Двойной шов
Эта статья нуждается в дополнительных цитатах для проверки . ( октябрь 2012 г. ) |
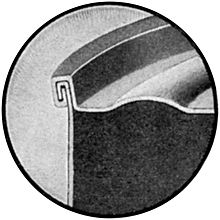
Двойной шов — это консервной процесс консервирования банки путем механического соединения корпуса банки и ее торца (или крышки).
Первоначально крышка банки припаивалась или приваривалась к корпусу банки после ее наполнения. [1] Однако это привело к появлению множества проблем, таких как посторонние примеси (включая свинец и другие вредные тяжелые металлы). Двойной шов позже был разработан как более дешевая и безопасная альтернатива и быстро заменил сварной шов.
Двойной шов выполняется с помощью двойной закаточной машины , которая может иметь одну или несколько головок или закаточных станций. Двойной шов образуется путем механического соединения пяти слоев материала: трех слоев торца банки и двух слоев корпуса банки. Каждая закаточная головка обычно состоит из двух валков: первого рабочего валка, второго рабочего валка и патрона . Некоторые закаточные машины имеют два первых рабочих валка и два вторых рабочих валка, а некоторые машины используют метод, называемый «склеивание рельсов», который не требует использования валков. Во время операции закатки конец банки опускается на заполненный корпус банки и удерживается патроном, который действует как наковальня во время операции закатки. Затем первый рабочий ролик прижимает конец банки к корпусу банки, тем самым загибая концевой завиток вокруг фланца корпуса. В некоторых закаточных машинах это происходит при вращении банки на высокой скорости. В других закаточных машинах банка неподвижна, а первый рабочий валок (или валки) вращается несколько раз, чтобы обеспечить завершение первой операции. После завершения первой операции первый рабочий валок отделяется от банки, а затем второй рабочий валок входит в зацепление с банкой. Цель второй операции – придать двойному шву окончательную форму и устранить пустоты между слоями банки и торцевым материалом. На практике прогладить весь материал банки и торца двойным швом, не оставив при этом пустот, невозможно без использования герметика.
Дефекты
[ редактировать ]
Производство высококачественного двойного шва зависит от нескольких факторов, включая соответствие установленным характеристикам банки и торца, качество используемого закаточного инструмента и его соответствие используемой банке и торцу, состояние закаточной машины и настройка закаточных валков, давления подъемника и других компонентов. Если оборудование настроено правильно и поступающие материалы (банки, наконечники, инструменты и т. д.) соответствуют заданным характеристикам, результат должен быть [2] идеальные швы первой и второй операций.
Проблема с любым из этих и других факторов может способствовать появлению дефектов швов, которые отрицательно влияют на способность банки противостоять посторонним загрязнениям и предотвращать утечку продукта или сокращать срок его хранения. Ниже приведен список, который можно использовать в качестве справочного материала. [3]
- Провисание обложки . Провисание — это гладкий выступ двойного шва ниже нижней части обычного шва. Провисание может произойти в любой точке двойного шва.
- Cover Vee - «Vee» или «губы» представляют собой выступы двойного шва под нижней частью обычного шва, напоминающие V-образную форму. Обычно крючок чехла не перекрывается с крючком корпуса, и эти дефекты обычно возникают на небольших участках шва.
- Надрез . «Перерез» — это дефект шва, при котором верхняя часть внутренней части шва стала достаточно острой, чтобы сломать металл. Как и в определении «острый шов», это состояние обычно возникает на стыке бокового шва контейнера, состоящего из трех частей.
- Мертвая головка . Мертвая головка или вращатель (также называемый планками или полозьями) представляет собой неполный шов, вызванный вращением патрона в зенковке во время операции закатки.
- Ложный шов . «Ложный шов» — это шов или часть шва, которая полностью расстегнута и в которой сложенный крючок чехла прижимается к сложенному крючку корпуса. Ложный шов не всегда выявляется при внешнем осмотре.
- Сбитый фланец . Сбитый фланец является критическим дефектом шва и возникает, когда крючки крышки и корпуса не сцепляются из-за изогнутого фланца банки перед двойным швом.
- Крюк с длинным телом . Крюк с длинным телом — это состояние, при котором крюк с длинным телом приближается к максимально рекомендуемой спецификации или превышает ее.
- Длинный крючок для чехла . Длинный крючок для чехла — это состояние, при котором длина крючка для чехла приближается к рекомендуемым нормам или превышает их.
- Ослабленный шов при первой эксплуатации . Ослабленные швы при первой эксплуатации могут не позволить достаточно подвернуть завиток чехла для образования достаточного количества крючка чехла и перекрытия в готовом шве.
