Литье металла


В металлообработке и производстве ювелирных изделий литье — это процесс, при котором жидкий металл подается в форму (обычно с помощью тигля ), которая содержит негативное впечатление (т. е. трехмерное негативное изображение) заданной формы. Металл заливают в форму через полый канал, называемый литником . Затем металл и форма охлаждаются, а металлическая часть ( отливка ) извлекается. Литье чаще всего используется для изготовления сложных форм, изготовление которых другими методами было бы затруднительно или неэкономично. [ 1 ]
Процессы литья известны уже тысячи лет и широко используются для скульптуры (особенно из бронзы ), ювелирных изделий из драгоценных металлов , а также оружия и инструментов. Высокотехнологичное литье встречается в 90 процентах товаров длительного пользования, включая автомобили, грузовики, аэрокосмическую продукцию, поезда, горнодобывающее и строительное оборудование, нефтяные скважины, бытовую технику, трубы, гидранты, ветряные турбины, атомные электростанции , медицинские приборы, оборонную продукцию, игрушки и т. д. более. [ 2 ]
Традиционные методы включают литье по выплавляемым моделям (которое можно далее разделить на центробежное литье и прямое литье с помощью вакуума), литье в гипсовую форму и литье в песчаные формы .
Современный процесс литья подразделяется на две основные категории: литье расходного и литья длительного пользования. Далее он разрушается в зависимости от материала формы, такого как песок или металл, и метода заливки, такого как сила тяжести, вакуум или низкое давление. [ 3 ]
Расходные формы для литья
[ редактировать ]Литье в одноразовые формы — это общая классификация, которая включает в себя формовки из песка, пластика, ракушечника, гипса и формовки по выплавляемым моделям (техника по выплавляемым моделям). Этот метод литья в формы предполагает использование временных форм одноразового использования.

Литье в песок
[ редактировать ]Литье в песчаные формы — один из самых популярных и простых видов литья, который использовался на протяжении веков. Литье в песчаные формы позволяет производить меньшие партии, чем литье в постоянные формы, и по очень разумной цене. Этот метод не только позволяет производителям создавать продукцию по низкой цене, но и имеет другие преимущества литья в песчаные формы, например, операции очень небольшого размера. Этот процесс позволяет изготавливать отливки, достаточно маленькие, которые умещаются на ладони, и отливки, достаточно большие для основания вагона (одна отливка может создать всю станину для одного вагона). Литье в песчаные формы также позволяет отливать большинство металлов в зависимости от типа песка, используемого для форм. [ 4 ]


Литье в песчаные формы требует времени в несколько дней, а иногда даже недель, для производства с высокой производительностью (1–20 штук в час на форму) и является непревзойденным для производства крупных деталей. Зеленый (влажный) песок черного цвета практически не имеет ограничения по массе частей, тогда как практический предел массы частей сухого песка составляет 2300–2700 кг (5100–6000 фунтов). Минимальный вес детали составляет 0,075–0,1 кг (0,17–0,22 фунта). Песок связывается с помощью глины, химических связующих или полимеризованных масел (например, моторного масла). Песок можно многократно перерабатывать в большинстве операций, и он не требует особого обслуживания.
Суглинок формовочный
[ редактировать ]Формование суглинка использовалось для изготовления крупных симметричных предметов, таких как пушки и церковные колокола. Суглинок представляет собой смесь глины и песка с соломой или навозом. Модель изделия формируется из рыхлого материала (сорочки). Вокруг этой сорочки формируют плесень, покрывая ее суглинком. Затем его запекают (обжигают) и сорочку снимают. Затем форму ставят вертикально в яму перед печью для заливки расплавленного металла. После этого форма отрывается. Таким образом, формы можно использовать только один раз, поэтому для большинства целей предпочтительны другие методы.
Отливка гипсовой формы
[ редактировать ]Литье из гипса похоже на литье в песок, за исключением того, что гипс в качестве материала формы вместо песка используется . Как правило, на изготовление формы уходит меньше недели, после чего достигается производительность 1–10 единиц/час формы с изделиями массой от 45 кг (99 фунтов) до 30 г (1 унция). с очень хорошей чистотой поверхности и жесткими допусками . [ 5 ] Гипсовое литье является недорогой альтернативой другим процессам формования сложных деталей из-за низкой стоимости гипса и его способности производить отливки почти чистой формы . Самым большим недостатком является то, что его можно использовать только с цветными металлами с низкой температурой плавления, такими как алюминий , медь , магний и цинк . [ 6 ]
Литье ракушки
[ редактировать ]Формование оболочек похоже на литье в песчаные формы, но полость формования образована затвердевшей «оболочкой» песка, а не опокой, наполненной песком. Используемый песок более мелкий, чем песок для литья, и смешивается со смолой , чтобы его можно было нагреть у модели и затвердеть, образуя оболочку вокруг модели. Благодаря смоле и более мелкому песку получается более качественная поверхность. Процесс легко автоматизируется и более точен, чем литье в песчаные формы. Обычные литые металлы включают чугун , алюминий, магний и медные сплавы. Этот процесс идеально подходит для сложных изделий малого и среднего размера.
Литье по выплавляемым моделям
[ редактировать ]Литье по выплавляемым моделям (известное в искусстве как литье по выплавляемым моделям ) — это процесс, который практикуется уже тысячи лет, при этом процесс по выплавляемым моделям является одним из старейших известных методов обработки металлов давлением. От 5000 лет назад, когда пчелиный воск формировал узор, до сегодняшних высокотехнологичных восков, огнеупорных материалов и специальных сплавов, отливки обеспечивают производство высококачественных компонентов с такими ключевыми преимуществами, как точность, повторяемость, универсальность и целостность.
