Сварка

Сварка — это производственный процесс, который соединяет материалы, обычно металлы или термопласты , в первую очередь с помощью высокой температуры, чтобы расплавить детали вместе и дать им остыть, вызывая плавление . Общие альтернативные методы включают сварку растворителем (термопластиков) с использованием химикатов для плавления склеиваемых материалов без нагрева, а также процессы сварки в твердом состоянии, которые соединяются без плавления, такие как давление, холодная сварка и диффузионная сварка .
Сварка металлов отличается от методов соединения при более низких температурах, таких как пайка твердым припоем и пайка , которые не плавят основной металл (основной металл) и вместо этого требуют подачи присадочного металла для упрочнения соединений.
Помимо плавления основного металла при сварке, в соединение обычно добавляется присадочный материал, чтобы сформировать ванну расплавленного материала ( сварочная ванна ), которая охлаждается, образуя соединение, которое может быть прочнее, чем основной материал. Сварка также требует наличия защитного экрана для защиты присадочных металлов или расплавленных металлов от загрязнения или окисления .
Для сварки можно использовать множество различных источников энергии, в том числе газовое пламя (химическое), электрическую дугу (электрическое), лазер , электронный луч , трение и ультразвук . Хотя сварка часто является промышленным процессом, она может выполняться в самых разных средах, в том числе на открытом воздухе, под водой и в космическом пространстве . Сварка является опасным занятием, поэтому необходимо принять меры предосторожности, чтобы избежать ожогов , поражения электрическим током , повреждения зрения, вдыхания ядовитых газов и паров, а также воздействия интенсивного ультрафиолетового излучения .
До конца XIX века единственным способом сварки была кузнечная сварка , которую кузнецы тысячелетиями использовали для соединения железа и стали путем нагревания и ковки. Дуговая сварка и кислородно-топливная сварка были одними из первых процессов, разработанных в конце века, а электроконтактная сварка вскоре за ними последовала . Сварочные технологии быстро развивались в начале 20-го века, поскольку мировые войны вызвали спрос на надежные и недорогие методы соединения. После войн было разработано несколько современных методов сварки, в том числе ручные методы, такие как дуговая сварка в защитной среде , которая сейчас является одним из самых популярных методов сварки, а также полуавтоматические и автоматические процессы, такие как газовая дуговая сварка , сварка под флюсом , флюсовая сварка. Сварка порошковая и электрошлаковая . Развитие продолжилось с изобретением лазерной сварки , электронно-лучевой сварки , магнитно-импульсной сварки и сварки трением с перемешиванием во второй половине века. Сегодня, когда наука продолжает развиваться, Роботизированная сварка является обычным явлением в промышленности, и исследователи продолжают разрабатывать новые методы сварки и лучше понимать качество сварных швов. [ 1 ]
Этимология
[ редактировать ]Термин «сварка» происходит от среднеанглийского глагола well ( wæll ; множественное число/настоящее время: wælle ) или welling ( wællen ), что означает «нагревать» (до максимально возможной температуры); 'довести до кипения'. прошедшего времени Современное слово, вероятно, произошло от причастия welled ( wællende ), с добавлением для этой цели буквы d , распространенной в германских языках англов и саксов . Впервые оно было записано на английском языке в 1590 году. В переводе христианской Библии на английский язык, сделанном Джоном Уиклифом в четырнадцатом веке , Исайя 2:4 переводится как « ...thei shul bete togidere his swerdes in a los... » (они разделят свои мечи на орала). В версии 1590 года это было изменено на « ...thei shullen welle togidere her swerdes in-to scharris... » (они должны сварить свои мечи в орала), что позволяет предположить, что именно это использование слова, вероятно, когда-то стало популярным в английском языке. между этими периодами. [ 2 ]
Староанглийское слово, обозначающее сварочный аппарат, было samod («соединять вместе») или samodwellung («собирать вместе горячим»). [ 3 ]
Это слово связано со старошведским словом valla , означающим «кипятить», которое может относиться к соединению металлов, например, valla järn (буквально «кипятить железо»). Швеция была крупным экспортером железа в Средние века , поэтому это слово, возможно, пришло в английский язык благодаря шведской торговле железом или могло быть импортировано с тысячами поселений викингов , которые прибыли в Англию до и во время эпохи викингов , поскольку более чем половина наиболее распространенных в повседневном использовании английских слов имеет скандинавское происхождение. [ 4 ] [ 5 ]
История
[ редактировать ]
История соединения металлов насчитывает несколько тысячелетий. Самые ранние примеры этого относятся к бронзовому и железному векам в Европе и на Ближнем Востоке . Древнегреческий историк Геродот утверждает в «Истории V века до нашей эры», что Главк Хиосский «был человеком, который в одиночку изобрел сварку железа». [ 6 ] Кузнечная сварка использовалась при строительстве Железной колонны Дели , возведенной в Дели , Индия, около 310 г. н. э. и весом 5,4 метрических тонны . [ 7 ]
Средние века принесли успехи в кузнечной сварке , при которой кузнецы многократно били нагретый металл до тех пор, пока не возникло соединение. В 1540 году Ванноччо Бирингуччо опубликовал книгу «De la pirotechnia» , включающую описания операции ковки. [ 8 ] Мастера эпохи Возрождения обладали навыками в этом процессе, и промышленность продолжала расти в течение следующих столетий. [ 8 ]
