Пайнг
этой статьи Ведущий раздел может быть слишком коротким, чтобы адекватно суммировать ключевые моменты . ( Январь 2020 г. ) |

Brazing -это металлический процесс, в котором два или более металлических элементов соединяются путем плавления и пропускания металла наполнителя в соединение, причем металл наполнителя имеет более низкую температуру плавления, чем прилегающий металл.
Brazing отличается от сварки тем, что она не включает таяние рабочих деталей. Brazing отличается от пайки благодаря использованию более высокой температуры и гораздо более тесно установленных деталей. Во время процесса пайки металл наполнителя впадает в зазор между близко подходящими частями капиллярным действием . Металл наполнителя приносит немного выше его таяния ( лиджус ) температуры, защищенной подходящей атмосферой, обычно потоком . Затем он течет по основному металлу (в процессе, известном как смачивание ), а затем охлаждается, чтобы соединить рабочие части вместе. [ 1 ] Основным преимуществом пайки является способность присоединиться к одному и тому же или разным металлам со значительной силой.
Процесс
[ редактировать ]У пайки есть много преимуществ по сравнению с другими методами, связанными с металлом, таких как сварка . Поскольку паяка не растопит базовый металл сустава, он обеспечивает гораздо более жесткий контроль над допусками и производит чистый сустав без необходимости вторичной отделки. Кроме того, разнородные металлы и неметалы (т. Е. Металлизированная керамика) могут быть заменены. [ 2 ] В целом, паяка также производит меньше тепловых искажений, чем сварка из -за равномерного нагрева патронного изделия. Комплексные и многочасовые собрания могут быть затратными экономически эффективными. Сварные суставы иногда должны быть заземленными, дорогостоящая вторичная операция, которая не требует пайки, потому что она производит чистый соединение. Другое преимущество заключается в том, что пайнг может быть покрыта или облицован для защитных целей. Наконец, пайнг легко адаптируется к массовому производству, и ее легко автоматизировать, поскольку отдельные параметры процесса менее чувствительны к изменению. [ 3 ] [ 4 ]
Одним из основных недостатков является отсутствие прочности сустава по сравнению с сварным суставом из -за более мягких металлов наполнителя. [ 1 ] Сила сменного сустава, вероятно, будет меньше, чем у основного металла, но больше, чем металл наполнителя. [ 5 ] Другим недостатком является то, что приготовленные суставы могут быть повреждены при высоких температурах обслуживания. [ 1 ] Заменители требуют высокой степени чистоты базового металла, когда это сделано в промышленных условиях. Некоторые приложения для пайки требуют использования адекватных потоковых агентов для контроля чистоты. Цвет сустава часто отличается от цвета базового металла, создавая эстетический недостаток.
Высококачественные сменные суставы требуют, чтобы детали были тесно содержались на поверхностях базового металла исключительно чистыми и свободными от оксидов. В большинстве случаев зазоры суставов от 0,03 до 0,08 мм (от 0,0012 до 0,0031) рекомендуются для лучшего капиллярного действия и прочности сустава; [ 6 ] Однако в некоторых операциях на пайках нередко зазоры суставы около 0,6 мм (0,024 дюйма). Чистота пайлочных поверхностей также важна, так как любое загрязнение может вызвать плохое смачивание (поток). Двумя основными методами очистки деталей до пайки являются химическая очистка и абразивная или механическая очистка. В случае механической очистки важно поддерживать правильную шероховатость поверхности, поскольку смачивание на шероховатой поверхности происходит гораздо более легко, чем на гладкой поверхности той же геометрии. [ 6 ]
Другим соображением является влияние температуры и времени на качество пакетных суставов. По мере увеличения температуры сплава подметка увеличивается, сплава и смачивающее действие металла наполнителя также увеличивается. В общем, выбранная температура пайки должна быть выше температуры плавления металла наполнителя. Тем не менее, несколько факторов влияют на выбор температуры совместного дизайнера. Лучшая температура обычно выбирается на:
- Минимизируйте температуру подмещения
- Минимизировать любые тепловые эффекты на сборку
- Минимизировать взаимодействие металла/металла наполнителя.
- Максимизируйте срок службы любых приспособлений или используемых джиг [ 6 ]
В некоторых случаях работник может выбрать более высокую температуру для размещения других факторов в конструкции (например, для использования другого металла наполнителя или для контроля металлургических эффектов или для достаточного удаления загрязнения поверхности). Влияние времени на сменное сустав в первую очередь влияет на степень, в которой эти эффекты присутствуют. В целом, однако, большинство производственных процессов выбираются для минимизации времени пайки и связанных с ними затрат. Однако это не всегда так, поскольку в некоторых непроизводственных настройках время и стоимость являются вторичными по отношению к другим совместным атрибутам (например, сила, внешний вид).
Методы
[ редактировать ]В этом разделе нужны дополнительные цитаты для проверки . ( Август 2010 ) |


Существует много методов отопления, доступных для выполнения пайковых операций. Наиболее важным фактором в выборе метода нагрева является достижение эффективного переноса тепла на протяжении всего сустава и выполнение этого в рамках тепловой способности используемых отдельных базовых металлов. Геометрия сустава база также является важным фактором, который следует учитывать, как и требуется скорость и объем производства. Самый простой способ классифицировать методы пайки - сгруппировать их с помощью метода нагрева. Вот некоторые из самых распространенных: [ 1 ] [ 8 ]
- Факел пайнг
- Печа пажу
- Индукция пайки
- Опустить пабу
- Сопротивление пайки
- Инфракрасная паяка
- Одеяние пайки
- Электронный луч и лазерная пайка
- Сварка
Эти методы нагрева классифицируются с помощью локализованных и диффузных методов нагрева и предлагают преимущества на основе их различных применений. [ 9 ]
Факел пайнг
[ редактировать ]Факелская паялка - это наиболее распространенный метод механизированного пайки в использовании. Он лучше всего используется в небольших объемах производства или в специализированных операциях, а в некоторых странах на него приходится большинство пайков. Есть три основные категории факельной пайки в использовании: [ 10 ] Ручная, машина и автоматическая факела.
Ручная факельная паялка - это процедура, при которой тепло применяется с использованием газового пламени , помещенного на или рядом с подъемом. Факел можно либо удерживать вручную, либо удерживать в фиксированной позиции в зависимости от того, является ли операция полностью ручной или имеет некоторый уровень автоматизации. Ручной пайки чаще всего используется в небольших объемах производства или в приложениях, где размер детали или конфигурация делают невозможными другие методы пайки. [ 10 ] Основным недостатком является высокая стоимость рабочей силы, связанные с методом, а также навыки оператора, необходимый для получения качественных сменных суставов. Для предотвращения окисления требуется использование потока или самопомогающего материала. Факельная пайка из меди может быть выполнена без использования потока, если он сбит с факелом с использованием кислорода и водорода, а не кислорода и других легковоспламеняющихся газов.
Машиная факельная паялка обычно используется там, где выполняется повторяющаяся операция подмещения. Этот метод представляет собой смесь как автоматизированных, так и ручных операций с оператором, часто размещающим материал, поток и призовочный материал, в то время как механизм машины проводит фактическое хранилище. [ 10 ] Преимущество этого метода состоит в том, что он снижает высокие требования к труду и навыкам ручной пайки. Использование потока также требуется для этого метода, так как нет защитной атмосферы, и лучше всего подходит для малых и средних объемов производства.