Литье по выплавляемым моделям получило свое название от того факта, что модель покрыта или окружена огнеупорным материалом. Восковые модели требуют особой осторожности, поскольку они недостаточно прочны, чтобы выдерживать нагрузки, возникающие во время изготовления форм. Одним из преимуществ литья по выплавляемым моделям является то, что воск можно использовать повторно. [ 5 ]
Этот процесс подходит для повторяемого производства компонентов сетчатой формы из различных металлов и сплавов с высокими эксплуатационными характеристиками. Хотя этот процесс обычно используется для небольших отливок, этот процесс использовался для производства целых дверных рам самолетов: стальных отливок весом до 300 кг и алюминиевых отливок до 30 кг. По сравнению с другими процессами литья, такими как литье под давлением или литье в песчаные формы , это может быть дорогостоящим процессом. Однако компоненты, которые можно изготовить с помощью литья по выплавляемым моделям, могут иметь сложные контуры, и в большинстве случаев компоненты отливаются почти по чистой форме, поэтому после отливки требуется небольшая доработка или она вообще не требуется.
Отходы лепнины из гипса
[ редактировать ]Прочный гипсовый промежуточный материал часто используется в качестве основы для изготовления бронзовой скульптуры или в качестве ориентира для создания резного камня. После завершения гипсования работа становится более прочной (при хранении в помещении), чем глиняный оригинал, который необходимо поддерживать во влажном состоянии, чтобы избежать растрескивания. Имея под рукой дешевый гипс, дорогостоящие работы по бронзовому литью или резьбе по камню можно отложить до тех пор, пока не будет найден покровитель, а поскольку такая работа считается техническим, а не художественным процессом, ее можно даже отложить на всю жизнь. художника.
При лепке из отходов поверх исходной глиняной смеси отливают простую и тонкую гипсовую форму, армированную сизали или мешковиной. После отверждения его затем удаляют из влажной глины, попутно разрушая мелкие детали в подрезах, присутствующие в глине, но которые теперь захвачены формой. Затем форму можно в любой момент (но только один раз) использовать для отливки гипсового позитивного изображения, идентичного исходной глине. Поверхность этой штукатурки можно дополнительно усовершенствовать, покрасить и покрыть воском, чтобы она напоминала готовую бронзовую отливку.
Литье методом испарения
[ редактировать ]Это класс процессов литья, в которых используются модельные материалы, которые испаряются во время заливки, что означает, что нет необходимости удалять модельный материал из формы перед отливкой. Двумя основными процессами являются литье по выплавляемым моделям и литье в полную форму.
Литье по выплавляемым моделям
[ редактировать ]Литье по выплавляемым моделям - это тип процесса литья по испарительным моделям, который похож на литье по выплавляемым моделям, за исключением того, что для рисунка используется пена вместо воска. В этом процессе используется низкая температура кипения пены, что упрощает процесс литья по выплавляемым моделям за счет устранения необходимости выплавлять воск из формы.
Полноформовое литье
[ редактировать ]Литье в полную форму — это процесс литья методом испарения, который представляет собой комбинацию литья в песчаные формы и литья по выплавляемым моделям . В нем используется узор из пенополистирола , который затем окружается песком, как при литье в песок. Затем металл заливают непосредственно в форму, при контакте с которой пена испаряется.
Многоразовые формы для литья
[ редактировать ]
Многоразовое литье в формы отличается от одноразовых процессов тем, что форму не нужно реформировать после каждого производственного цикла. Этот метод включает в себя как минимум четыре различных метода: постоянное литье, литье в штампе, центробежное и непрерывное литье. Эта форма литья также приводит к улучшению повторяемости производимых деталей и обеспечивает получение почти чистой формы .
Постоянное литье в форму
[ редактировать ]Литье в постоянные формы — это процесс литья металла, в котором используются многоразовые формы («постоянные формы»), обычно изготовленные из металла . В наиболее распространенном процессе для заполнения формы используется сила тяжести. Однако давление газа или вакуум также используются . Вариация типичного процесса гравитационного литья, называемая литьем из слякоти , позволяет получить полые отливки. Обычными литейными металлами являются сплавы алюминия , магния и меди . Другие материалы включают олово , цинк и свинца сплавы , а железо и сталь также отливаются в графитовых формах. Постоянные формы, хотя и служат более одной отливки, все же имеют ограниченный срок службы до изнашивания.
Литье под давлением
[ редактировать ]В процессе литья под высоким давлением расплавленный металл попадает в полости формы (которые обрабатываются в штампах). Большинство отливок под давлением изготавливаются из цветных металлов , особенно из сплавов на основе цинка , меди и алюминия, но под давлением и из черных металлов возможно литье . Метод литья под давлением особенно подходит для тех случаев, когда требуется много деталей малого и среднего размера с хорошей детализацией, прекрасным качеством поверхности и постоянством размеров.
Полутвердое металлическое литье
[ редактировать ]Литье полутвердого металла (SSM) — это модифицированный процесс литья под давлением, который уменьшает или устраняет остаточную пористость, присутствующую в большинстве отливок под давлением. Вместо использования жидкого металла в качестве исходного материала при литье SSM используется исходный материал с более высокой вязкостью, частично твердый и частично жидкий. Модифицированная машина для литья под давлением используется для впрыскивания полутвердой суспензии в многоразовые штампы из закаленной стали. Высокая вязкость полутвердого металла, наряду с использованием контролируемых условий заполнения матрицы, гарантирует, что полутвердый металл заполняет матрицу нетурбулентным образом, так что вредная пористость может быть практически устранена.
