется отпущенным мартенситным охрупчиванием (ТМЕ) или одноступенчатым охрупчиванием. Второй вариант называется отпускным охрупчиванием (ТЕ) или двухступенчатым охрупчиванием.
Одноэтапное охрупчивание обычно происходит в углеродистой стали при температурах от 230 ° C (446 ° F) до 290 ° C (554 ° F) и исторически называлось «охрупчиванием на 500 градусов [по Фаренгейту]». Это охрупчивание происходит из-за выделения видманштеттеновых игл или пластинок , изготовленных из цементита, в межреечковых границах мартенсита. Примеси, такие как фосфор , или легирующие добавки, такие как марганец , могут увеличить охрупчивание или изменить температуру, при которой оно происходит. Этот тип охрупчивания является постоянным, и его можно устранить только путем нагревания выше верхней критической температуры и повторной закалки. Однако для формирования этих микроструктур обычно требуется час или больше, поэтому при кузнечном методе закалки они обычно не являются проблемой.
Двухэтапное охрупчивание обычно происходит в результате старения металла в критическом диапазоне температур или медленного охлаждения его в этом диапазоне. Для углеродистой стали это обычно составляет от 370 ° C (698 ° F) до 560 ° C (1040 ° F). , хотя примеси, такие как фосфор и сера, резко усиливают эффект. Обычно это происходит потому, что примеси способны мигрировать к границам зерен, создавая слабые места в структуре. Охрупчивания часто можно избежать, быстро охладив металл после отпуска. Однако двухэтапное охрупчивание обратимо. Охрупчивание можно устранить, нагрев сталь выше 600 °C (1112 °F), а затем быстро охладив. [19]
Легированные стали
[ редактировать ]Многие элементы часто легируются сталью. Основная цель легирования большинства элементов сталью — повысить ее прокаливаемость и уменьшить размягчение при температуре. Например, в инструментальные стали могут быть добавлены такие элементы, как хром или ванадий, для повышения ударной вязкости и прочности, что необходимо для таких вещей, как гаечные ключи и отвертки . С другой стороны, сверла и напильники должны сохранять твердость при высоких температурах. Добавление кобальта или молибдена может привести к тому, что сталь сохранит твердость даже при раскаленных температурах, образуя быстрорежущие стали. Часто для придания желаемых свойств в сталь добавляют небольшие количества различных элементов, а не просто добавляют один или два.
Преимущество большинства легирующих элементов (растворенных веществ) состоит в том, что они не только увеличивают твердость, но и снижают как температуру начала мартенсита, так и температуру, при которой аустенит превращается в феррит и цементит. Во время закалки это обеспечивает более медленную скорость охлаждения, что позволяет закаливать изделия с более толстым поперечным сечением на большую глубину, чем это возможно для простой углеродистой стали, обеспечивая большую однородность прочности.
Методы отпуска легированных сталей могут значительно различаться в зависимости от типа и количества добавляемых элементов. Как правило, такие элементы, как марганец , никель , кремний и алюминий, остаются растворенными в феррите во время отпуска, в то время как углерод выпадает в осадок. При закалке эти растворенные вещества обычно приводят к увеличению твердости по сравнению с простой углеродистой сталью с тем же содержанием углерода. При отпуске закаленных легированных сталей, содержащих умеренное количество этих элементов, сплав обычно размягчается в некоторой степени пропорционально углеродистой стали.