Автоматическая факельная паялка - это метод, который почти устраняет необходимость ручного труда в операции пайки, за исключением загрузки и разгрузки машины. Основными преимуществами этого метода являются: высокая температура производства, равномерное качество подмещения и снижение эксплуатационных расходов. Используемое оборудование по существу такое же, как и для машинного факела, причем основное отличие заключается в том, что механизм заменяет оператора в подготовке детали. [ 10 ]
Печа пажу
[ редактировать ]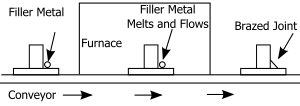
Muarsing Brausing-это полуавтоматический процесс, широко используемый в промышленных операциях пайки из-за его адаптивности к массовому производству и использованию неквалифицированного труда . Существует много преимуществ печи пазки по сравнению с другими методами отопления, которые делают его идеальным для массового производства. Одним из основных преимуществ является легкость, с которой он может производить большое количество мелких деталей, которые легко приподнимаются или самостоятельно занимаются. [ 11 ] Процесс также предлагает преимущества контролируемого теплового цикла (позволяя использовать детали, которые могут искажать при локализованном отоплении), и отсутствие необходимости в очистке после базара. Используемые общие атмосферы включают в себя: инертную, восстанавливающую или вакуумную атмосферу, которые защищают часть от окисления. Некоторые другие преимущества включают в себя: низкие затраты на единицу при использовании в массовом производстве, контроле температуры закрытия и способностью зацикнуть несколько суставов одновременно. Печи, как правило, нагреваются с использованием электрического, газа или масла в зависимости от типа печи и нанесения. Однако некоторые недостатки этого метода включают в себя: высокие затраты на оборудование капитала, более сложные конструктивные соображения и высокое потребление мощности. [ 11 ]
Существует четыре основных типа печей, используемых в пайковых операциях: тип партии; непрерывно; Возвращение с контролируемой атмосферой; и вакуум.
Печь партийного типа имеет относительно низкие начальные затраты на оборудование и может нагревать каждую деталь нагрузку отдельно. Его можно включать и выключать по желанию, что снижает эксплуатационные расходы, когда они не используются. Эти печи подходят для производства среднего и большого объема и предлагают большую степень гибкости в типах деталей, которые могут быть смены. [ 11 ] Либо контролируемая атмосфера или поток могут использоваться для контроля окисления и чистоты деталей.
Печи непрерывного типа лучше всего подходят для постоянного потока деталей аналогичного размера через печь. [ 11 ] Эти печи часто питаются конвейером, перемещающими детали через горячую зону с контролируемой скоростью. Обычно используется либо контролируемая атмосфера, либо предварительно применяемый поток в непрерывных печи. В частности, эти печи предлагают пользу очень низкими ручными требованиями к труду и, таким образом, лучше всего подходят для крупномасштабных производственных операций.
Печи с ретортом отличаются от других печи партийного типа тем, что они используют герметичную подкладку, называемую «реторта». Резита обычно герметична либо прокладкой, либо сварена и полностью заполняется желаемой атмосферой, а затем нагревается внешне обычными нагревательными элементами. [ 11 ] Из -за высоких температур реторта обычно изготавливается из термостойких сплавов, которые сопротивляются окислению. Возможные печи часто либо используются в партии или полусредящиеся версии [ сомнительно - обсудить ] .
Вакуумные печи - это относительно экономичный метод профилактики оксида и чаще всего используется для замыкания материалов с очень стабильными оксидами ( алюминий , титан и цирконий ), которые не могут быть заменены в атмосферных печи. Вакуумная паялка также используется в тяжелом использовании с рефрактерными материалами и другими экзотическими комбинациями сплавов, не подходящих для атмосферных печей. Из -за отсутствия потока или восстановительной атмосферы, чистота детали имеет решающее значение при паре в вакууме. Три основных типа вакуумной печи: горячая реторта с одной стенкой, горячая реторта с двойной стенкой и реторта холодной стены. Типичные уровни вакуума для пайки варьируются от давления от 1,3 до 0,13 паскала (10 −2 до 10 −3 Торр ) до 0,00013 Па (10 −6 Торр) или ниже. [ 11 ] Вакуумные печи чаще всего являются партийным типом, и они подходят для средних и высоких объемов производства.
Серебряная паяка
[ редактировать ]Серебряная пайба, иногда известная как жесткая пайка, является пайкой с использованием наполнителя на основе серебряного сплава. Эти серебряные сплавы состоят из множества различных процентов серебра и других металлов, таких как медь, цинк и кадмий.
Brazing широко используется в индустрии инструментов, чтобы закрепить « твердый металл » (карбид, керамика, Cermet и аналогичные) советы к таким инструментам, как лезвия пилы. «Притягивание» часто выполняется: сплав подметок расплавляется на жестком металлическом наконечнике, который расположен рядом со сталью и переворачивается. Притягивает проблему, что жестких металлов трудно намочить.

Заменили жесткие металлические суставы, как правило, имеют толщину от двух до семи мил . Сплав Braze присоединяется к материалам и компенсирует разницу в их ставках расширения. Он также обеспечивает подушку между жестким карбидным наконечником и твердой сталью, которая смягчает воздействие и предотвращает потерю и повреждение наконечника, а также подвеска транспортного средства помогает предотвратить повреждение шин и транспортное средство. Наконец, сплав Braze объединяет два других материала, чтобы создать композитную структуру, так же как слои древесины и клей, создавая фанеру. Стандарт для прочности суставов Fraze во многих отраслях промышленности - это сустав, который более сильнее, чем любой базовый материал, так что при стрессе один или другой из основных материалов выходит из строя до сустава. Серебряная паяка может вызвать дефекты в определенных сплавах, например, вызванное стрессом межтеранальное растрескивание в медной никеле .
Один специальный метод серебряной пайки называется Pinbrazing или Приколоть пабу . Он был разработан специально для подключения кабелей к железнодорожной дорожке или для катодной защиты . В этом методе используется пайлочный штифт, содержащий серебряный и поток, который расплавляется в глазах кабельного выдувания. Оборудование обычно питается из батарей.
Сварка
[ редактировать ]Сварка база - это использование бронзового или латунного стержня, покрытого потоком, чтобы соединить стальные заготовки. Оборудование, необходимое для сварки подметок, в основном идентично оборудованию, используемому в пайнге. Поскольку сварка база обычно требует большего тепла, чем ацетилен или метилацетиленпропадиеновый газ ( газ MAPP обычно используется ). Название происходит от того факта, что капиллярное действие не используется.
Сварка Fraze имеет много преимуществ по сравнению с сваркой Fusion. Это позволяет соединить разнородные металлы, минимизировать искажение тепла и может снизить необходимость в обширном предварительном нагревании. Кроме того, поскольку соединенные металлы не растоплены в процессе, компоненты сохраняют свою первоначальную форму; Край и контуры не разрушаются и не изменяются при формировании филе. Другим эффектом сварки подметок является устранение сохраненных напряжений, которые часто присутствуют при сварке слияния. Это чрезвычайно важно при ремонте больших отливок. Недостатки являются потерей силы, когда подвергаются высоким температурам и неспособностью противостоять высоким напряжениям.
Карбид, Cermet и керамические наконечники высечены, а затем соединяются в сталь, чтобы создать добычу для полосовых пил. Перекрытие действует как сплав из ламе.