Отливки SSM, используемые в коммерческих целях в основном для алюминиевых и магниевых сплавов, могут подвергаться термической обработке до состояния Т4, Т5 или Т6. Сочетание термической обработки, высокой скорости охлаждения (за счет использования стальных матриц без покрытия) и минимальной пористости обеспечивает превосходное сочетание прочности и пластичности. Другие преимущества литья SSM включают возможность производить детали сложной формы, герметичность под давлением, жесткие допуски на размеры и возможность отливать тонкие стенки. [ 7 ]
Центробежное литье
[ редактировать ]В этом процессе расплавленный металл заливают в форму и дают ей затвердеть во время вращения формы. Металл заливают в центр формы по ее оси вращения. За счет силы инерции жидкий металл выбрасывается к периферии.
Центробежное литье не зависит ни от силы тяжести, ни от давления, поскольку оно создает собственную силовую подачу с использованием временной песчаной формы, находящейся в прядильной камере. Время выполнения зависит от приложения. Полуцентробежная и настоящая центробежная обработка позволяют производить 30–50 штук в час на форму с практическим пределом для периодической обработки общей массой около 9000 кг с типичным пределом на единицу продукции 2,3–4,5 кг.
В промышленности центробежное литье [ 8 ] Замена железнодорожных колес была одним из первых применений метода, разработанного немецкой промышленной компанией Krupp , и эта возможность обеспечила быстрый рост предприятия.
Небольшие произведения искусства, такие как ювелирные изделия, часто отливаются этим методом с использованием процесса выплавляемого воска, поскольку силы позволяют довольно вязким жидким металлам течь через очень маленькие проходы и проникать в мелкие детали, такие как листья и лепестки. Этот эффект аналогичен преимуществам вакуумного литья, которое также применяется при литье ювелирных изделий.
Непрерывное литье
[ редактировать ]Непрерывное литье — это усовершенствование процесса литья для непрерывного, крупносерийного производства металлических профилей постоянного поперечного сечения. В основном его используют для производства полуфабрикатов для дальнейшей переработки. [ 9 ] : 339 Расплавленный металл заливают в открытую форму с водяным охлаждением, которая позволяет сформировать «кожу» из твердого металла над еще жидким центром, постепенно затвердевая металл снаружи внутрь. иногда называют, постоянно вынимается из формы. Заранее заданные длины прядей могут быть отрезаны механическими ножницами или передвижными кислородно-ацетиленовыми горелками и переданы на дальнейшие процессы формования или на склад. Размеры отливок могут варьироваться от полос (толщиной несколько миллиметров и шириной около пяти метров) до заготовок (квадрат от 90 до 160 мм) и слябов (ширина 1,25 м и толщина 230 мм). прядь может подвергаться первоначальному процессу горячей прокатки Иногда перед резкой .
Непрерывное литье применяют из-за меньших затрат, связанных с непрерывным производством стандартного изделия, а также повышения качества конечного продукта. Такие металлы, как сталь, медь, алюминий и свинец, отливаются непрерывно, при этом сталь является металлом, отливаемым этим методом с наибольшим тоннажем.
Upcasting
[ редактировать ]Upcasting (up-casting, up-stream или up-casting) — метод вертикальной или горизонтальной непрерывной разливки стержней и труб различного профиля (цилиндрического, квадратного, шестиугольного, плит и т. д.) диаметром 8-30 мм. [ 10 ] Медь (Cu), бронза ( Cu· Sn сплав ), никелевые сплавы обычно используются из-за более высокой скорости разливки (в случае вертикальной отливки) и из-за лучших физических свойств. Преимущество этого метода в том, что металлы практически бескислородны, а скорость кристаллизации (затвердевания) продукта можно регулировать в кристаллизаторе - устойчивом к высоким температурам устройстве, охлаждающем растущий металлический стержень или трубу с помощью воды. [ 10 ]
Этот метод аналогичен методу Чохральского выращивания кристаллов кремния (Si), который представляет собой металлоид .
Терминология
[ редактировать ]В процессах литья металлов используется следующая терминология: [ 11 ]
- Выкройка : приблизительная копия окончательной отливки, использованной для формирования полости формы.
- Формовочный материал: материал, который упаковывается вокруг модели, а затем модель удаляется, оставляя полость, куда будет залит литейный материал.
- Опока : Жесткий деревянный или металлический каркас, удерживающий формовочный материал.
- Крышка : верхняя половина модели, опоки, формы или сердцевины.
- Перетаскивание : нижняя половина образца, опоки, формы или сердцевины.
- Сердечник : Вставка в форму, создающая внутренние элементы отливки, например отверстия.
- Отпечаток сердцевины: область, добавленная к шаблону, сердцевине или форме, используемая для размещения и поддержки сердцевины.
- Полость формы: объединенная открытая область формовочного материала и стержня, куда заливается металл для получения отливки.
- Подступенок : дополнительная пустота в форме, которая заполняется расплавленным материалом для компенсации усадки во время затвердевания.
- Литниковая система: сеть связанных каналов, которые доставляют расплавленный материал в полости формы.
- Разливочный стакан или разливочный резервуар: Часть литниковой системы, в которую поступает расплавленный материал из разливочной емкости.
- Литник : заливной стакан крепится к литнику, который является вертикальной частью литниковой системы. Другой конец литника крепится к направляющим.
- Направляющие: горизонтальная часть литниковой системы, соединяющая литники с воротами.
- Ворота: контролируемые входы желобов в полости формы.
- Вентиляционные отверстия: дополнительные каналы, обеспечивающие выход газов, образующихся во время заливки.
- Линия разъема или поверхность разъема: граница между верхней и нижней половинками формы, опоки или шаблона.
- Черновик : конус отливки или модели, позволяющий вынуть ее из формы.
- Стержневой ящик: форма или штамп, используемый для изготовления стержней.
- Венчик: длинный вертикальный удерживающий стержень для стержня, который после отливки становится неотъемлемой частью отливки и обеспечивает поддержку стержня.