В 1800 году сэр Хамфри Дэви открыл короткоимпульсную электрическую дугу и представил свои результаты в 1801 году. [ 9 ] [ 10 ] [ 11 ] В 1802 году русский учёный Василий Петров создал непрерывную электрическую дугу. [ 11 ] [ 12 ] [ 13 ] и впоследствии опубликовал в 1803 г. «Известия о гальвано-вольтаических опытах», в которых описал опыты, проведенные в 1802 г. Большое значение в этой работе имело описание устойчивого дугового разряда и указание на возможность его использования для многих применений, в том числе плавят металлы. [ 14 ] В 1808 году Дэви, не знавший о работах Петрова, заново открыл непрерывную электрическую дугу. [ 10 ] [ 11 ] В 1881–82 изобретатели Николай Бенардос (русский) и Станислав Ольшевский (польский). [ 15 ] создал первый метод электродуговой сварки, известный как угольно-дуговая сварка, с использованием угольных электродов. Развитие дуговой сварки продолжилось с изобретением металлических электродов в конце 1800-х годов россиянином Николаем Славяновым (1888 г.) и американцем К. Л. Коффином (1890 г.). металлический электрод с покрытием Около 1900 года А.П. Строменгер выпустил в Великобритании , который давал более стабильную дугу. В 1905 году русский учёный Владимир Миткевич предложил использовать для сварки трёхфазную электрическую дугу. Сварка переменным током была изобретена К. Дж. Холслагом в 1919 году, но не стала популярной еще десять лет. [ 16 ]
Контактная сварка также была разработана в последние десятилетия XIX века: первые патенты были получены Элиху Томсоном в 1885 году, который добился дальнейших успехов в течение следующих 15 лет. Термитная сварка была изобретена в 1893 году, и примерно в это же время другой процесс — кислородно-топливная сварка получил распространение . Ацетилен был открыт в 1836 году Эдмундом Дэви , но его использование в сварке было непрактично до примерно 1900 года, когда подходящая горелка . была разработана [ 17 ] Сначала кислородно-топливная сварка была одним из наиболее популярных методов сварки из-за ее портативности и относительно низкой стоимости. Однако по мере развития 20-го века он утратил популярность для промышленного применения. Она была в значительной степени заменена дуговой сваркой, поскольку успехи в области металлических покрытий (известных как флюс ). были достигнуты [ 18 ] Флюс, покрывающий электрод, в первую очередь защищает основной материал от примесей, но также стабилизирует дугу и может добавлять в металл сварного шва легирующие компоненты. [ 19 ]

Первая мировая война вызвала резкий всплеск использования сварки: различные военные державы пытались определить, какой из нескольких новых процессов сварки будет лучшим. Британцы в основном использовали дуговую сварку и даже построили корабль «Фуллагар» с полностью сварным корпусом. [ 20 ] [ 21 ] : 142 Дуговая сварка впервые была применена к самолетам во время войны, поскольку с использованием этой технологии были построены фюзеляжи некоторых немецких самолетов. [ 22 ] Также заслуживает внимания первый в мире сварной автомобильный мост Мауржице в Польше (1928 г.). [ 23 ]

В 1920-е годы были достигнуты значительные успехи в технологии сварки, в том числе в 1920 году была введена автоматическая сварка, при которой электродная проволока подавалась непрерывно. Защитный газ стал предметом пристального внимания, поскольку ученые пытались защитить сварные швы от воздействия кислорода и азота в атмосфере. Пористость и хрупкость были основными проблемами, и предложенные решения включали использование водорода , аргона и гелия в качестве сварочной атмосферы. [ 24 ] В течение следующего десятилетия дальнейшие достижения позволили сваривать химически активные металлы, такие как алюминий и магний . Это в сочетании с разработками в области автоматической сварки, переменного тока и флюсов способствовало значительному расширению дуговой сварки в 1930-х годах, а затем во время Второй мировой войны. [ 25 ] В 1930 году было спущено на воду первое цельносварное торговое судно M/S Carolinian .

В середине века было изобретено множество новых методов сварки. В 1930 году Кайл Тейлор отвечал за выпуск приварных шпилек , которые вскоре стали популярны в судостроении и строительстве. Сварка под флюсом была изобретена в том же году и продолжает пользоваться популярностью по сей день. В 1932 году россиянин Константин Хренов впервые применил подводную электродуговую сварку. Газовая вольфрамовая дуговая сварка , после десятилетий разработок, была окончательно усовершенствована в 1941 году, а в 1948 году последовала газовая дуговая сварка металлов, позволяющая быстро сваривать цветные материалы , но требующая дорогих защитных газов. Дуговая сварка в среде защитного металла была разработана в 1950-х годах с использованием плавящегося электрода, покрытого флюсом, и быстро стала самым популярным процессом дуговой сварки металлом. В 1957 году дебютировал процесс дуговой сварки порошковой проволокой, в котором самозащитный проволочный электрод можно было использовать с автоматическим оборудованием, что привело к значительному увеличению скорости сварки, и в том же году появилась плазменная дуговая сварка. был изобретен Робертом Гейджем. Электрошлаковая сварка была внедрена в 1958 году, а в 1961 году за ней последовала ее родственница, электрогазовая сварка . [ 26 ] В 1953 году советский учёный Н. Ф. Казаков предложил метод диффузионной сварки . [ 27 ]
Другие недавние разработки в области сварки включают прорыв в 1958 году в области электронно-лучевой сварки, сделавший возможной глубокую и узкую сварку с помощью концентрированного источника тепла. После изобретения лазера в 1960 году лазерная сварка дебютировала несколько десятилетий спустя и оказалась особенно полезной при высокоскоростной автоматизированной сварке. Магнитно-импульсная сварка (MPW) используется в промышленности с 1967 года. Сварка трением с перемешиванием была изобретена в 1991 году Уэйном Томасом из Института сварки (TWI, Великобритания) и нашла высококачественное применение во всем мире. [ 28 ] Все эти четыре новых процесса по-прежнему остаются достаточно дорогими из-за высокой стоимости необходимого оборудования, что ограничивает их применение. [ 29 ]
Процессы
[ редактировать ]Газовая сварка