Однако во время отпуска такие элементы, как хром, ванадий и молибден, осаждаются вместе с углеродом. Если сталь содержит довольно низкие концентрации этих элементов, размягчение стали можно замедлить до тех пор, пока не будут достигнуты гораздо более высокие температуры по сравнению с теми, которые необходимы для отпуска углеродистой стали. Это позволяет стали сохранять твердость в условиях высоких температур или сильного трения. Однако для достижения снижения твердости также требуются очень высокие температуры во время отпуска. Если сталь содержит большое количество этих элементов, отпуск может привести к увеличению твердости до тех пор, пока не будет достигнута определенная температура, после чего твердость начнет снижаться. [20] [21] Например, молибденовые стали обычно достигают максимальной твердости около 315 °C (599 °F), тогда как ванадиевые стали полностью затвердевают при отпуске примерно до 371 °C (700 °F). При добавлении очень больших количеств растворенных веществ легированные стали могут вести себя как дисперсионно-твердеющие сплавы, которые вообще не размягчаются во время отпуска. [22]
Чугун
[ редактировать ]Чугун бывает разных типов, в зависимости от содержания углерода. Однако обычно их делят на серый и белый чугун, в зависимости от формы, которую принимают карбиды. В сером чугуне углерод находится преимущественно в форме графита , а в белом чугуне углерод обычно находится в форме цементита . Серый чугун состоит в основном из микроструктуры, называемой перлитом , с примесью графита и иногда феррита. Серый чугун обычно применяют в виде литья, свойства которого определяются его составом.
Белый чугун состоит в основном из микроструктуры ледебурита, смешанной с перлитом. Ледебурит очень твердый, поэтому чугун становится очень хрупким. Если белый чугун имеет доэвтектический состав , его обычно закаливают для получения ковкого или ковкого чугуна. Используются два метода закалки: «белая закалка» и «черная закалка». Цель обоих методов отпуска — вызвать разложение цементита внутри ледебурита, повышая пластичность. [23]
Белая закалка
[ редактировать ]Ковкий (пористый) чугун изготавливают методом белого отпуска. Белая закалка используется для сжигания лишнего углерода путем его длительного нагревания в окислительной среде. Чугун обычно выдерживается при температуре до 1000 ° C (1830 ° F) в течение 60 часов. За нагревом следует медленное охлаждение со скоростью около 10 °C (18 °F) в час. Весь процесс может длиться 160 часов и более. Это приводит к разложению цементита из ледебурита, а затем углерод выгорает через поверхность металла, повышая ковкость чугуна. [23]
Черная закалка
[ редактировать ]Ковкий (непористый) чугун (часто называемый «черным чугуном») получают путем черного отпуска. В отличие от белой закалки, черная закалка проводится в среде инертного газа , чтобы разлагающийся углерод не сгорел. Вместо этого разлагающийся углерод превращается в разновидность графита, называемую «отпускаемым графитом» или «чешуйчатым графитом», что увеличивает ковкость металла. Закалка обычно проводится при температуре до 950 ° C (1740 ° F) в течение до 20 часов. За отпуском следует медленное охлаждение до более низкой критической температуры в течение периода, который может длиться от 50 до более 100 часов. [23]
Сплавы дисперсионного твердения
[ редактировать ]Сплавы дисперсионного твердения впервые начали использовать в начале 1900-х годов. Большинство термообрабатываемых сплавов относятся к категории дисперсионно-твердеющих сплавов, включая сплавы алюминия , магния , титана и никеля . Некоторые высоколегированные стали также являются дисперсионно-твердеющими сплавами. Эти сплавы становятся мягче, чем обычно, при закалке, а затем со временем затвердевают. По этой причине дисперсионное твердение часто называют «старением».
Хотя большинство дисперсионно-твердеющих сплавов затвердевают при комнатной температуре, некоторые из них затвердевают только при повышенных температурах, а в других процесс можно ускорить за счет старения при повышенных температурах. Старение при температуре выше комнатной называется «искусственным старением». Хотя метод аналогичен отпуску, термин «отпуск» обычно не используется для описания искусственного старения, поскольку физические процессы (т. е. выделение интерметаллических фаз из пересыщенного сплава) приводят к желаемым результатам (т. е. упрочнению, а не размягчению). ), а время выдержки при определенной температуре сильно отличается от отпуска, используемого для углеродистой стали.