В некоторых специализированных процессах, таких как литье под давлением, используется дополнительная терминология.
Теория
[ редактировать ]Литье — это процесс затвердевания , что означает, что явление затвердевания контролирует большинство свойств отливки. Более того, большинство дефектов отливки возникает во время затвердевания, таких как газовая пористость и усадка при затвердевании . [ 12 ]
Затвердевание происходит в два этапа: зародышеобразование и рост кристаллов . На стадии нуклеации в жидкости образуются твердые частицы. Когда эти частицы образуются, их внутренняя энергия ниже, чем у окружающей жидкости, что создает энергетическую границу между ними. Для формирования поверхности на этом интерфейсе требуется энергия, поэтому при возникновении зародышеобразования материал фактически переохлаждается (т.е. охлаждается ниже температуры затвердевания) из-за дополнительной энергии, необходимой для формирования поверхностей раздела. Затем он рекальцентируется или снова нагревается до температуры затвердевания на стадии роста кристаллов. Зародышеобразование происходит на уже существующей твердой поверхности, поскольку для частичной поверхности раздела требуется не так много энергии, как для полной сферической поверхности раздела. Это может быть выгодно, поскольку мелкозернистые отливки обладают лучшими свойствами, чем крупнозернистые. Мелкозернистую структуру можно создать путем измельчения зерна или инокуляции , что представляет собой процесс добавления примесей для стимуляции зародышеобразования. [ 13 ]
Все зародыши представляют собой кристаллы, которые растут по мере отвода тепла плавления от жидкости до тех пор, пока жидкости не останется. Направление, скорость и тип роста можно контролировать, чтобы максимизировать свойства отливки. Направленное затвердевание — это когда материал затвердевает на одном конце и продолжает затвердевать на другом конце; это наиболее идеальный тип роста зерна, поскольку он позволяет жидкому материалу компенсировать усадку. [ 13 ]
Кривые охлаждения
[ редактировать ]
Кривые охлаждения важны для контроля качества отливки. Наиболее важной частью кривой охлаждения является скорость охлаждения , которая влияет на микроструктуру и свойства. Вообще говоря, область отливки, которая охлаждается быстро, будет иметь мелкозернистую структуру, а область, которая охлаждается медленно, будет иметь крупнозернистую структуру. Ниже приведен пример кривой охлаждения чистого металла или эвтектического сплава с определяющей терминологией. [ 14 ]
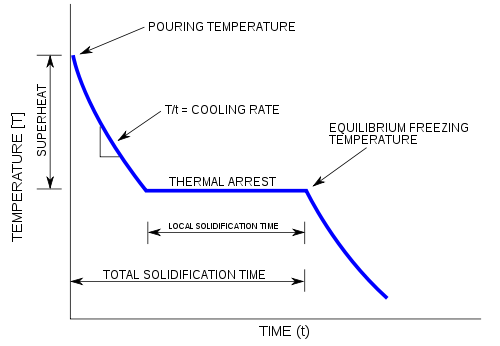
Обратите внимание, что до термического ареста материал является жидкостью, а после него — твердым; во время термического ареста материал превращается из жидкости в твердое вещество. Также учтите, что чем больше перегрев, тем больше времени у жидкого материала для растекания в сложные детали. [ 15 ]
Приведенная выше кривая охлаждения отображает базовую ситуацию с чистым металлом, однако большинство отливок изготовлены из сплавов, кривая охлаждения которых имеет форму, показанную ниже.
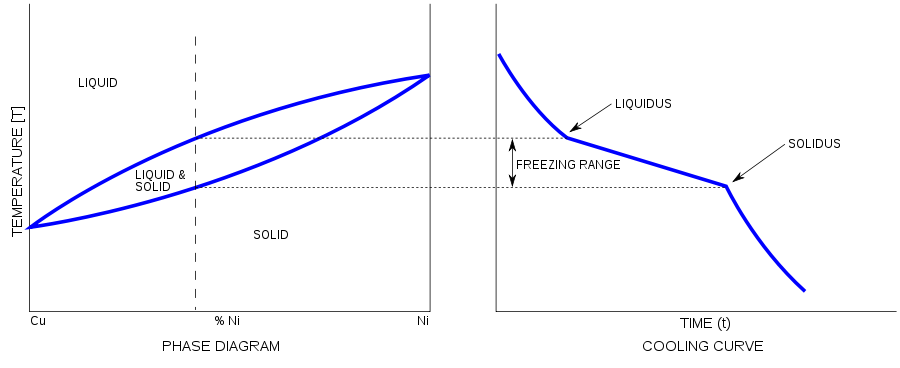
Обратите внимание, что термоблока больше нет, вместо этого есть диапазон замораживания. Диапазон замерзания напрямую соответствует ликвидусу и солидусу, указанным на фазовой диаграмме конкретного сплава.