[ редактировать ]Наиболее распространенным процессом газовой сварки является кислородно-топливная сварка. [ 18 ] также известная как кислородно-ацетиленовая сварка. Это один из старейших и наиболее универсальных процессов сварки, но в последние годы он стал менее популярным в промышленности. Его до сих пор широко используют для сварки труб и трубок, а также в ремонтных работах. [ 18 ]
Оборудование относительно недорогое и простое, обычно в нем используется сжигание ацетилена в кислороде для получения температуры сварочного пламени около 3100 ° C (5600 ° F). [ 18 ] Пламя, поскольку оно менее концентрированное, чем электрическая дуга, вызывает более медленное охлаждение сварного шва, что может привести к большим остаточным напряжениям и деформации сварного шва, хотя и облегчает сварку высоколегированных сталей. Похожий процесс, обычно называемый кислородно-кислородной резкой, используется для резки металлов. [ 18 ]
Дуговая сварка
[ редактировать ]В этих процессах используется источник сварочного тока для создания и поддержания электрической дуги между электродом и основным материалом для плавления металлов в точке сварки. Они могут использовать либо постоянный ток (DC), либо переменный ток (AC), а также расходуемые или неплавящиеся электроды . Область сварки иногда защищается каким-либо инертным или полуинертным газом , известным как защитный газ, а иногда также используется присадочный материал. [ 30 ]
Процессы дуговой сварки
[ редактировать ]Одним из наиболее распространенных видов дуговой сварки является дуговая сварка в защитной среде (SMAW); [ 31 ] она также известна как ручная дуговая сварка (MMAW) или контактная сварка. Электрический ток используется для зажигания дуги между основным материалом и стержнем плавящегося электрода, который изготовлен из присадочного материала (типичная сталь) и покрыт флюсом, защищающим зону сварного шва от окисления и загрязнения за счет выделения углекислого газа (СО 2 ). газ в процессе сварки. Сам сердечник электрода действует как наполнитель, поэтому отдельный наполнитель не нужен. [ 31 ]

Этот процесс универсален и может выполняться с использованием относительно недорогого оборудования, что делает его хорошо подходящим для работы в магазинах и на местах. [ 31 ] [ 32 ] Оператор может стать достаточно квалифицированным после небольшого обучения и достичь мастерства с опытом. Время сварки довольно медленное, поскольку плавящиеся электроды необходимо часто заменять, а шлак, остатки флюса, необходимо удалять после сварки. [ 31 ] Кроме того, этот процесс обычно ограничивается сваркой черных металлов, хотя специальные электроды позволяют сваривать чугун , нержавеющую сталь, алюминий и другие металлы. [ 32 ]
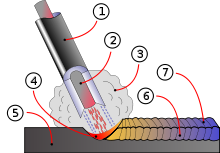
- Покрытие Поток
- Стержень
- Щитовой газ
- Слияние
- Основной металл
- Сварной металл
- Затвердевший шлак
Газовая дуговая сварка металлом (GMAW), также известная как сварка металла в инертном газе или сварка MIG, представляет собой полуавтоматический или автоматический процесс, в котором в качестве электрода используется непрерывная подача проволоки и смесь инертных или полуинертных газов для защиты сварного шва от загрязнения. . Поскольку электрод сплошной, скорость сварки при GMAW выше, чем при SMAW. [ 33 ]
В родственном процессе, дуговой сварке порошковой проволокой (FCAW), используется аналогичное оборудование, но используется проволока, состоящая из стального электрода, окружающего порошковый наполнитель. Эта порошковая проволока дороже, чем стандартная сплошная проволока, и может выделять пары и/или шлак, но обеспечивает еще более высокую скорость сварки и большее проваривание металла. [ 34 ]
Газовая вольфрамовая дуговая сварка (GTAW) или сварка вольфрамовым инертным газом (TIG) — это ручной процесс сварки, в котором используется неплавящийся вольфрамовый электрод, смесь инертных или полуинертных газов и отдельный присадочный материал. [ 35 ] Этот метод особенно полезен для сварки тонких материалов. Он характеризуется стабильной дугой и высококачественными сварными швами, но требует значительных навыков оператора и может осуществляться только на относительно низких скоростях. [ 35 ]
GTAW можно использовать практически для всех свариваемых металлов, хотя чаще всего его применяют для нержавеющей стали и легких металлов. Его часто используют, когда качество сварных швов чрезвычайно важно, например, в велосипедах , самолетах и военно-морских силах. [ 35 ] В родственном процессе, плазменно-дуговой сварке, также используется вольфрамовый электрод, но для создания дуги используется плазменный газ. Дуга более концентрированная, чем дуга GTAW, что делает поперечный контроль более важным и, таким образом, обычно ограничивает метод механизированным процессом. Благодаря стабильному току этот метод можно использовать в более широком диапазоне толщин материала, чем процесс GTAW, и он выполняется намного быстрее. Его можно применять ко всем тем же материалам, что и GTAW, за исключением магния, а автоматическая сварка нержавеющей стали является одним из важных применений этого процесса. Разновидностью этого процесса является плазменная резка , эффективный процесс резки стали. [ 36 ]
Сварка под флюсом (SAW) — это высокопроизводительный метод сварки, при котором дуга зажигается под покровным слоем флюса. Это повышает качество дуги, поскольку поток загрязняющих веществ в атмосфере блокируется. Шлак, образующийся на сварном шве, обычно удаляется сам по себе, а в сочетании с использованием непрерывной подачи проволоки скорость наплавки высока. Условия труда значительно улучшаются по сравнению с другими процессами дуговой сварки, поскольку флюс скрывает дугу и практически не образуется дым. Этот процесс широко используется в промышленности, особенно для крупногабаритных изделий и при производстве сварных сосудов под давлением. [ 37 ] Другие процессы дуговой сварки включают атомно-водородную сварку , электрошлаковую сварку (ЭШС), электрогазовую сварку и дуговую сварку шпилек . [ 38 ] ESW — это высокопроизводительный однопроходный процесс сварки материалов толщиной от 1 дюйма (25 мм) до 12 дюймов (300 мм) в вертикальном или близком к вертикальному положении.
