Высечка (паутина)
Эта статья нуждается в дополнительных цитатах для проверки . ( ноябрь 2009 г. ) |

Высечка — это общий процесс использования матрицы для резки полотен низкой прочности, таких как резина , волокно , фольга , ткань , бумага , гофрированный картон , ДСП , картон , пластмассы , самоклеящиеся ленты , пенопласт и листы. металл . В металлообрабатывающей и кожевенной промышленности этот процесс известен как щелканье , а машину можно назвать щелкающей машиной . [1] [2] Когда используется штамповка или машина для выдавливания , этот процесс известен как выдавливание . [1] [3] Обычно с использованием этого процесса производятся изделия, включая прокладки , [4] этикетки , жетоны, коробки из гофрокартона и конверты .
Высечка началась как процесс резки кожи для обувной промышленности в середине 19 века. [5] Сейчас он достаточно сложен, чтобы прорезать всего один слой ламината , поэтому теперь его используют на этикетках, почтовых марках и других наклейках ; этот тип высечки известен как поцелуй разрезает . [6]
Высечку можно производить как на планшетных , так и на ротационных прессах . Ротационная высечка часто выполняется одновременно с печатью . Основное различие между ротационной высечкой и планшетной высечкой заключается в том, что планшетная высечка не такая быстрая, но инструменты дешевле. Этот процесс подходит для небольших производственных циклов, где не так легко покрыть дополнительные затраты на ротационную матрицу.
Ротационная высечка
[ редактировать ]Ротационная высечка — это высечка с использованием цилиндрической матрицы на ротационном прессе, известная как ротационная высечка или RDC. Длинный лист или полотно материала подается через пресс в зону, известную как «станция», где находится вращающийся инструмент, который будет вырезать фигуры, делать перфорации или складки или даже разрезать лист или полотно на более мелкие части. Ряд шестерен заставит матрицу вращаться с той же скоростью, что и остальная часть печатной машины, гарантируя, что любые надрезы, которые матрица делает, совпадают с печатью на материале. Машины, используемые для этого процесса, могут включать в себя несколько «станций», которые вырезают из материала определенную форму. На каждой из этих станций находится один или несколько таких инструментов с приводом или печатных цилиндров, а некоторые машины используют автоматическую регистрацию глаз, чтобы убедиться, что разрезы и/или печать совпадают друг с другом, когда требуются более низкие допуски.
Штампы, используемые при ротационной высечке, представляют собой цельные гравированные штампы, регулируемые штампы или инструменты с магнитными пластинами. Гравированные штампы имеют гораздо более высокий допуск и изготавливаются из цельного стального прутка, обычно изготавливаемого из инструментальной стали. Регулируемые штампы имеют съемные лезвия, которые можно легко заменить другими лезвиями либо из-за износа, либо для резки другого материала, в то время как инструменты с магнитными пластинами имеют цилиндр, в который помещены магниты, а металлическая пластина с гравировкой прикреплена или обернута вокруг лезвия. базовый цилиндр удерживается на нем силой магнитов.
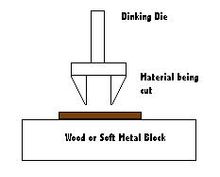
Динкинг
[ редактировать ]Динкинг – это производственный процесс. При динкинге используются специальные штампы, называемые динкинг-матрицами, которые представляют собой полые фрезы. Края матриц обычно скошены примерно на 20° и заточены. Материал протыкается в брусок из дерева или мягкого металла, чтобы края не затупились. [7] Матрица может быть впрессована в материал с помощью молотка или механического пресса. [4] [8]
См. также
[ редактировать ]Ссылки
[ редактировать ]- ^ Jump up to: а б Дэвис, Джозеф Р. (1992), словарь по инженерии материалов ASM , ASM International, стр. 116, ISBN 978-0-87170-447-4 .
- ^ Аллен, Фредерик Джеймс (1922), Обувная промышленность , Холт, с. 144.
- ^ Беринс, Майкл Л.; Общество индустрии пластмасс (1991), Справочник SPI по инженерии пластмасс Общества промышленности пластмасс, Inc (5-е изд.), Springer, стр. 688, ISBN 978-0-412-99181-3 .
- ^ Jump up to: а б Основы производства Филип Д. Руф, 2001 г.
- ^ «Архивная копия» (PDF) . Архивировано из оригинала (PDF) 25 марта 2012 г. Проверено 15 июня 2011 г.
{{cite web}}: CS1 maint: архивная копия в заголовке ( ссылка ) - ^ Эмброуз, Гэвин; Харрис, Пол (1 апреля 2008 г.). Руководство по производству: Справочник по графическому дизайну . Издательство АВА. ISBN 9782940373635 . Проверено 25 апреля 2018 г. - через Google Книги.
- ^ Справочник американских машинистов и словарь цеховых терминов Фреда Х. Колвина и Фрэнка А. Стэнли, 1914 г.
- ^ Дегармо, Блэк и Кохсер 2003 , стр. 428.
Библиография
[ редактировать ]- Дегармо, Э. Пол; Блэк, Джей Т.; Кохсер, Рональд А. (2003), Материалы и процессы в производстве (9-е изд.), Wiley, ISBN 0-471-65653-4 .