Правило Чворинова
[ редактировать ]Время локального затвердевания можно рассчитать по правилу Чворинова, которое:

Где t — время затвердевания, V — объем отливки, A — площадь поверхности отливки, контактирующей с формой , n — константа, а B — константа формы. Это наиболее полезно для определения того, затвердеет ли стояк перед отливкой, потому что, если стояк затвердевает первым, он бесполезен. [ 16 ]
Система ворот
[ редактировать ]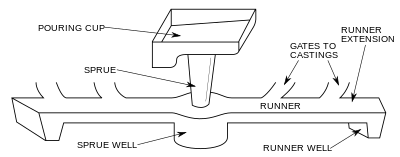
Литниковая система служит многим целям, наиболее важной из которых является подача жидкого материала в форму, а также контроль усадки, скорости жидкости, турбулентности и улавливания шлака . Ворота обычно прикрепляются к самой толстой части отливки, чтобы контролировать усадку. При особенно крупных отливках может потребоваться несколько литников или направляющих для подачи металла более чем в одну точку полости формы. Скорость материала важна, поскольку, если материал движется слишком медленно, он может остыть до полного заполнения, что приведет к сбоям в работе и холодному закрытию. Если материал движется слишком быстро, жидкий материал может разрушить форму и загрязнить конечную отливку. Форма и длина литниковой системы также могут контролировать скорость остывания материала; короткие круглые или квадратные каналы минимизируют потери тепла. [ 17 ]
Литниковая система может быть спроектирована таким образом, чтобы минимизировать турбулентность, в зависимости от разливаемого материала. Например, сталь, чугун и большинство медных сплавов нечувствительны к турбулентности, а алюминиевые и магниевые сплавы чувствительны к турбулентности. Материалы, нечувствительные к турбулентности, обычно имеют короткую и открытую литниковую систему для максимально быстрого заполнения формы. Однако для материалов, чувствительных к турбулентности, используются короткие литники, чтобы минимизировать расстояние, на которое материал должен упасть при входе в форму. Прямоугольные разливочные стаканы и конические литники используются для предотвращения образования вихрей при попадании материала в форму; эти вихри имеют тенденцию засасывать газ и оксиды в форму. Большой вертикальный колодец используется для рассеивания кинетической энергии жидкого материала, когда он падает по литнику, уменьшая турбулентность. Дроссель , который представляет собой наименьшую площадь поперечного сечения в литниковой системе , используемой для управления потоком, может быть размещен рядом с водоотводным колодцем, чтобы замедлить и сгладить поток. Обратите внимание, что в некоторых формах дроссель по-прежнему размещается на литниках, чтобы облегчить отделение детали, но вызывает сильную турбулентность. [ 18 ] Ворота обычно прикрепляются к нижней части отливки, чтобы минимизировать турбулентность и разбрызгивание. [ 17 ]
Затворная система также может быть предназначена для улавливания окалины. Один из методов состоит в том, чтобы воспользоваться тем фактом, что часть окалины имеет меньшую плотность, чем основной материал, поэтому она всплывает к верхней части литниковой системы. Следовательно, длинные плоские полозья с заслонками, выходящими из нижней части полозьев, могут задерживать окалину в полозьях; Обратите внимание, что длинные плоские направляющие охлаждают материал быстрее, чем круглые или квадратные направляющие. Для материалов, в которых окалины имеют такую же плотность, как и основной материал, таких как алюминий, удлинители и колодцы желобов могут оказаться выгодными . В них используется тот факт, что окалина обычно находится в начале разливки, поэтому желоб выдвигается за последние ворота и загрязнения задерживаются в колодцах. Для улавливания загрязнений также можно использовать сетки или фильтры. [ 18 ]
Важно, чтобы размер литниковой системы был небольшим, поскольку все это необходимо вырезать из отливки и переплавлять для повторного использования. Эффективность, или Выход литейной системы можно рассчитать, разделив вес отливки на вес залитого металла. Следовательно, чем выше число, тем эффективнее воротная система/стояки. [ 19 ]
Усадка
[ редактировать ]Существует три типа усадки: усадка жидкости , усадка затвердевания и модельная усадка . Усадка жидкости редко является проблемой, поскольку за ней в форму попадает больше материала. Усадка при затвердевании происходит потому, что металлы в жидком состоянии менее плотны, чем в твердом, поэтому во время затвердевания плотность металла резко увеличивается. Усадка Модельера относится к усадке, которая происходит, когда материал охлаждается от температуры затвердевания до комнатной температуры, что происходит из-за теплового сжатия . [ 20 ]
Усадка при затвердевании
[ редактировать ]| Металл | Процент |
|---|---|
| Алюминий | 6.6 |
| Медь | 4.9 |
| Магний | 4.0 или 4.2 |
| Цинк | 3,7 или 6,5 |
| Низкоуглеродистая сталь | 2.5–3.0 |
| Высокоуглеродистая сталь | 4.0 |
| Белый чугун | 4.0–5.5 |
| Серый чугун | −2.5–1.6 |
| Ковкий чугун | −4.5–2.7 |
Большинство материалов сжимаются по мере затвердевания, но, как показано в соседней таблице, некоторые материалы этого не делают, например серый чугун . Для материалов, которые дают усадку при затвердевании, тип усадки зависит от того, насколько широк диапазон замерзания материала. Для материалов с узким диапазоном замерзания, менее 50 °C (122 °F), [ 23 ] полость, известная как труба в центре отливки образуется , поскольку внешняя оболочка замерзает первой и постепенно затвердевает к центру. Чистые и эвтектические металлы обычно имеют узкие интервалы затвердевания. Эти материалы имеют тенденцию образовывать оболочку в формах на открытом воздухе, поэтому они известны как сплавы, образующие оболочку . [ 23 ] Для материалов с широким диапазоном замерзания, превышающим 110 °C (230 °F), [ 23 ] гораздо большая часть отливки занимает мягкую или слякотную зону (диапазон температур между солидусом и ликвидусом), что приводит к образованию небольших карманов жидкости, захваченных повсюду, и, в конечном итоге, к пористости. Эти отливки, как правило, имеют низкую пластичность , вязкость и сопротивление усталости . Более того, чтобы эти типы материалов были герметичными, необходима вторичная операция по пропитке отливки металлом или смолой с более низкой температурой плавления. [ 21 ] [ 24 ]