Источники питания для дуговой сварки
[ редактировать ]Для подачи электроэнергии, необходимой для процессов дуговой сварки, можно использовать различные источники питания. Наиболее распространенными источниками сварочного питания являются постоянного тока источники постоянного напряжения и источники . При дуговой сварке длина дуги напрямую зависит от напряжения, а количество подводимого тепла — от тока. Источники питания постоянного тока чаще всего используются для процессов ручной сварки, таких как газовая вольфрамовая дуговая сварка и дуговая сварка защитным металлом, поскольку они поддерживают относительно постоянный ток даже при изменении напряжения. Это важно, поскольку при ручной сварке может быть сложно удерживать электрод совершенно устойчиво, и в результате длина дуги и, следовательно, напряжение имеют тенденцию колебаться. Источники питания постоянного напряжения поддерживают постоянное напряжение и изменяют ток и, как следствие, чаще всего используются для автоматизированных сварочных процессов, таких как газовая дуговая сварка, дуговая сварка порошковой проволокой и дуговая сварка под флюсом. В этих процессах длина дуги поддерживается постоянной, поскольку любое колебание расстояния между проволокой и основным материалом быстро компенсируется большим изменением тока. Например, если проволока и основной материал окажутся слишком близко, ток будет быстро увеличиваться, что, в свою очередь, приведет к увеличению нагрева и плавлению кончика проволоки, возвращая его на исходное расстояние разделения. [ 39 ]
Тип используемого тока играет важную роль при дуговой сварке. В процессах плавящимся электродом, таких как дуговая сварка защитным металлом и газовая дуговая сварка, обычно используется постоянный ток, но электрод может заряжаться как положительно, так и отрицательно. При сварке положительно заряженный анод будет иметь большую концентрацию тепла, и в результате изменение полярности электрода влияет на свойства сварного шва. Если электрод заряжен положительно, основной металл будет горячее, что приведет к увеличению провара и скорости сварки. Альтернативно, отрицательно заряженный электрод приводит к более мелким сварным швам. [ 40 ] В процессах неплавящимся электродом, таких как газовая вольфрамовая дуговая сварка, может использоваться как постоянный, так и переменный ток. Однако при использовании постоянного тока, поскольку электрод только создает дугу и не подает присадочный материал, положительно заряженный электрод вызывает неглубокие сварные швы, а отрицательно заряженный электрод создает более глубокие сварные швы. [ 41 ] Переменный ток быстро перемещается между ними, что приводит к образованию сварных швов со средней проплавляемостью. Один из недостатков переменного тока, тот факт, что дуга должна повторно зажигаться после каждого перехода через ноль, был устранен с помощью изобретения специальных блоков питания, которые создают прямоугольную волну вместо обычной синусоидальной волны , что делает возможным быстрое пересечение нуля и сводит к минимуму последствия проблемы. [ 42 ]
Контактная сварка
[ редактировать ]Контактная сварка предполагает выработку тепла путем пропускания тока через сопротивление, возникающее в результате контакта между двумя или более металлическими поверхностями. Небольшие лужи расплавленного металла образуются в зоне сварного шва, когда сильный ток (1000–100 000 А ). через металл проходит [ 43 ] В целом методы контактной сварки эффективны и вызывают небольшое загрязнение, но их применение несколько ограничено, а стоимость оборудования может быть высокой. [ 43 ]

Точечная сварка — популярный метод контактной сварки, используемый для соединения металлических листов толщиной до 3 мм внахлест. [ 43 ] Два электрода одновременно используются для скрепления металлических листов и пропускания тока через листы. Преимущества метода включают эффективное использование энергии , ограниченную деформацию заготовки, высокую производительность, простоту автоматизации и отсутствие необходимых присадочных материалов. Прочность сварного шва значительно ниже, чем при других методах сварки, поэтому этот процесс подходит только для определенных применений. Он широко используется в автомобильной промышленности — обычные автомобили могут иметь несколько тысяч точечных сварных швов, выполненных промышленными роботами . специализированный процесс, называемый дробовой сваркой . Для точечной сварки нержавеющей стали можно использовать [ 43 ]
Как и точечная сварка, шовная сварка предполагает использование двух электродов, которые применяют давление и ток для соединения металлических листов. Однако вместо заостренных электродов катятся и часто подают заготовку электроды в форме колеса, что позволяет выполнять длинные непрерывные сварные швы. Раньше этот процесс использовался при производстве банок для напитков, но сейчас его применение более ограничено. [ 43 ] Другие методы контактной сварки включают стыковую сварку , [ 44 ] оплавление , выступающая сварка и высадочная сварка . [ 43 ]
Энергетическая лучевая сварка
[ редактировать ]Методы энерголучевой сварки, а именно лазерная сварка и электронно-лучевая сварка , являются относительно новыми процессами, которые стали довольно популярными в высокопроизводительных приложениях. Эти два процесса очень похожи и различаются, прежде всего, источником энергии. В лазерной сварке используется узконаправленный лазерный луч, а в электронно-лучевой сварке используется электронный луч. Оба имеют очень высокую плотность энергии, что делает возможным глубокое проплавление сварного шва и минимизирует размер области сварного шва. Оба процесса чрезвычайно быстры и легко автоматизируются, что делает их высокопроизводительными. Основными недостатками являются очень высокая стоимость оборудования (хотя она снижается) и подверженность термическому растрескиванию. Разработки в этой области включают лазерно-гибридную сварку , в которой используются принципы лазерной и дуговой сварки для еще лучших свойств сварного шва, лазерную наплавку и рентгеновскую сварку . [ 45 ]