См. также
[ редактировать ]Ссылки
[ редактировать ]- ^ Свет, его взаимодействие с искусством и древностями Томас Б. Брилл - Plenum Publishing, 1980 г., стр. 55
- ^ Эндрюс, Джек (1994). New Edge of the Anvil: справочник для кузнеца. стр. 98–99
- ^ Перейти обратно: а б с д и Металлургия стали для неметаллургов Джон Д. Верховен - ASM International 2007, стр. 99-105
- ^ Средневековый меч в современном мире Майкл «Тинкер» Пирс - 2007 г., стр. 39
- ^ Инструментальные стали Джорджа Адама Робертса, Джорджа Краусса, Ричарда Кеннеди, Ричарда Л. Кеннеди - ASM International, 1998, стр. 2
- ^ Робертс-Остин. Сэр Уильям Чендлер Робертс-Остин, Сидней В. Смит - Чарльз Гриффин и компания, 1914 г., стр. 155-156
- ^ Павлина, Е.Ю.; Тайн, Си Джей Ван (1 декабря 2008 г.). «Взаимосвязь предела текучести и прочности на разрыв с твердостью сталей» . Журнал материаловедения и производительности . 17 (6): 888–893. Бибкод : 2008JMEP...17..888P . дои : 10.1007/s11665-008-9225-5 . S2CID 135890256 .
- ^ Справочник по стальному литью. Авторы: Малкольм Блэр, Томас Л. Стивенс - Американское общество сталелитейщиков и ASM International, стр. 24-9.
- ^ Практическая термообработка Джон Л. Доссетт, Говард Э. Бойер - ASM International 2006 Страница 112
- ^ «Как сваривать» , Тодд Бридигам - Motorbook, 2008 г., стр. 37
- ^ Практическое кузнечное дело и обработка металлов Перси В. Бландфорд - TAB Books, 1988, стр. 3, 74–75
- ^ Практическое кузнечное дело и обработка металлов Перси В. Бландфорд - TAB Books, 1988, стр. 74-75
- ^ Knife Talk II: Высокопроизводительное лезвие Эда Фаулера - Krause Publications 2003, стр. 114
- ^ Перейти обратно: а б с Элементы металлургии и конструкционных сплавов. Автор: Флейк К. Кэмпбелл, ASM International, 2008, стр. 195–196.
- ^ Справочник по термообработке стали , Джордж Э. Тоттен - Марсель Деккер, 1997, стр. 659
- ^ Фазовые превращения в стали, Том 1: Основы и диффузионно-контролируемые превращения , Елена Перелома, Дэвид В. Эдмондс - Woodhead Publishing, 2012, стр. 20--39
- ^ Световая микроскопия углеродистых сталей , Леонард Эрнест Сэмюэлс, ASM International, 1999, стр. 20-25.
- ^ Принципы термообработки стали . Ромеш К. Шарма - New Age International (P) Limited, 2003 г., стр. 101-110.
- ^ Элементы металлургии и конструкционных сплавов. Автор: Флейк К. Кэмпбелл - ASM International, 2008, стр. 197.
- ^ «Закаливаемые легированные стали :: Статья Total Materia» . www.keytometals.com .
- ^ Термическая обработка стали: металлургия и технологии Джордж Э. Тоттен - CRC Press 2007, стр. 6, 200-203
- ^ Стали: микроструктура и свойства: микроструктура и свойства Гарри Бхадешиа, Роберт Ханикомб - Elsevier 2006, стр. 191--207
- ^ Перейти обратно: а б с Физическая металлургия для инженеров Миклош Тиса - ASM International 2002, стр. 348-350
Дальнейшее чтение
[ редактировать ]- Справочное руководство по производственным процессам Роберта Х. Тодда, Делла К. Аллена и Лео Альтинга, стр. 410
Внешние ссылки
[ редактировать ]- Подробное обсуждение процессов закалки.
- Веб-страница, показывающая цвета нагревательного свечения и закалки
| Производство железа ( металлургический завод ) |
|  | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Сталелитейное производство ( Сталелитейный завод ) |
| ||||||||
| термообработки Методы |
| ||||||||
| Производство по странам | |||||||||
| Базы данных органов управления : Национальные |
|---|