Для материалов с узким диапазоном затвердевания трубы можно преодолеть, спроектировав отливку так, чтобы обеспечить направленное затвердевание, что означает, что отливка сначала замерзает в точке, наиболее удаленной от литника, а затем постепенно затвердевает по направлению к литнику. Это позволяет обеспечить непрерывную подачу жидкого материала в точке затвердевания для компенсации усадки. Обратите внимание, что усадочная пустота, где затвердевает конечный материал, все еще остается, но при правильном проектировании она будет в литниковой системе или стояке. [ 21 ]
Стояки и вспомогательные средства для подъема
[ редактировать ]
Стояки, также известные как питатели , являются наиболее распространенным способом обеспечения направленного затвердевания. Он подает жидкий металл в затвердевающую отливку, чтобы компенсировать усадку при затвердевании. Для правильной работы стояка он должен затвердеть после отливки, иначе он не сможет обеспечить усадку жидкого металла внутри отливки. Стояки увеличивают стоимость отливки, поскольку снижают выход каждой отливки; т.е. при каждой отливке в виде лома теряется больше металла. Еще один способ стимулирования направленного затвердевания — добавление холода в форму. Холодом является любой материал, который отводит тепло от отливки быстрее, чем материал, используемый для формования. [ 25 ]
Стояки классифицируются по трем критериям. Первый - если стояк открыт для атмосферы, то он называется открытым стояком, иначе его называют глухим типом. Второй критерий – где находится стояк; если он расположен на отливке, то он называется верхним стояком , а если он расположен рядом с отливкой, то он называется боковым стояком . Наконец, если стояк расположен в литниковой системе так, что он заполняется после формовочной полости, он известен как живой стояк или горячий стояк , но если стояк заполняется материалами, которые уже прошли через формовочную полость, его называют или мертвый стояк холодный стояк . [ 19 ]
Вспомогательные средства для стояков — это элементы, используемые для помощи стоякам в создании направленного закрепления или уменьшении необходимого количества стояков. Одним из таких явлений являются ознобы , которые ускоряют охлаждение определенной части формы. Существует два типа: внешний и внутренний озноб. Внешние кокили представляют собой массы материала с высокой теплоемкостью и высокой теплопроводностью, размещенные на краю формовочной полости. Внутренние кокили — это куски того же разливаемого металла, которые помещаются внутрь полости формы и становятся частью отливки. Вокруг полости стояка также можно установить изоляционные втулки и накладки, чтобы замедлить затвердевание стояка. Змеевики нагревателя также могут быть установлены вокруг полости стояка или над ней для замедления затвердевания. [ 26 ]
Усадка модельера
[ редактировать ]| Металл | Процент | дюймы/футы |
|---|---|---|
| Алюминий | 1.0–1.3 | 1 ⁄ 8 – 5 ⁄ 32 |
| Латунь | 1.5 | 3 ⁄ 16 |
| Магний | 1.0–1.3 | 1 ⁄ 8 – 5 ⁄ 32 |
| Чугун | 0.8–1.0 | 1 ⁄ 10 – 1 ⁄ 8 |
| Сталь | 1.5–2.0 | 3 ⁄ 16 – 1 ⁄ 4 |
С усадкой после затвердевания можно справиться, используя шаблон увеличенного размера, разработанный специально для используемого сплава. Правила сокращения s , или сжатия Правила используются для увеличения размеров выкроек, чтобы компенсировать этот тип усадки. [ 27 ] Эти линейки имеют припуск до 2,5%, в зависимости от отливаемого материала. [ 26 ] Эти правители в основном называются по их процентному изменению. Модель, изготовленная в соответствии с существующей деталью, будет изготавливаться следующим образом: сначала существующая деталь будет измерена с помощью стандартной линейки, затем при построении модели изготовитель модели будет использовать правило сжатия, гарантируя, что отливка сузится до размера. правильный размер.
Обратите внимание, что усадка моделиста не учитывает преобразования фазового перехода. Например, эвтектические реакции, мартенситные реакции и графитизация могут вызывать расширения или сжатия. [ 27 ]
Полость формы
[ редактировать ]Полость формы отливки не отражает точные размеры готовой детали по ряду причин. Эти изменения в полости формы известны как припуски и учитывают усадку, осадку, механическую обработку и деформацию модели. В одноразовых процессах эти припуски вводятся непосредственно в постоянную форму, но в одноразовых процессах они вводятся в модели, которые позже образуют полость формы. [ 27 ] Отметим, что для форм многоразового использования необходим допуск на изменение размеров формы из-за нагрева до рабочих температур. [ 28 ]
Для поверхностей отливки, перпендикулярных линии разъема формы, необходимо указать уклон. Это делается для того, чтобы отливку можно было высвободить в одноразовых процессах или вынуть модель из формы без разрушения формы в одноразовых процессах. Требуемый угол уклона зависит от размера и формы детали, глубины полости формы, способа извлечения детали или модели из формы, материала модели или детали, материала формы и типа процесса. Обычно осадка составляет не менее 1%. [ 27 ]
Припуск на механическую обработку сильно варьируется от одного процесса к другому. Отливки в песчаные формы обычно имеют шероховатую поверхность, поэтому требуют большего припуска на механическую обработку, тогда как литье под давлением имеет очень чистую поверхность, которая может не требовать каких-либо допусков на обработку. Кроме того, в проекте может быть предусмотрен достаточный припуск на механическую обработку. [ 28 ]
Допуск на искажение необходим только для определенных геометрических форм. Например, отливки U-образной формы будут иметь тенденцию деформироваться из-за выпирания ножек наружу, поскольку основание формы может сжиматься, пока ножки удерживаются формой. Эту проблему можно преодолеть, спроектировав полость формы так, чтобы ножка изначально была наклонена внутрь. Кроме того, длинные горизонтальные секции имеют тенденцию провисать посередине, если в них отсутствуют ребра, поэтому может потребоваться допуск на перекос. [ 28 ]
Стержни могут использоваться в процессах изготовления одноразовых форм для изготовления внутренних элементов. Сердечник может быть металлическим, но обычно его делают из песка.