Твердотельная сварка
[ редактировать ]
Как и кузнечная сварка (самый ранний обнаруженный процесс сварки), некоторые современные методы сварки не предполагают плавление соединяемых материалов. Один из самых популярных, ультразвуковая сварка , используется для соединения тонких листов или проволок из металла или термопласта путем их вибрации с высокой частотой и под высоким давлением. [ 47 ] Используемое оборудование и методы аналогичны методам контактной сварки, но вместо электрического тока вибрация обеспечивает подвод энергии. При сварке металлов вибрации вносятся горизонтально, и материалы не расплавляются; с пластиками, которые должны иметь одинаковую температуру плавления, в вертикальном положении. Ультразвуковая сварка обычно используется для создания электрических соединений из алюминия или меди, а также является очень распространенным процессом сварки полимеров. [ 47 ]
Другой распространенный процесс, сварка взрывом , предполагает соединение материалов путем их сжатия под чрезвычайно высоким давлением. Энергия удара пластифицирует материалы, образуя сварной шов, хотя при этом выделяется лишь ограниченное количество тепла. Этот процесс обычно используется для сварки разнородных материалов, включая соединение алюминия с углеродистой сталью в корпусах кораблей и нержавеющей стали или титана с углеродистой сталью в нефтехимических сосудах под давлением. [ 47 ]
Другие процессы сварки в твердом состоянии включают сварку трением (включая сварку трением с перемешиванием и точечную сварку трением с перемешиванием ), [ 48 ] магнитно-импульсная сварка , [ 49 ] коэкструзионная сварка, холодная сварка , диффузионная сварка , экзотермическая сварка , высокочастотная сварка , сварка горячим давлением, индукционная сварка и склеивание валков . [ 47 ]
Геометрия
[ редактировать ]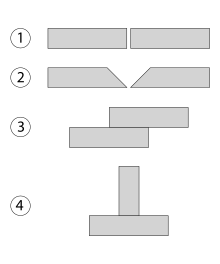
- Квадратное стыковое соединение
- V-образное стыковое соединение
- Нахлесточный сустав
- Т-образное соединение
Геометрически сварные швы могут быть подготовлены разными способами. Пять основных типов сварных соединений — это стыковое соединение, соединение внахлест, угловое соединение, краевое соединение и Т-образное соединение (разновидностью последнего является крестообразное соединение ). Существуют и другие варианты — например, подготовительные двойные V-образные соединения характеризуются двумя кусками материала, каждый из которых сужается к одной центральной точке на половине своей высоты. Подготовительные соединения одинарной и двойной U также довольно распространены - вместо прямых кромок, как у подготовительных соединений одинарного и двойного V, они изогнуты, образуя форму U. Нахлесточные соединения также обычно состоят из более чем двух толстые детали — в зависимости от используемого процесса и толщины материала многие детали можно сваривать вместе внахлестку. [ 50 ]
Многие сварочные процессы требуют использования соединения определенной конструкции; например, контактная точечная сварка, лазерная сварка и электронно-лучевая сварка чаще всего выполняются на соединениях внахлестку. Другие методы сварки, такие как сварка защитной металлической дугой, чрезвычайно универсальны и позволяют сваривать практически любой тип соединения. Некоторые процессы также можно использовать для выполнения многопроходных сварных швов, при которых одному сварному шву дают остыть, а затем поверх него выполняют другой. Это позволяет, например, сваривать толстые секции, расположенные в один V-образный разделительный шов. [ 51 ]

После сварки в зоне сварного шва можно идентифицировать ряд отдельных областей. Сам сварной шов называется зоной плавления, точнее, это то место, где в процессе сварки укладывался присадочный металл. Свойства зоны сплавления зависят, прежде всего, от используемого присадочного металла и его совместимости с основными материалами. Он окружен зоной термического влияния — областью, микроструктура и свойства которой были изменены сварным швом. Эти свойства зависят от поведения основного материала при нагревании. Металл в этой области часто слабее как основного материала, так и зоны сплавления, а также здесь обнаруживаются остаточные напряжения. [ 52 ]
Качество
[ редактировать ]
На прочность сварных швов и материала вокруг них влияет множество различных факторов, в том числе метод сварки, количество и концентрация подводимой энергии, свариваемость основного материала, присадочного материала и флюсового материала, конструкция соединения и взаимодействия. между всеми этими факторами. [ 53 ]
Например, фактор положения сварки влияет на качество сварного шва, поэтому нормы и спецификации сварки могут требовать тестирования — как сварочных процедур, так и самих сварщиков — с использованием определенных положений сварки: 1G (плоский), 2G (горизонтальный), 3G (вертикальный), 4G (верхний). ), 5G (горизонтальная фиксированная труба) или 6G (наклонная фиксированная труба).
Для проверки качества сварного шва обычно используются разрушающие или неразрушающие методы контроля, чтобы убедиться, что сварные швы не содержат дефектов, имеют приемлемые уровни остаточных напряжений и короблений, а также приемлемые свойства зоны термического влияния (ЗТВ). К видам дефектов сварки относятся трещины, коробления, газовые включения (пористость), неметаллические включения, непровары, непровары, пластинчатые надрывы и подрезы.