Чугун "Сварка"
[ редактировать ]«Сварка» чугуна, как правило, является пайковой операцией, с стержнем наполнителя, изготовленной в основном из никеля , хотя также доступна истинная сварка с чугунными стержнями. Переволочная чугунная труба также может быть «Cadwelled», процесс, который соединяет суставы с помощью небольшого медного провода, слитого в железо, когда ранее заземлялось к обнаженному металлу, параллельно железным соединениям, образуемым в соответствии с концентраточной трубкой с прокладкой неопрена. уплотнения Цель этой операции - использовать электричество вдоль меди для поддержания подземных труб в холодном климате.
Вакуум
[ редактировать ]Vacuum Brausing-это метод соединения материала, которая предлагает значительные преимущества: чрезвычайно чистые, превосходные, без флюса суставов с высокой целостностью и силой. Процесс может быть дорогой, потому что он должен быть выполнен в вакуумном камерном судне. При нагревании в вакууме поддерживается однородность температуры, что значительно снижает остаточные напряжения из -за медленного нагрева и циклов охлаждения. Это, в свою очередь, может значительно улучшить тепловые и механические свойства материала, что обеспечивает уникальные возможности термической обработки. Одной из таких возможностей является теплоемкость или удержание возраста заготовку при выполнении процесса соединения металла, все в одном тепловом цикле печи.
Продукты, которые чаще всего являются вакуумными, включают в себя алюминиевые холодные пластины, теплообменники с пластинками и теплообменники с плоскими трубками. [ 12 ]
Вакуумная паяка часто проводится в печи; Это означает, что несколько суставов могут быть сделаны одновременно, потому что вся заготовка достигает температуры пайки. Тепло переносится с использованием излучения, так как многие другие методы не могут быть использованы в вакууме.
Опустить пабу
[ редактировать ]Погружение в пажу особенно подходит для пайкового алюминия, потому что воздух исключается, что предотвращает образование оксидов. Соединенные детали прикрепляются, а состав пайки применяется на поверхностях спаривания, обычно в форме суспензии . Затем сборки опускаются в ванну с расплавленной солью (обычно NaCl, KCL и другие соединения), которая функционирует как среда теплопередачи, так и поток. Многие паустые патроны используются в приложениях теплопередачи для аэрокосмической промышленности. [ 13 ]
Материалы для заполнителя
[ редактировать ]Разнообразие сплавов используется в качестве металлов наполнителя для пайки в зависимости от предполагаемого метода использования или применения. В целом, сплавы подметок состоят из трех или более металлов для формирования сплава с желаемыми свойствами. Металл наполнителя для конкретного применения выбирается на основе его способности: намочить базовые металлы, выдерживать необходимые условия обслуживания и плавить при более низкой температуре, чем базовые металлы или при очень специфической температуре.
Сплав подметка обычно доступен в виде стержня, ленты, порошка, пасты, сливок, проволоки и преформ (например, штампованных шайб). [ 14 ] В зависимости от приложения материал наполнителя может быть предварительно размещен в желаемом месте или применен во время цикла нагрева. Для ручной пайки обычно используются формы проволоки и стержней, поскольку они легче всего наносить во время нагрева. В случае пайки печи сплав обычно помещается заранее, так как процесс обычно очень автоматизирован. [ 14 ] Некоторые из наиболее распространенных типов используемых металлов наполнителя
- Алюминиевая силикон
- Медь
- Медный серебряный
- Медный-цинк ( латунь )
- Медный-тон ( бронза )
- Золото - серебро
- Никелевый сплав
- Серебро [ 1 ] [ 15 ]
- Аморфная паяльная фольга с использованием никеля, железа, меди, кремния, бора, фосфора и т. Д.
Некоторые Брасы поставляются в форме трифоль , ламинированных фольги металла -носителя, одетой в слой подмещения с каждой стороны. Центральный металл часто медный; Его роль заключается в том, чтобы действовать в качестве носителя сплава, для поглощения механических напряжений из -за, например, дифференциального термического расширения разнородных материалов (например, кончик карбида и стальной держатель) и действовать как диффузионный барьер (например, чтобы остановить диффузию алюминия От алюминиевой бронзы до стали при пайке этих двух).
Пазы сплавы образуют несколько отдельных групп; Сплавы в одной и той же группе имеют сходные свойства и использование. [ 16 ]
- Чистые металлы
- Неял. Часто благородные металлы - серебро, золото, палладий.
- Аг-С.
- Серебро - медь . Хорошие таяющие свойства. Серебро усиливает поток. Eutectic сплав, используемый для печи Brazing. Богатые медь сплавы, подверженные стрессу от аммиака.
- Ag-Zn
- Серебряный цинк . Подобно Cu-ZN, используется в ювелирных изделиях из-за высокого содержания серебра, так что продукт соответствует признакам . Цвет соответствует серебрю, и он устойчив к аммиачному содержанию жидкостей, очищающих сереб.
- Cu-Zn ( латунь )
- Медный-цинк. Общее назначение, используемое для соединения стали и чугуна. Коррозионная стойкость обычно неадекватной для меди, кремниевой бронзы, медной никеле и нержавеющей стали. Разумно пластичный. Высокое давление паров из -за летучих цинка, не подходящего для печи. Богатые медь сплавы, подверженные стрессу от аммиака.
- Ag-cu-Zn
- Серебряный Коппер-Зинк. Более низкая температура плавления, чем Ag-CU для того же содержания Ag. Сочетает преимущества Ag-Cu и Cu-Zn. При выше 40% Zn используются пластичность и прочность, поэтому используются только сплавы с более низким цинком этого типа. При более чем 25% цинка меньше продуктовых фаз медного и серебра и серебра. Содержание меди выше 60% дает снижение прочности и плавится выше 900 ° C. Содержание серебра выше 85% доходности снижает прочность, высокую жидкость и высокую стоимость. Богатые медь сплавы, подверженные стрессу от аммиака. Обогащенные серебристыми состями (выше 67,5% AG) являются признанными и используются в ювелирных изделиях; Сплавы с более низким содержанием серебра используются в инженерных целях. Сплавы с соотношением меди в 60:40 содержат те же фазы, что и латунь, и соответствуют его цвету; Они используются для присоединения к латуни. Небольшое количество никеля улучшает прочность и коррозионную стойкость и способствует смачиванию карбидов. Добавление марганца вместе с никелем увеличивает выносливость перелома. Добавление кадмия дает сплавы Ag-Cu-Zn-CD с улучшением текучести, смачивающейся и более низкой температурой плавления; Однако кадмий токсичен. Добавление олова может играть в основном ту же роль.
- вершина
- Медный фосфор . Широко используется для медных и медных сплавов. Не требует потока для меди. Может также использоваться с серебром, вольфрамовым и молибденом. Богатые медь сплавы, подверженные стрессу от аммиака.
- Ag-cu-p
- Как Cu-P, с улучшенным потоком. Лучше для больших пробелов. Более пластичная, лучшая электрическая проводимость. Богатые медь сплавы, подверженные стрессу от аммиака.
- Au-Ag
- Золотой . Благородные металлы. Используется в ювелирных изделиях.
- Au-cu
- Золотой коппер. Непрерывная серия твердых решений. Легко намочить много металлов, в том числе рефрактерные. Узкие диапазоны плавления, хорошая текучесть. [ 17 ] Часто используется в ювелирных изделиях. Сплавы с 40–90% золотого отверждения при охлаждении, но остаются пластичными. Никель улучшает пластичность. Серебро снижает точку плавления, но ухудшает коррозионную стойкость. Чтобы поддерживать коррозионную стойкость, золото должно содержать выше 60%. Высокотемпературная сила и коррозионная устойчивость могут быть улучшены путем дальнейшего легирования, например, с хромом, палладием, марганцами и молибденом. Добавлен ванадий, позволяет смачивать керамику. Золотой коппер имеет низкое давление паров.