Наполнение
[ редактировать ]
Этот раздел нуждается в расширении . Вы можете помочь, добавив к нему . ( февраль 2010 г. ) |
Существует несколько распространенных методов заполнения полости формы: гравитация , низкое давление , высокое давление и вакуум . [ 29 ]
Вакуумная заливка, также известная как противогравитационная заливка, более эффективна для металла, чем гравитационная заливка, поскольку в литниковой системе затвердевает меньше материала. Гравитационная разливка дает выход металла только от 15 до 50% по сравнению с 60-95% при вакуумной разливке. Также меньше турбулентности, поэтому литниковую систему можно упростить, поскольку ей не нужно контролировать турбулентность. Кроме того, поскольку металл вытягивается из-под верхней части ванны, он не содержит окалины и шлака, поскольку они имеют меньшую плотность (легче) и всплывают наверх ванны. Перепад давления помогает металлу проникать в каждую деталь формы. Наконец, можно использовать более низкие температуры, что улучшает структуру зерна. [ 29 ] Первая запатентованная машина и процесс вакуумного литья датируются 1879 годом. [ 30 ]
При заполнении под низким давлением используется давление воздуха от 5 до 15 фунтов на квадратный дюйм (от 35 до 100 кПа изб.), чтобы нагнетать жидкий металл по подающей трубке в полость формы. Это устраняет турбулентность, возникающую при гравитационном литье, и увеличивает плотность, повторяемость, допуски и однородность зерна. После затвердевания отливки давление сбрасывается, и оставшаяся жидкость возвращается в тигель, что увеличивает выход продукта. [ 31 ]
Наклонное наполнение
[ редактировать ]Заполнение под наклоном , также известное как литье под наклоном , представляет собой необычный метод заполнения, при котором тигель прикрепляется к литниковой системе, и оба медленно вращаются, так что металл попадает в полость формы с небольшой турбулентностью. Цель состоит в том, чтобы уменьшить пористость и включения за счет ограничения турбулентности. В большинстве случаев заполнение под наклоном невозможно из-за следующей проблемы: если система вращается достаточно медленно, чтобы не вызывать турбулентность, передняя часть потока металла начинает затвердевать, что приводит к сбоям в работе. Если система вращается быстрее, это вызывает турбулентность, что противоречит цели. Дюрвиль из Франции был первым, кто попробовал заброс под наклоном в 1800-х годах. Он пытался использовать его для уменьшения поверхностных дефектов при отливке монет из алюминиевой бронзы . [ 32 ]
Макроструктура
[ редактировать ]Зеренная макроструктура в слитках и большинстве отливок имеет три отдельные области или зоны: зону охлаждения, столбчатую зону и равноосную зону. На изображении ниже показаны эти зоны.
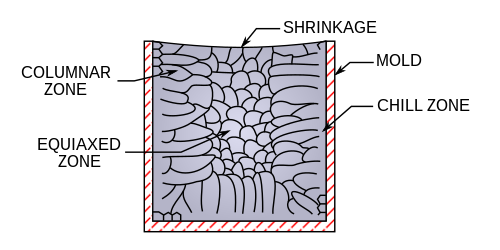
Зона охлаждения названа так потому, что она расположена у стенок формы, где стенка охлаждает материал. Здесь происходит фаза зарождения процесса затвердевания. По мере отвода большего количества тепла зерна растут к центру отливки. Это тонкие длинные столбики , перпендикулярные поверхности отливки, которые нежелательны, поскольку обладают анизотропными свойствами. Наконец, в центре равноосной зоны находятся сферические, хаотично ориентированные кристаллы. Они желательны, поскольку обладают изотропными свойствами. Созданию этой зоны можно способствовать, используя низкую температуру разливки, легирующие включения или модификаторы . [ 16 ]
Инспекция
[ редактировать ]Обычными методами контроля стальных отливок являются магнитопорошковый контроль и контроль проникающей жидкости . [ 33 ] Обычными методами контроля алюминиевых отливок являются рентгенография , ультразвуковой контроль и капиллярный контроль . [ 34 ]
Дефекты
[ редактировать ]В процессе литья можно столкнуться с рядом проблем. Основными видами являются: газовая пористость , усадочные дефекты , дефекты материала формы , дефекты разливочного металла и металлургические дефекты .
Моделирование процесса литья
[ редактировать ]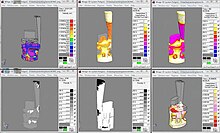
Моделирование процессов литья использует численные методы для расчета качества литых деталей с учетом заполнения формы, затвердевания и охлаждения, а также обеспечивает количественный прогноз механических свойств отливки, термических напряжений и деформации. Моделирование точно описывает качество отлитого компонента еще до начала производства. Литейная оснастка может быть спроектирована с учетом требуемых свойств компонентов. Это имеет преимущества, помимо сокращения количества отбора проб перед производством, поскольку точная компоновка всей литейной системы также приводит к экономии энергии , материалов и инструментов.
Программное обеспечение помогает пользователю при проектировании компонентов, определении технологии плавки и метода литья, а также при изготовлении моделей и форм, термообработке и отделке. Это экономит затраты на всем пути изготовления отливки.
Моделирование процесса литья изначально разрабатывалось в университетах с начала 1970-х годов , главным образом в Европе и США, и считается наиболее важной инновацией в технологии литья за последние 50 лет. С конца 1980-х годов доступны коммерческие программы, которые позволяют литейным заводам получить новое представление о том, что происходит внутри формы или штампа в процессе литья. [ 35 ]
См. также
[ редактировать ]- Орнаменты из бронзы и латуни.