Металлообрабатывающая промышленность разработала нормы и спецификации, которые помогут сварщикам , инспекторам сварки , инженерам , менеджерам и владельцам недвижимости правильно использовать технику сварки, проектирование сварных швов, как оценить качество спецификации процедуры сварки , как оценить квалификацию человека, выполняющего сварку. сварного шва и как обеспечить качество сварочных работ. [ 53 ] Такие методы, как визуальный осмотр , рентгенография , ультразвуковой контроль , ультразвук с фазированной решеткой , дефектоскопия , магнитопорошковый контроль или промышленная компьютерная томография , могут помочь в обнаружении и анализе определенных дефектов.
Зона термического влияния
[ редактировать ]Зона термического влияния (ЗТВ) представляет собой кольцо, окружающее сварной шов, в котором температура сварочного процесса в сочетании с напряжениями неравномерного нагрева и охлаждения изменяет термические свойства сплава. Воздействие сварки на материал, окружающий сварной шов, может быть пагубным — в зависимости от используемых материалов и тепловложения используемого процесса сварки ЗТВ может иметь разный размер и прочность. Большую роль играет температуропроводность . основного материала: если коэффициент температуропроводности высок, скорость охлаждения материала высока, а ЗТВ относительно невелика И наоборот, низкий коэффициент диффузии приводит к более медленному охлаждению и увеличению ЗТВ. Количество тепла, выделяемого в процессе сварки, также играет важную роль, поскольку такие процессы, как ацетилено-кислородная сварка, имеют неконцентрированное тепловложение и увеличивают размер ЗТВ. Такие процессы, как лазерная сварка, дают высококонцентрированное ограниченное количество тепла, что приводит к небольшому ЗТВ. Дуговая сварка находится между этими двумя крайностями, при этом отдельные процессы несколько различаются по погонной энергии. [ 54 ] [ 55 ] Для расчета тепловложения при дуговой сварке можно использовать следующую формулу:

где Q = тепловложение ( кДж /мм), V = напряжение ( В ), I = ток (А) и S = скорость сварки (мм/мин). Эффективность зависит от используемого процесса сварки: дуговая сварка в среде защитного металла имеет значение 0,75, газовая дуговая сварка и сварка под флюсом - 0,9, а газовая вольфрамовая дуговая сварка - 0,8. [ 56 ] Методы снижения напряжений и хрупкости, возникающих в ЗТВ, включают снятие напряжений и отпуск . [ 57 ]
Одним из основных дефектов ЗТВ является растрескивание на пальцах ног. Из-за быстрого расширения (нагрева) и сжатия (охлаждения) материал может не выдержать напряжения и может вызвать растрескивание. Одним из методов контроля этого напряжения может быть для управления скоростью нагрева и охлаждения, например предварительного нагрева и последующего нагрева. [ 58 ]
Продление срока службы с помощью методов послеоперационного лечения
[ редактировать ]
Прочность и долговечность динамически нагруженных сварных стальных конструкций во многих случаях определяется сварными швами, в частности сварными переходами. За счет избирательной обработки переходов шлифовкой (абразивной резкой) , дробеструйной обработкой , высокочастотной ударной обработкой , ультразвуковой ударной обработкой и т. д. долговечность многих конструкций существенно увеличивается.
Металлургия
[ редактировать ]Большинство используемых твердых веществ представляют собой конструкционные материалы, состоящие из кристаллических твердых тел, в которых атомы или ионы расположены в повторяющемся геометрическом узоре, известном как решетчатая структура . Единственным исключением является материал, изготовленный из стекла, которое представляет собой комбинацию переохлажденной жидкости и полимеров, представляющих собой агрегаты крупных органических молекул. [ 59 ]
Сцепление кристаллических твердых тел достигается за счет металлической или химической связи, которая образуется между составляющими атомами. Химические связи можно разделить на два типа: ионные и ковалентные . Для образования ионной связи валентный или связывающий электрон отделяется от одного атома и присоединяется к другому атому, образуя противоположно заряженные ионы . Связь в статическом положении возникает, когда ионы занимают положение равновесия, при котором результирующая сила между ними равна нулю. Когда ионы подвергаются силе растяжения , межионное расстояние увеличивается, создавая электростатическую силу притяжения, в то время как сила отталкивания под действием сжимающей силы между атомными ядрами является доминирующей. [ 59 ]
Ковалентная связь возникает, когда один из составляющих атомов теряет один или несколько электронов, а другой атом приобретает электроны, в результате чего образуется электронное облако, которое является общим для всей молекулы. Как при ионной, так и при ковалентной связи расположение ионов и электронов ограничено друг относительно друга, в результате чего связь становится хрупкой . [ 59 ]
Металлическую связь можно классифицировать как тип ковалентной связи, при которой составляющие атомы относятся к одному типу и не соединяются друг с другом, образуя химическую связь. Атомы теряют электрон(ы), образуя массив положительных ионов. Эти электроны являются общими для решетки, что делает электронный кластер подвижным, поскольку электроны могут свободно перемещаться так же, как и ионы. Для этого он придает металлам относительно высокую тепло- и электропроводность, а также характерную пластичность . [ 59 ]
Три наиболее часто используемые структуры кристаллической решетки в металлах — это объемноцентрированная кубическая , гранецентрированная кубическая и плотноупакованная гексагональная . Ферритная сталь имеет объемноцентрированную кубическую структуру, а аустенитная сталь и цветные металлы, такие как алюминий , медь и никель, имеют гранецентрированную кубическую структуру. [ 59 ]