- Или
- Золото - никель . Непрерывная серия твердых решений. Более широкий диапазон плавления, чем сплавы Au-Cu, но лучшая коррозионная стойкость и улучшение смачивания. Часто спланированными другими металлами, чтобы уменьшить долю золота при сохранении свойств. Медь может быть добавлена в более низкую долю золота, хром для компенсации потери коррозионной устойчивости, а бор для улучшения ухудшения смачивания хромом. Как правило, не более 35% Ni используется, поскольку более высокие отношения Ni/Au имеют слишком широкий диапазон плавления. Низкое давление паров.
- Au-Pd
- Золото - палладий . Улучшенная коррозионная устойчивость к сплавам Au-Cu и Au-Ni. Используется для присоединения к суперсплавам и рефрактерным металлам для высокотемпературных приложений, например, реактивных двигателей. Дорогой. Может быть заменен на кобальтовой осени. Низкое давление паров.
- ПД
- Палладий. Хорошая высокотемпературная производительность, высокая коррозионная стойкость (меньше золота), высокая прочность (больше, чем золото). Обычно легируется никелем, медью или серебром. Образуются твердые растворы с большинством металлов, не образуют хрупких интерметалликов. Низкое давление паров.
- В
- Никелевые сплавы, даже более многочисленные, чем серебряные сплавы. Высокая сила. Более низкая стоимость, чем серебряные сплавы. Хорошая высокотемпературная производительность, хорошая коррозионная стойкость в умеренно агрессивной среде. Часто используется для нержавеющих сталей и теплостойких сплавов. Оснащены серной и некоторыми металлами с более низкой точкой, например, цинком. Бор, фосфор, кремний и углерод, более низкая температура плавления и быстро диффундирует для основания металлов. Это позволяет диффузионной пабу и позволяет использовать сустав выше температуры пайки. Бориды и фосфиды образуют хрупкие фазы. Аморфные преформы могут быть сделаны путем быстрого затвердевания.
- Сопутствующий
- Кобальтовые сплавы. Хорошая высокотемпературная коррозионная устойчивость, возможная альтернатива Au-PD Brastres. Низкая работоспособность при низких температурах, преформы, приготовленные при быстром затвердевании.
- Аль-Си
- Алюминий - кремний . Для пайкового алюминия.
- Активные сплавы
- Содержащий активные металлы, например, титан или ванадий. Используется для пабурных неметаллических материалов, например , графита или керамики .
| элемент | роль | волатильность | коррозионная стойкость | расходы | несовместимость | описание |
|---|---|---|---|---|---|---|
| Серебро | структурный, смачивающий | нестабильный | дорогой | Улучшает капиллярный поток, улучшает коррозионную устойчивость к менее новым сплавам, ухудшает коррозионную стойкость золота и палладия. Относительно дорого. Высокое давление паров, проблематично в вакуумной пайке. Смирийте медь. Не мокрый никель и железо. Снижает точку плавления многих сплавов, включая золотой коппер. | ||
| Медь | структурный | аммиак | Хорошие механические свойства. Часто используется с серебром. Растворяет и снимает никель. Несколько растворяется и усыпает утюг. Богатые медь сплавы, чувствительные к растрескиванию стресса в присутствии аммиака. | |||
| Цинк | Структурный, таящий, смачивание | нестабильный | низкий | дешевый | В | Понижает точку плавления. Часто используется с медью. Восприимчиво к коррозии. Улучшает смачивание на железных металлах и на никелевых сплавах. Совместим с алюминием. Высокое напряжение паров, производит несколько токсичных паров, требует вентиляции; Высоко летучие выше 500 ° C. При высоких температурах может кипеть и создавать пустоты. Подвержен селективному выщелачиванию в некоторых средах, что может вызвать сбой сустава. Следы висмута и бериллия вместе с оловом или цинком в алюминиевой пленке на основе алюминия на алюминии, облегчая ее смачивание. Высокая аффинность к кислороду, способствует смачиванию меди в воздухе путем восстановления поверхностной пленки оксида в чип. Меньше такой выгоды в пайце печи с контролируемой атмосферой. Освободите никель. Высокий уровень цинка может привести к хрупкому сплаву. [ 18 ] Подвержен межфазной коррозии в контакте с нержавеющей стали во влажной и влажной среде. Не подходит для печи пайки из -за волатильности. |
| Алюминий | структурный, активный | Фей | Обычная база для пайкового алюминия и его сплавов. Офилирует железные сплавы. | |||
| Золото | структурный, смачивающий | отличный | очень дорого | Отличная коррозионная стойкость. Очень дорого. Шаты большинство металлов. | ||
| Палладий | структурный | отличный | очень дорого | Отличная коррозионная стойкость, хотя и меньше, чем золото. Более высокая механическая прочность, чем золото. Хорошая высокотемпературная сила. Очень дорого, хотя и меньше, чем золото. Делает сустав менее склонным к выходу из строя из -за межранального проникновения при парелох сплавов никеля, молибдена или вольфрама. [ 19 ] Увеличивает высокотемпературную силу сплавов на основе золота. [ 17 ] Улучшает высокотемпературную прочность и коррозионную стойкость сплавов золота. Образуются твердые растворы с большинством инженерных металлов, не образуют хрупких интерметалликов. Высокая устойчивость к окислению при высоких температурах, особенно сплавах PD-NI. | ||
| Кадмий | Структурный, смачивание, таяние | нестабильный | токсичный | Понижает точку плавления, улучшает текучесть. Токсичный. Производит токсичные пары, требует вентиляции. Высокая аффинность к кислороду, способствует смачиванию меди в воздухе путем восстановления поверхностной пленки оксида в чип. Меньше такой выгоды в пайце печи с контролируемой атмосферой. Позволяет уменьшить содержание серебра в сплавах Ag-Cu-Zn. Заменяется оловом в более современных сплавах. В ЕС с декабря 2011 года разрешено только для аэрокосмической и военной использования. [ 20 ] | ||
| Вести | Структурный, плавление | Понижает точку плавления. Токсичный. Производит токсичные пары, требует вентиляции. | ||||
| Полагать | Структурный, таящий, смачивание | Понижает точку плавления, улучшает текучесть. Расширяет диапазон плавления. Можно использовать с медью, с которой он образует бронзу . Улучшает смачивание многих трудных металлов, например, нержавеющие стали и карбид вольфрама . Следы висмута и бериллия вместе с оловом или цинком в алюминиевой пленке на основе алюминия на алюминии, облегчая ее смачивание. Низкая растворимость в цинке, которая ограничивает его содержание в сплаве с цинком. [ 18 ] | ||||
| Висмут | Следует добавка | Понижает точку плавления. Может нарушить оксиды поверхности. Следы висмута и бериллия вместе с оловом или цинком в алюминиевой пленке на основе алюминия на алюминии, облегчая ее смачивание. [ 18 ] | ||||
| Бериллий | Следует добавка | токсичный | Следы висмута и бериллия вместе с оловом или цинком в алюминиевой пленке на основе алюминия на алюминии, облегчая ее смачивание. [ 18 ] | |||