- Складки, складки и шпоры . Складка — это складка на крючке чехла, которая простирается от срезанного края вниз по направлению к радиусу крючка чехла, а иногда и ниже этого радиуса, образуя острую V-образную форму или форму шпоры. Складка — это состояние, промежуточное между обратной складкой и складкой, при котором крючок чехла на срезанном крае локально деформируется вниз, но фактически не складывается. Шпора – это локализованная неровность, характеризующаяся резким выступом в нижней части двойного шва. Обычно это сопровождается складкой или V-образным вырезом на крючке чехла.
- Выпуклости шва . Выпуклости шва представляют собой относительно короткую область двойного шва, где толщина шва внезапно увеличивается на 0,004 дюйма (0,1 мм) или более. Они преимущественно встречаются на сварных и состоящих из двух частей банках с длинными крючками на корпусе и обычно заметны. на конце наполнителя банки, когда температура горячего розлива превышает 185 градусов (по Фаренгейту). Радиус крючка крышки может оторваться от стенки корпуса.
- Острый шов . Острый шов — это состояние, при котором шов имеет острый край и/или радиус на верхнем внутреннем крае стенки зенковки. Резкость является условным дефектом и должна оцениваться по степени (небольшая или острая). Небольшое состояние необходимо тщательно отслеживать и исправлять как можно скорее. Если этот дефект не устранить, он может привести к порезам.
- Крюк с коротким корпусом . Крюк с коротким корпусом — это состояние, при котором крюк с коротким корпусом не соответствует минимальным требуемым характеристикам.
- Короткий крючок для чехла . Короткий крючок для чехла — это состояние, при котором крючок для чехла не соответствует минимальным рекомендуемым характеристикам.
- Подпружиненный шов . Подпружиненный шов — это состояние, при котором шов отрывается от стенки тела. В крайнем случае шов оттягивают от стенки корпуса по всему периметру банки.
- Плотный первый рабочий шов . Плотные первые рабочие швы могут создать плоскость в нижней части первого рабочего шва по всей его длине. Крючок для чехла также можно превратить в крючок для корпуса. Слишком тугие швы при первой эксплуатации приводят к образованию дополнительных складок на крючке чехла.
Правительственные постановления
[ редактировать ]В США производство и качество двойных швов регулируется Министерством здравоохранения и социальных служб США — Управлением по контролю за продуктами и лекарствами (FDA) и Министерством сельского хозяйства (USDA). Ответственность завода перед государством зависит от того, какой продукт консервируется. FDA регулирует все компоненты консервирования пищевых продуктов с низким содержанием кислоты, включая обращение с пустыми контейнерами, стеклянными, металлическими и пластиковыми контейнерами. Правила FDA требуют, чтобы по крайней мере одна банка с двойным швом на каждую закаточную машину подвергалась визуальному осмотру каждые 30 минут. Кроме того, одну банку на линию необходимо разрезать и проверять с помощью микрометра или шовоскопа, который проецирует увеличенное изображение шва, по крайней мере, каждые четыре часа. [4] Министерство сельского хозяйства США регулирует консервирование продуктов животного происхождения. [5] Кроме того, для осмотра шва можно использовать рентгеновские лучи в рамках визуального осмотра.
Ссылки
[ редактировать ]- ^ «Полная история банки» . Институт производителей банок . Проверено 10 октября 2012 г.
- ^ «Идеальная первая и вторая операция двойного шва» (PDF) . Береговое упаковочное и технологическое оборудование . Архивировано (PDF) из оригинала 28 ноября 2020 г.
- ^ «Двойные дефекты шва» . Береговая линия ЦБК . Проверено 11 октября 2012 г.
- ^ «FDA США - Руководство по проверкам производителей консервов с низким содержанием кислоты: Часть 3» . Управление по контролю за продуктами и лекарствами США . Проверено 17 октября 2012 г.
- ^ «Министерство сельского хозяйства США — 9 CFR 381.301 — Контейнеры и укупорочные средства» (PDF) . Министерство сельского хозяйства США . Проверено 17 октября 2012 г.
Дальнейшее чтение
[ редактировать ]- Ям, КЛ, «Энциклопедия упаковочных технологий», John Wiley & Sons, 2009 г., ISBN 978-0-470-08704-6
Внешние ссылки
[ редактировать ]- Видео American Can Co, 1956 год: «Чудо банки» (начало = 23 минуты 49 секунд) — видеообъяснение конструкции двойного шва.
- Измерение двойного шва и калькулятор перекрытия.