Пластичность является важным фактором обеспечения целостности конструкций, позволяя им выдерживать локальные концентрации напряжений без разрушения. Кроме того, конструкции должны иметь приемлемую прочность, которая связана с пределом текучести материала . Как правило, по мере увеличения предела текучести материала происходит соответствующее снижение вязкости разрушения . [ 59 ]
Снижение вязкости разрушения также можно объяснить эффектом охрупчивания примесей или, для объемноцентрированных кубических металлов, снижением температуры. Металлы и, в частности, стали имеют переходный температурный диапазон, при котором выше этого диапазона металл имеет приемлемую пластичность над надрезом, а ниже этого диапазона материал становится хрупким. В пределах диапазона поведение материалов непредсказуемо. Снижение вязкости разрушения сопровождается изменением внешнего вида излома. Находясь выше перехода, перелом происходит главным образом из-за слияния микропустот, в результате чего перелом выглядит волокнистым . Когда температура упадет, на изломе появятся признаки скола. Эти два явления видны невооруженным глазом. Хрупкое разрушение стальных пластин под микроскопом может выглядеть как шевронная маркировка . Эти стреловидные гребни на поверхности трещины указывают на начало трещины. [ 59 ]
Вязкость разрушения измеряется с использованием прямоугольного образца с надрезом и предварительно трещинами, размеры которого указаны в стандартах, например ASTM E23. Существуют и другие способы оценки или измерения вязкости разрушения: испытание на удар по Шарпи согласно ASTM A370; Испытание на смещение раскрытия вершины трещины (CTOD) согласно BS 7448–1; Интегральный тест J согласно ASTM E1820; Испытание падающим грузом Пеллини согласно ASTM E208. [ 59 ]
Необычные условия
[ редактировать ]
Хотя многие сварочные работы выполняются в контролируемых средах, таких как заводы и ремонтные мастерские, некоторые сварочные процессы обычно используются в самых разных условиях, например, на открытом воздухе, под водой и в вакууме (например, в космосе). При применении на открытом воздухе, например, при строительстве и ремонте на открытом воздухе, наиболее распространенным процессом является дуговая сварка в среде защитного металла. В таких ситуациях невозможно использовать процессы, в которых для защиты сварного шва используются инертные газы, поскольку непредсказуемые атмосферные движения могут привести к повреждению сварного шва. Дуговая сварка защитным металлом также часто используется при подводной сварке при строительстве и ремонте судов, морских платформ и трубопроводов, но распространены и другие виды сварки, такие как дуговая сварка порошковой проволокой и газовая вольфрамовая дуговая сварка. Возможна также сварка в космосе — впервые она была предпринята в 1969 году российскими космонавтами во время полета корабля «Союз-6» , когда они проводили эксперименты по испытанию дуговой сварки в среде защитного металла, плазменно-дуговой сварки и электронно-лучевой сварки в разгерметизированной среде. Дальнейшие испытания этих методов проводились в последующие десятилетия, и сегодня исследователи продолжают разрабатывать методы использования других сварочных процессов в космосе, таких как лазерная сварка, контактная сварка и сварка трением. Достижения в этих областях могут быть полезны для будущих проектов, подобных строительству Международная космическая станция , которая могла бы использовать сварку для соединения в космосе деталей, изготовленных на Земле. [ 60 ]
Вопросы безопасности
[ редактировать ]Этот раздел нуждается в дополнении: вытяжка/вытяжка сварочного дыма и риски для здоровья, связанные со сваркой. Вы можете помочь, добавив к нему . ( май 2023 г. ) |


Сварка может быть опасной и вредной для здоровья, если не принять надлежащие меры предосторожности. Однако использование новых технологий и надлежащей защиты значительно снижает риск травм и смерти, связанных со сваркой. [ 61 ]
Поскольку многие распространенные сварочные процедуры включают открытую электрическую дугу или пламя, риск ожогов и возгорания значителен; поэтому его классифицируют как процесс горячей обработки . Чтобы предотвратить травмы, сварщики носят средства индивидуальной защиты в виде толстых кожаных перчаток и защитных курток с длинными рукавами, чтобы избежать воздействия сильного тепла и пламени. Не следует носить синтетическую одежду, такую как полиэстер, поскольку она может обжечься и причинить травму. [ 62 ] Кроме того, яркость области сварного шва приводит к состоянию, называемому дуговым ожогом глаза или вспышкой, при котором ультрафиолетовый свет вызывает воспаление роговицы и может обжечь сетчатку глаз. защитные очки и сварочные шлемы с темными лицевыми панелями, фильтрующими УФ-излучение. Чтобы предотвратить такое воздействие, надевайте [ 63 ] С 2000-х годов некоторые шлемы имеют лицевую панель, которая мгновенно темнеет под воздействием интенсивного ультрафиолетового света. Чтобы защитить посторонних, зону сварки часто окружают полупрозрачными сварочными шторами. Эти шторы, изготовленные из поливинилхлоридной пластиковой пленки, защищают людей за пределами зоны сварки от ультрафиолетового излучения электрической дуги, но не могут заменить фильтрующее стекло, используемое в касках. [ 64 ] В зависимости от типа материала, вида сварки и других факторов, сварка может производить шум мощностью более 100 дБ(А). [ 65 ] Длительное или постоянное воздействие более высоких децибел может привести к потере слуха, вызванной шумом . [ 66 ]