| Никель | структурный, смачивающий | высокий | Zn, s | Сильный, устойчивый к коррозии. Препятствует потоку расплава. Дополнение к сплавам с золотыми сплавами улучшает пластичность и устойчивость к ползучести при высоких температурах. [ 17 ] Дополнение к серебра позволяет смазать серебряные сплавы с серебряными тканями и улучшать прочность на связи. Улучшает смачивание медных браков. Улучшает пластичность золота-коппер. Улучшает механические свойства и коррозионную устойчивость к серебряному серебристому состязанию. Содержание никеля сметает хрупкость, вызванную диффузией алюминия при пайковых алюминиевых сплавах, например, алюминиевые бронзы. В некоторых сплавах увеличивает механические свойства и коррозионную стойкость, комбинация укрепления твердого раствора, уточнения зерна и сегрегации на поверхности филе и в границах зерна, где он образует устойчивый к коррозии слой. Обширная межсознательство с железом, хромом, марганцами и другими; может серьезно подорвать такие сплавы. Обитый цинком, многими другими металлами с низким уровнем плавления и серой. [ 18 ] | ||
| Хром | структурный | высокий | Коррозионная устойчивость. Увеличивает высокотемпературную коррозионную стойкость и силу сплавов на основе золота. Добавлено в медь и никель, чтобы повысить их коррозионное сопротивление и их сплавы. [ 17 ] WETS оксиды, карбиды и графит; Часто основной компонент сплава для высокотемпературной пайки таких материалов. Ухудшает смачивание сплавами из золота-никеля, которые могут быть компенсированы добавлением бора. [ 18 ] | |||
| Марганец | структурный | нестабильный | хороший | дешевый | Высокое давление паров, не подходящее для вакуумной пайки. В золотых сплавах увеличивает пластичность. Увеличивает коррозионную стойкость медных и никелевых сплавов. [ 17 ] Улучшает высокотемпературную прочность и коррозионную стойкость сплавов золота. Более высокое содержание марганца может усугубить тенденцию к ликчке. Марганец в некоторых сплавах может иметь тенденцию вызывать пористость в филе. Имеет тенденцию реагировать с графитовыми формами и джигами. Легко окисляется, требует потока. Понижает температуру плавления с высоким отрывом. Улучшает механические свойства и коррозионную устойчивость к серебряному серебристому состязанию. Дешево, даже дешевле, чем цинк. Часть системы Cu-Zn-Mn-хрупкая, некоторые соотношения не могут быть использованы. [ 18 ] В некоторых сплавах увеличивает механические свойства и коррозионную стойкость, комбинация укрепления твердого раствора, уточнения зерна и сегрегации на поверхности филе и в границах зерна, где он образует устойчивый к коррозии слой. Облегчает смачивание чугуна из -за его способности растворять углерод. Улучшает условия для пайки карбидов. | |
| Молибден | структурный | хороший | Увеличивает высокотемпературную коррозию и силу сплавов на основе золота. [ 17 ] Увеличивает пластичность сплавов на основе золота, способствует смачиванию рефрактерных материалов, а именно карбидов и графита. При наличии в сплавах соединяются, может дестабилизировать слой оксида поверхности (путем окисления, а затем улетучить) и облегчить смачивание. | |||
| Кобальт | структурный | хороший | Хорошие высокотемпературные свойства и коррозионная стойкость. В ядерных применениях может поглощать нейтроны и создавать кобальт-60 , мощный излучатель гамма-излучения . | |||
| Магний | нестабильный o 2 Getter | нестабильный | Дополнение к алюминию делает сплав подходящим для вакуумной пайки. Нестабильный, хотя и меньше цинка. Испаривание способствует смачиванию, удаляя оксиды с поверхности, пары действуют как получение кислорода в атмосфере печи. | |||
| Индий | таяние, смачивание | дорогой | Понижает точку плавления. Улучшает смачивание железных сплавов с помощью медных сплавов. Подходит для присоединения деталей, которые будут позже покрыты нитридом титана . [ 20 ] | |||
| Углерод | таяние | Понижает точку плавления. Может формировать карбиды . Может диффундировать к основному металлу, что приводит к более высокой температуре повторения, что потенциально позволяет сводить к своему сплаву. При выше 0,1% ухудшается коррозионная стойкость никелевых сплавов. Следы, присутствующие в нержавеющей стали, могут способствовать восстановлению оксида поверхностного хрома (III) в вакууме и обеспечивать безмолвную пабу. Диффузия вдали от подмещения повышает температуру его повторения; эксплуатируется в диффузионной пайке. [ 18 ] | ||||
| Кремний | таяние, смачивание | В | Понижает точку плавления. Может образовывать силициды . Улучшает смачивание медных браков. Продвигает поток. Вызывает межсетевое охррение никелевых сплавов. Быстро диффундирует в базовые металлы. Диффузия вдали от подмещения повышает температуру его повторения; эксплуатируется в диффузионной пайке. | |||
| Германия | Структурный, плавление | дорогой | Понижает точку плавления. Дорогой. Для специальных приложений. Может создать хрупкие фазы. | |||
| Бор | таяние, смачивание | В | Понижает точку плавления. Может сформировать жесткие и хрупкие бориды . Не подходит для ядерных реакторов, поскольку бор является мощным нейтронным поглотителем и, следовательно, действует как нейтронный яд . Быстрая диффузия на базовые металлы. Может диффундировать к основному металлу, что приводит к более высокой температуре повторения, что потенциально позволяет сводить к своему сплаву. Может разрушить некоторые основные материалы или проникать между границами зерен многих термостойких конструкционных сплавов, разрушая их механические свойства. Вызывает межсетевое охррение никелевых сплавов. Улучшает смачивание/с помощью некоторых сплавов, может быть добавлено в сплав Au-Ni-CR, чтобы компенсировать потерю смачивания за счет добавления хрома. В низких концентрациях улучшается смачивание и снижает температуру плавления никелевых брелок. Быстро диффундирует в основные материалы, могут снизить их температуру плавления; Особенно беспокойство при пайке тонких материалов. Диффузия вдали от подмещения повышает температуру его повторения; эксплуатируется в диффузионной пайке. | |||
| Смешанный металл | Следует добавка | В составе около 0,08%может быть использовано для замены бора, где бор будет иметь пагубные эффекты. [ 18 ] | ||||
| Cerium | Следует добавка | В трассировках улучшает текучесть состава. Особенно полезно для сплавов из четырех или более компонентов, где другие добавки ставят под угрозу поток и распространение. | ||||
| Стронций | Следует добавка | В количествах трассировки уточняют зерновую структуру сплавов на основе алюминия. | ||||
| Фосфор | Разоксидийзер | H 2 S , SO 2 , NI, FE, CO | Понижает точку плавления. Разоксидийзер, разлагает оксид меди; Фосфор-несущие сплавы могут использоваться на меди без потока. Не разлагается оксид цинка, поэтому для латуни необходим поток. Образуются хрупкие фосфиды с некоторыми металлами, например, никель (Ni 3 P) и железо, фосфорные сплавы, не подходящие для пайковых сплавов с железом, никелем или кобальтом в количестве выше 3%. Фосфиды разделяются на границах зерна и вызывают межсетевое охлаждение. (Иногда хрупкий сустав на самом деле желателен, хотя. Фрагментационные гранаты могут быть зафиксированы с помощью фосфора с сплавом для производства суставов, которые легко разбиваются при детонации.) Избегайте в средах с присутствием диоксида серы (например, бумажных мельниц) и серо водорода (EG канализации, или близко к вулканам); Фаза, богатая фосфором, быстро корродирует в присутствии серы, а сустав не удается. Фосфор также может присутствовать в виде примесей, введенной в EG гальванических ванн. [ 19 ] В низких концентрациях улучшается смачивание и снижает температуру плавления никелевых брелок. Диффузия вдали от подмещения повышает температуру его повторения; эксплуатируется в диффузионной пайке. | |||