- Бронзовая скульптура
- Ковка
- Литейный завод
- Герметизация пор
- Спин-литье
- Формирование распылением
- Каменная форма
Ссылки
[ редактировать ]Примечания
[ редактировать ]- ^ Дегармо, Блэк и Кохсер 2003 , стр. 277
- ^ «О литье металлов | Американское литейное общество» . Архивировано из оригинала 7 июня 2023 г. Проверено 12 января 2021 г.
- ^ Дегармо, Блэк и Кохсер 2003 , стр. 278
- ^ Шлег и др. 2003 г. , главы 2–4.
- ^ Перейти обратно: а б Калпакджян и Шмид 2006 .
- ^ Дегармо, Блэк и Кохсер 2003 , стр. 315
- ^ 10-я Международная конференция «Обработка полутвердых сплавов и композитов», под ред. Г. Хирт, А. Рассили и А. Бухриг-Полачек, Аахен, Германия, и Льеж, Бельгия, 2008 г.
- ^ «Центробежное литье» . Выдающийся инженер-инжиниринг . Архивировано из оригинала 4 октября 2022 г. Проверено 9 мая 2022 г.
- ^ Карл-Генрих Гроте; Хамид Хефази, ред. (2021). Справочник Springer по машиностроению (2-е изд.). Чам: Спрингер. ISBN 978-3-030-47035-7 . OCLC 1246246146 .
- ^ Перейти обратно: а б «Технологии непрерывного литья: горизонтальное, вертикальное вниз, вертикальное вверх – КММ | литье бронзы и латуни | вертикальное непрерывное литьё» . Архивировано из оригинала 7 марта 2021 года . Проверено 5 мая 2022 г.
- ^ Дегармо, Black & Kohser 2003 , стр. 278–279.
- ^ Дегармо, Black & Kohser 2003 , стр. 279–280.
- ^ Перейти обратно: а б Дегармо, Блэк и Кохсер 2003 , с. 280
- ^ Дегармо, Black & Kohser 2003 , стр. 280–281.
- ^ Дегармо, Блэк и Кохсер 2003 , стр. 281
- ^ Перейти обратно: а б Дегармо, Блэк и Кохсер 2003 , с. 282
- ^ Перейти обратно: а б Дегармо, Блэк и Кохсер 2003 , с. 284
- ^ Перейти обратно: а б Дегармо, Блэк и Кохсер 2003 , с. 285
- ^ Перейти обратно: а б Дегармо, Блэк и Кохсер 2003 , с. 287
- ^ Дегармо, Black & Kohser 2003 , стр. 285–286.
- ^ Перейти обратно: а б с Дегармо, Блэк и Кохсер 2003 , с. 286
- ^ Стефанеску 2008 , стр. 66.
- ^ Перейти обратно: а б с Стефанеску 2008 , стр. 67.
- ^ Портер, Дэвид А.; Истерлинг, К.Е. (2000), Фазовые превращения в металлах и сплавах (2-е изд.), CRC Press, с. 236, ISBN 978-0-7487-5741-1 .
- ^ Дегармо, Блэк и Кохсер 2003 , стр. 286–288.
- ^ Перейти обратно: а б Дегармо, Блэк и Кохсер 2003 , с. 288
- ^ Перейти обратно: а б с д и Дегармо, Блэк и Кохсер 2003 , с. 289
- ^ Перейти обратно: а б с Дегармо, Блэк и Кохсер 2003 , с. 290
- ^ Перейти обратно: а б Дегармо, Блэк и Кохсер, 2003 , стр. 319–320.
- ^ Институт железа и стали (1912), Журнал Института железа и стали , вып. 86, Институт чугуна и стали, с. 547.
- ^ Леско, Джим (2007), Промышленный дизайн (2-е изд.), John Wiley and Sons, с. 39, ISBN 978-0-470-05538-0 .
- ^ Кэмпбелл, Джон (2004), Практика кастинга: 10 правил кастинга , Баттерворт-Хайнеманн, стр. 69–71, ISBN. 978-0-7506-4791-5 .
- ^ Блэр и Стивенс 1995 , с. 4-6.
- ^ Кисселл и Ферри 2002 , с. 73.
- ^ Н. Хансен; Эрвин Флендер; Йорг К. Штурм (апрель 2010 г.). «Тридцать лет моделирования процесса литья». Международный журнал металлообработки . 4 (2): 7–23. дои : 10.1007/BF03355463 .
Библиография
[ редактировать ]- Блэр, Малькольм; Стивенс, Томас Л. (1995), Справочник по стальному литью (6-е изд.), ASM International, ISBN 978-0-87170-556-3 .
- Дегармо, Э. Пол; Блэк, Джей Т.; Кохсер, Рональд А. (2003), Материалы и процессы в производстве (9-е изд.), Wiley, ISBN 0-471-65653-4 .
- Калпакджян, Серопа; Шмид, Стивен (2006), Промышленная инженерия и технологии (5-е изд.), Пирсон, ISBN 0-13-148965-8 .
- Кисселл, Дж. Рэндольф; Ферри, Роберт Л. (2002), Алюминиевые конструкции: руководство по их характеристикам и конструкции (2-е изд.), John Wiley and Sons, ISBN 978-0-471-01965-7 .
- Шлег, Фредерик П.; Колофф, Фредерик Х.; Сильвия, Дж. Герин; Американское литейное общество (2003), Технология литья металлов , Американское литейное общество, ISBN 978-0-87433-257-5 .
- Стефанеску, Дору Майкл (2008), Наука и техника затвердевания отливок (2-е изд.), Springer, ISBN 978-0-387-74609-8 .
- Рави, Б. (2010), Литье металла: компьютерное проектирование и анализ (1-е изд.), PHI, ISBN 978-81-203-2726-9 .