| Литий | Разоксидийзер | Разоксидийзер. Устраняет необходимость потока с некоторыми материалами. Оксид лития, образованный реакцией с оксидами поверхности, легко смещается с помощью сплава расплавленного ламе. [ 18 ] | ||||
| Титан | структурный, активный | Чаще всего используется активный металл. Немногие закуски, добавленные к сплавам Ag-Cu, облегчают смачивание керамики, например, нитрид кремния . [ 21 ] Большинство металлов, кроме немногих (а именно серебра, медного и золотого), образуют хрупкие фазы с титаном. При пайлочной керамике, как и другие активные металлы, титан реагирует с ними и образует сложный слой на их поверхности, который, в свою очередь, сжимается храмом серебряного коллега. WETS оксиды, карбиды и графит; Часто основной компонент сплава для высокотемпературной пайки таких материалов. [ 18 ] | ||||
| Цирконий | структурный, активный | WETS оксиды, карбиды и графит; Часто основной компонент сплава для высокотемпературной пайки таких материалов. [ 18 ] | ||||
| Гафний | активный | |||||
| Ванадий | структурный, активный | Поощряет смачивание глиноземной керамики с помощью золотых сплавов. [ 17 ] | ||||
| Сера | нечистота | Компромизирует целостность никелевых сплавов. Может войти в суставы из остатков смазок, смазки или краски. Формирует хрупкий сульфид никеля (Ni 3 S 2 ), которые разделяются на границах зерна и вызывают межцентристую недостаточность. |
Некоторые добавки и примеси действуют на очень низких уровнях. Как положительные, так и отрицательные эффекты могут наблюдаться. Стронтий на уровнях 0,01% уточняет зерновую структуру алюминия. Бериллий и висмут на схожих уровнях помогают разрушить пассивальный слой оксида алюминия и способствовать смачиванию. Углерод при 0,1% ухудшает коррозионную стойкость никелевых сплавов. Алюминий может раскрыть мягкую сталь на уровне 0,001%, фосфор на 0,01%. [ 18 ]
В некоторых случаях, особенно для вакуумной пайки, используются металлы и сплавы с высокой точкой. 99,99% и 99,999% уровней чистоты доступны на коммерческих целях.
Необходимо соблюдать осторожность, чтобы не вводить вредные примеси из совместного загрязнения или растворения базовых металлов во время пайки.
Плавильное поведение
[ редактировать ]Сплавы с большим промежутком температуры Solidus/Liquidus, как правило, платят через «мягкое» состояние, во время которого сплав представляет собой смесь твердого и жидкого материала. Некоторые сплавы демонстрируют тенденцию к ликвативам , отделение жидкости от твердой части; Для этого нагрев через диапазон плавления должен быть достаточно быстрым, чтобы избежать этого эффекта. Некоторые сплавы показывают расширенный пластиковый диапазон, когда только небольшая часть сплава является жидкостью, а большая часть материала расплавляется в верхнем диапазоне температуры; Они подходят для преодоления больших пробелов и для формирования филе. Сплавы с высоким содержанием жидкости подходят для проникновения глубоко в узкие зазоры и для пайковых суставов с узкими допусками, но не подходят для заполнения больших пробелов. Сплавы с более широким диапазоном плавления менее чувствительны к неравномерным зазорам.
Когда температура пайки достаточно высокой, пайлон и термообработка может быть выполнена в одной операции одновременно.
Эвтектические сплавы таяют при одной температуре, без мягкой области. Эвтектические сплавы имеют превосходное распространение; Неэвректика в мягкой области обладает высокой вязкостью и в то же время атакует основной металл с соответственно более низкой силой распространения. Точный размер зерна дает эвтектику как увеличение прочности, так и повышенную пластичность. Высокая точная температура плавления позволяет выполнять процесс соединения чуть чуть выше температуры плавления сплава. При затвердевании нет мягкого состояния, где сплава выглядит твердым, но еще не; Вероятность нарушения сустава манипуляциями в таком состоянии уменьшается (при условии, что сплав значительно не изменил свои свойства путем растворения основного металла). Эвтектическое поведение особенно полезно для припов . [ 18 ]
Металлы с тонкой зерновой структурой перед плавлением обеспечивают превосходное смачивание металлам с большими зернами. Легирующие добавки (например, стронций к алюминию) могут быть добавлены для уточнения зерновой структуры, а преформы или фольги могут быть приготовлены путем быстрого гашения. Очень быстрое гашение может обеспечить аморфную металлическую структуру, которая обладает дополнительными преимуществами. [ 18 ]
Взаимодействие с базовыми металлами
[ редактировать ]
Для успешного смачивания базовый металл должен быть, по крайней мере, частично растворим, по крайней мере, в одном компоненте сплава пайки. Поэтому расплавленный сплав имеет тенденцию атаковать базовый металл и растворять его, слегка изменяя его композицию в процессе. Изменение композиции отражается в изменении температуры плавления сплава и соответствующем изменении текучести. Например, некоторые сплавы растворяют как серебро, так и медь; Растворенное серебро снижает свою температуру плавления и увеличивает текучесть, медь обладает противоположным эффектом.
Изменение температуры плавления может быть эксплуатировано. Поскольку температура переизбывания может быть повышена путем обогащения сплава растворенным основным металлом, можно будет быть возможна шаг с использованием одного и того же барова. [ 22 ]
Сплавы, которые существенно не нападают на базовые металлы, более подходящие для пайковых тонких срезов.
Неугомогенная микроструктура подмещения может вызвать неоднородную плавление и локализованные эрозии основного металла. [ Цитация необходима ]
Смачивание базовых металлов может быть улучшено, добавив подходящий металл в сплав. Олово облегчает смачивание железа, никеля и многих других сплавов. Медные металлы, которые не атакуют серебро, серебристые сплавы, сплавы с медными серебряными, могут зацикнуть стали серебристым, только серебро не сможет. Цинк улучшает смачивание железных металлов, индиума. Алюминий улучшает смачивание алюминиевых сплавов. Для смачивания керамики реактивные металлы, способные образовывать химические соединения с керамикой (например, титан, ванадий, цирконий ...) могут быть добавлены в хрупп.
Растворение базовых металлов может вызвать пагубные изменения в пайковом сплаве. Например, алюминий, растворенный из алюминиевых бронзов, может раскрыть хрустание; Добавление никеля в базур может компенсировать это. [ Цитация необходима ]
Эффект работает в обоих направлениях; Может быть вредные взаимодействия между сплавом подметка и основным металлом. Присутствие фосфора в сплаве подметка приводит к образованию хрупких фосфидов железа и никеля, сплавы с фосфорусом не подходят для сплавов никеля и железа. Бор имеет тенденцию диффундировать в базовые металлы, особенно вдоль границ зерна, и может образовывать хрупкие бориды. Углерод может негативно влиять на некоторые стали. [ Цитация необходима ]
Необходимо соблюдать осторожность, чтобы избежать гальванической коррозии между баровом и базовым металлом, и особенно между разнородными базовыми металлами, которые были заменены вместе. Образование хрупких интерметаллических соединений на границе сплава может вызвать сбой сустава. Это обсуждается более углубленное с припоями .
Потенциально вредные фазы могут быть равномерно распределены по объему сплава или сосредоточены на границе интерфейса база. Толстый слой межфазной интерметаллики обычно считается вредным из-за его обычно низкой вязкости перелома и других подразделений. В некоторых ситуациях, например, прикрепление матрица, это, однако, не имеет большого значения, поскольку кремниевые чипы обычно не подвергаются механическому насилию. [ 18 ]
При смачивании Брасы могут освободить элементы из базового металла. Например, алюминиевая силиконовая подметание склоняется к силиконному нитриду, диссоциирует поверхность, чтобы она мог реагировать с кремнием и освобождать азот, что может создавать пустоты вдоль раздела суставов и снизить его прочность. Титаносодержащий никель-золотой подметок склоняется к силиконному нитриду и реагирует с его поверхностью, образуя нитрид титана и освобождающий кремний; Затем кремний образует хрупкие никелевые кремниевые и эвтектические золотые силиконовые фазы; Полученный сустав слабый и плавится при гораздо более низкой температуре, чем можно ожидать. [ 18 ]
Металлы могут диффундировать от одного базового сплава к другому, вызывая охрупцию или коррозию. Примером является диффузия алюминия от алюминиевой бронзы в железовый сплав при их соединении. Можно использовать диффузионный барьер, например, медный слой (например, в тримете).
Жертвный слой благородного металла может использоваться на основном металле в качестве кислородного барьера, предотвращая образование оксидов и облегчающее безтолковую пабу. Во время пайки слой благородного металла растворяется в металле наполнителя. Медное или никелевое покрытие нержавеющих сталей выполняет ту же функцию. [ 18 ]
У пайки медь восстанавливающая атмосфера (или даже восстанавливающее пламя) может реагировать с остатками кислорода в металле, которые присутствуют в виде включения оксида купроса и вызывают охрупцию водорода . Водород, присутствующий в пламени или атмосфере при высокой температуре, реагирует с оксидом, давая металлическую медь и водяной пары, пара. Паровые пузырьки оказывают высокое давление в металлической структуре, что приводит к трещинах и пористости соединения. Безгородная медь не чувствительна к этому эффекту, однако наиболее доступные оценки, например, электролитическая медь или медная медь с высокой проводностью. Окрученное сустав может затем катастрофически провалиться без каких -либо предыдущих признаков деформации или ухудшения. [ 23 ]
Поток
[ редактировать ]Если операции пайки не содержатся в инертной или восстанавливающей среде атмосферы (т.е. азота ), необходим поток, такой как буракс , чтобы предотвратить образование оксидов, когда металл нагревается. Поток также служит целью очистки любого загрязнения, оставшегося на пайлочных поверхностях. Поток может быть применен в любом количестве форм, включая потоку пасты, жидкость, порошок или готовые пасты, которые сочетают в себе поток с порошком металлического наполнителя. Поток также может быть применен с использованием пайковых стержней с покрытием потока или ядра потока. В любом случае, поток входит в соединение при нагревании на нагревается и вытесняется металлом расплавленного наполнителя, попадающего в сустав. Избыточный поток должен быть удален, когда цикл завершен, потому что поток, оставленный в соединении, может привести к коррозии, препятствовать проверке сустава и предотвратить дальнейшие операции отделки поверхности. Фосфор-содержащие пабустые сплавы могут быть самостоятельными при присоединении к меди в медь. [ 24 ] Потоки обычно выбираются на основе их производительности на определенных базовых металлах. Чтобы быть эффективным, поток должен быть химически совместимым с использованием основного металла и металла наполнителя. Сплавы с сплавами наполнителя фосфора продуцируют хрупкие фосфиды , если они используются на железе или никеле. [ 24 ] Как правило, более длительные циклы пайки должны использовать менее активные потоки, чем короткие операции на пайке. [ 25 ]
Атмосфера
[ редактировать ]По мере того, как работа в пайке требует высоких температур, окисление поверхности металла происходит в атмосфере, содержащей кислород. Это может потребовать использования атмосферной среды, кроме воздуха. Обычно используемые атмосферы: [ 26 ] [ 27 ]
- Воздух
- Простой и экономичный. Многие материалы, подверженные окислению и накоплению масштаба . Кислотная очистка ванна или механическая очистка могут быть использованы для удаления окисления после работы. Поток противодействует окислению, но может ослабить сустав.
- Своичный топливный газ
- Низкий водород, AWS тип 1, «экзотермическая сгенерированная атмосфера». 87% N 2 , 11–12% CO 2 , 5-1% CO, 5-1% H 2 . Для серебра, медного фосфора и наполнителей медного наполнения. Для пайки медь и латунь.
- Своичный топливный газ
- Decarbrizing , AWS Тип 2, «Эндотермическая атмосфера. 70–71% N 2 , 5–6% CO 2 , 9–10% CO, 14–15% H 2. Для меди, серебра, медного фосфора и медного . Металлы заполнения
- Своичный топливный газ
- Высушенные, AWS типа 3, «Эндотермическая сгенерированная атмосфера. 73–75% N 2 , 10–11% CO, 15–16% H 2. Для металлов для меди, серебра, медного фосфора и медного наполнителя. Латунные, низкомелькие сплавы, монель , средние и высокие углеродные сталики .
- Своичный топливный газ
- Высушенные, декарбурные, тип AWS 4. 41–45% N 2 , 17–19% CO, 38–40% H 2 . Для меди, серебряного, медного фосфора и наполнителей меди. Для пайковых медных сплавов, латунных, низкомелевых сплавов, средних и высоких углеродных стали .
- Аммиак
- AWS Тип 5, также называемый формирующим газом . Диссоциатный аммиак (75% водород, 25% азота) может использоваться для многих типов пайки и отжига. Недорогой. Для меди, серебряного, никеля, медного фосфора и наполнителей меди. Для пайки медь, латунные, никелевые сплавы, монель, средние и высокие углеродистые стали и хромовые сплавы.
- Азот+водород
- Криогенный или очищенный (AWS тип 6А). 70–99% N 2 , 1–30% H 2 . Для меди, серебряного, никеля, медного фосфора и наполнителей меди.
- Азот+водород+угарный газ
- Криогенный или очищенный (AWS тип 6B). 70–99% N 2 , 2–20% H 2 , 1–10% CO. Для меди, серебра, никеля, медного фосфора и наполнителей медного здания. Для пайковых медных сплавов, латунных, низкомелевых сплавов, средних и высоких углеродных стали .
- Азот
- Криогенный или очищенный (AWS тип 6C). Некидирующий, экономичный. При высоких температурах может реагировать с некоторыми металлами, например, определенные стали, образуя нитриды . Для меди, серебряного, никеля, медного фосфора и наполнителей меди. Для пайковых медных сплавов, латунных, низкомелевых сплавов, Monel, средних и высоких углеродных стали .
- Водород
- AWS тип 7. Сильный дексидийзер, очень термически проводящий. Можно использовать для медной пайки и отжига стали. Может вызвать водородное охрупление для некоторых сплавов. Для меди, серебряного, никеля, медного фосфора и наполнителей меди. Для пайлочных медных, латунных, никелевых сплавов, монел, средних и высокоуглеродных сплавов и хром, кобальтовых сплавов, вольфрамовых сплавов и карбид.
- Неорганические пары
- Различные летучие фториды, AWS тип 8. Специальное назначение. Можно смешать с атмосферой AWS 1–5, чтобы заменить поток. Используется для серебряного состава латун.
- Благородный газ
- Обычно аргон , тип AWS 9. Некидирующий, дороже азота. Инертный Части должны быть очень чистыми, газ должен быть чистым. Для меди, серебряного, никеля, медного фосфора и наполнителей меди. Для пайлочных медных, латунных сплавов, никелевых сплавов, монел, средних и высокоуглеродных хромовых сплавов, титана, циркония, гафния.
- Благородный газ+водород
- AWS тип 9а.
- Вакуум
- Требуется эвакуация рабочей камеры. Дорогой. Незрелый (или требует особого ухода) для металлов с высоким давлением паров, например, серебро, цинк, фосфор, кадмий и марганец. Используется для суставов высочайшего качества, для EG аэрокосмических применений.
Преформы
[ редактировать ]Приготовление к пайки представляет собой высококачественную точную металлическую штампочку, используемую для различных применений соединения в производстве электронных устройств и систем. Типичное использование преформы пайки включает в себя прикрепление электронной схемы, упаковку электронных устройств, обеспечение хорошей тепловой и электрической проводимости, а также предоставление интерфейса для электронных соединений. Квадратные, прямоугольные и дискообразные шрифты обычно используются для прикрепления электронных компонентов, содержащих кремниевые умирают к подложке, такой как печатная плата . Пратформы прямоугольной формы рамы часто требуются для построения электронных пакетов, в то время как преформы в форме стиральной машины обычно используются для прикрепления свинцовых проводов и герметических пищи к электронным цепям и упаковкам. Некоторые преформы также используются в диодах , выпрямителях , оптоэлектронных устройствах и упаковке компонентов. [ 28 ]
Безопасность
[ редактировать ]Брайская может повлечь за собой воздействие опасных химических паров. Национальный институт безопасности и гигиены труда в Соединенных Штатах рекомендует, чтобы воздействие на эти пары контролировалось до уровней ниже допустимого предела воздействия . [ 29 ]
Смотрите также
[ редактировать ]Ссылки
[ редактировать ]- ^ Jump up to: а беременный в дюймовый и Groover 2007 , с. 746–748
- ^ «Присоединение к разнородным металлам» архив 2014-03-04 на машине Wayback . Deringer-ney, 29 апреля 2014 г.
- ^ Schwartz 1987 , p. 3
- ^ Schwartz 1987 , с. 118–119
- ^ Алан Белохлав. «Понимание пайковых основ» . Американское сварочное общество . Архивировано из оригинала 2014-02-27.
- ^ Jump up to: а беременный в Schwartz 1987 , с. 20–24
- ^ AWS A3.0: 2001, Стандартные сварки термины и определения, включая термины для клея, пайки, пайки, тепловой резки и термического распыления, Американское сварное общество (2001), с. 118 ISBN 0-87171-624-0
- ^ Schwartz 1987 , с. 24–37
- ^ "FAQ: Каковы различные методы пайки?" Полем Сварщик Институт . Получено 27 декабря 2017 года .
- ^ Jump up to: а беременный в дюймовый Schwartz 1987 , с. 189–198
- ^ Jump up to: а беременный в дюймовый и фон Schwartz 1987 , с. 199–222
- ^ «Вакуумная паялка алюминиевых холодных тарелок и теплообменников - Lytron Inc» . www.lytron.com . Получено 2017-12-27 .
- ^ "Flux Brausing сплавы | Lynch Metals, Inc" . Lynch Metals, Inc. Получено 2017-12-27 .
- ^ Jump up to: а беременный Schwartz 1987 , с. 131–160
- ^ Schwartz 1987 , с. 163–185
- ^ «Руководство по выбору правильного сплава пайки» . Silvaloy.com. Архивировано из оригинала 2010-10-07 . Получено 2010-07-26 .
- ^ Jump up to: а беременный в дюймовый и фон глин Кристофер Корти; Ричард Холлидей (2009). Золото: наука и приложения . CRC Press. С. 184–. ISBN 978-1-4200-6526-8 Полем Архивировано из оригинала 2017-11-01.
- ^ Jump up to: а беременный в дюймовый и фон глин час я Дж k л м не а п Q. ведущий Дэвид М. Джейкобсон; Джайлс Хампстон (2005). Принципы пайки . ASM International. С. 71–. ISBN 978-1-61503-104-7 Полем Архивировано из оригинала 2017-11-13.
- ^ Jump up to: а беременный Филипп Робертс (2003). Практика промышленной пайки . CRC Press. С. 272 -. ISBN 978-0-203-48857-7 Полем Архивировано из оригинала 2017-11-13.
- ^ Jump up to: а беременный «Ag сплавы без компакт -диска - специальное приложение» . Архивировано с оригинала 2016-04-20 . Получено 2016-04-07 .
- ^ "Керамическая пайки" . Azom.com. 2001-11-29. Архивировано из оригинала 2008-08-21 . Получено 2010-07-26 .
- ^ «Сварка против пайки против пайки - узнайте разницу» . Выбор сварщика . 2021-03-01 . Получено 2021-03-03 .
- ^ Припасы кадмия, несущих серебряные припоя, продолжаются (2009-01-20). «Сила серебряного припоя суставов» . www.cupalloys.co.uk. Архивировано из оригинала 2011-08-12 . Получено 2010-07-26 .
- ^ Jump up to: а беременный «Лукас-Мильхаупт Сил-Фос 18 Медные/Серебряный/Фосфор Сплав» . Matweb - информационный ресурс онлайн -материалов .
- ^ Schwartz 1987 , с. 271–279
- ^ Мазинг -гид архивировал 2 апреля 2015 года в The Wayback Machine . GH Индукционная атмосфера
- ^ Джозеф Р. Дэвис, ASM International. Справочник комитета (2001). Медные и медные сплавы . ASM International. п. 311. ISBN 0-87170-726-8 Полем Архивировано из оригинала 2017-02-27.
- ^ Припой преформирует архивные 8 июля 2011 года на машине Wayback . Ametek.inc.
- ^ «CDC-NIOSH Publications and Productions-Критерии для рекомендуемого стандарта: сварка, паялка и тепловая резка (88-110)» . www.cdc.gov . 1988. DOI : 10.26616/nioshpub88110 . Архивировано из оригинала 2017-04-12 . Получено 2017-04-11 .
Дальнейшее чтение
[ редактировать ]- Флетчер, MJ (1971). Вакуум . Лондон: Mills and Boon Limited. ISBN 0-263-51708-х .
- Премьер -министр Робертс, «Практика промышленной пайки», CRC Press, Бока -Ратон, Флорида, 2004.
- Кент Уайт, «Подлинная алюминиевая газовая сварка: плюс паялка и пайка». Издатель: TM Technologies, 2008.
- Андреа Кагнетти (2009). «Экспериментальный опрос по жидкому пайке в древнем ювелирном искусстве». Международный журнал исследований материалов . 100 (1): 81–85. Bibcode : 2009ijmr..100 ... 81c . doi : 10.3139/146.101783 . S2CID 137786674 .
- Groover, Mikell P. (2007). Основы современного производства: материалы и системы (2 -е изд.). Джон Уайли и сыновья. ISBN 978-81-265-1266-9 .
- Шварц, Мел М. (1987). Пайнг . ASM International. ISBN 978-0-87170-246-3 .