Сварщики часто подвергаются воздействию опасных газов и твердых частиц . Такие процессы, как дуговая сварка порошковой проволокой и дуговая сварка защитным металлом, производят дым, содержащий частицы различных типов оксидов . Размер частиц рассматриваемых имеет тенденцию влиять на токсичность дыма, при этом более мелкие частицы представляют большую опасность. Это связано с тем, что более мелкие частицы способны преодолевать гематоэнцефалический барьер . Дымы и газы, такие как углекислый газ, озон и пары, содержащие тяжелые металлы , могут быть опасны для сварщиков, не имеющих надлежащей вентиляции и подготовки. [ 67 ] Воздействие сварочных дымов марганца , например, даже в низких концентрациях (<0,2 мг/м2). 3 ), может привести к неврологическим проблемам или повреждению легких, печени, почек или центральной нервной системы. [ 68 ] Наночастицы могут захватываться альвеолярными макрофагами легких и вызывать фиброз легких. [ 69 ] Использование сжатых газов и пламени во многих процессах сварки создает риск взрыва и пожара. Некоторые общие меры предосторожности включают ограничение количества кислорода в воздухе и хранение горючих материалов вдали от рабочего места. [ 67 ]
Затраты и тенденции
[ редактировать ]Поскольку стоимость сварки является промышленным процессом, она играет решающую роль в принятии производственных решений. На общую стоимость влияют множество различных переменных, включая стоимость оборудования, стоимость рабочей силы, стоимость материалов и стоимость энергии . [ 70 ] В зависимости от процесса стоимость оборудования может варьироваться от недорогой для таких методов, как дуговая сварка в среде защитного металла и кислородно-топливная сварка , до чрезвычайно высокой для таких методов, как лазерная сварка и электронно-лучевая сварка. Из-за высокой стоимости они используются только в высокопроизводительных операциях. Аналогичным образом, поскольку автоматизация и роботы увеличивают затраты на оборудование, их внедряют только тогда, когда необходима высокая производительность. Стоимость рабочей силы зависит от скорости наплавки (скорости сварки), почасовой оплаты труда и общего времени работы, включая время, затраченное на монтаж, сварку и обработку детали. В стоимость материалов входит стоимость основного и присадочного материала, а также стоимость защитных газов. Наконец, стоимость энергии зависит от времени дуги и потребляемой мощности сварки. [ 70 ]
При использовании ручных методов сварки затраты на рабочую силу обычно составляют подавляющую часть общей стоимости. В результате многие меры по экономии средств направлены на минимизацию времени работы. Для этого можно выбрать процедуры сварки с высокими скоростями наплавки и точно настроить параметры сварки для увеличения скорости сварки. Механизация и автоматизация часто внедряются для снижения затрат на рабочую силу, но это часто увеличивает стоимость оборудования и требует дополнительного времени на настройку. Затраты на материалы имеют тенденцию увеличиваться, когда необходимы специальные свойства, а затраты на электроэнергию обычно не превышают нескольких процентов от общей стоимости сварки. [ 70 ]
В последние годы, чтобы минимизировать затраты на рабочую силу в высокопроизводительном производстве, промышленная сварка становится все более автоматизированной, особенно с использованием роботов для контактной точечной сварки (особенно в автомобильной промышленности) и дуговой сварки. При роботизированной сварке механизированные устройства одновременно удерживают материал и выполняют сварку. [ 71 ] Поначалу наиболее распространенным применением была точечная сварка, но по мере развития технологий популярность роботизированной дуговой сварки растет. Другие ключевые области исследований и разработок включают сварку разнородных материалов (например, стали и алюминия) и новые процессы сварки, такие как фрикционное перемешивание, магнитно-импульсная сварка, кондуктивный тепловой шов и лазерно-гибридная сварка. Кроме того, желателен прогресс в том, чтобы сделать более специализированные методы, такие как лазерная сварка, практичными для большего числа применений, например, в аэрокосмической и автомобильной промышленности. Исследователи также надеются лучше понять часто непредсказуемые свойства сварных швов, особенно микроструктуру, остаточные напряжения и склонность сварного шва к растрескиванию или деформации. [ 72 ]
Тенденция к увеличению скорости выполнения сварных швов в металломонтажной отрасли ставит под угрозу целостность соединения. Без надлежащего приваривания к основным материалам, обеспечиваемого достаточным временем дуги на сварном шве, инспектор проекта не может гарантировать эффективный диаметр сварочной ванны, поэтому он или она не может гарантировать заявленную допустимую нагрузку, если не станет свидетелем фактической установки. [ 73 ] Этот метод сварки в ванне распространен в США и Канаде для крепления стальных листов к балкам и элементам конструкционной стали . Региональные агентства несут ответственность за обеспечение правильной установки сварочной ванны на стальных строительных площадках. В настоящее время не существует стандарта или процедуры сварки, которые могли бы гарантировать заявленную удерживающую способность любого несанкционированного соединения, но он находится на рассмотрении Американского общества сварщиков .
Сварка стекла и пластика
[ редактировать ]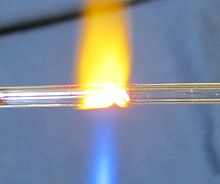

Стекла и некоторые виды пластмасс обычно являются свариваемыми материалами. В отличие от металлов, которые имеют определенную температуру плавления , стекла и пластмассы имеют интервал плавления, называемый стеклованием . При нагревании твердого материала выше температуры стеклования (T g ) в этом диапазоне он обычно становится мягче и более податливым. Когда она пересекает диапазон выше температуры плавления стекла (T m ), она становится очень густой, вязкой жидкостью, вязкость которой медленно уменьшается с повышением температуры. Как правило, эта вязкая жидкость будет иметь очень небольшое поверхностное натяжение по сравнению с металлами, приобретая липкую консистенцию, напоминающую ириску или мед , поэтому сварку обычно можно выполнить, просто прижав две расплавленные поверхности друг к другу. Две жидкости обычно смешиваются и соединяются при первом контакте. При охлаждении в результате стеклования сварная деталь затвердевает как цельный кусок аморфного материала .
Сварка стекла
[ редактировать ]Сварка стекла является обычной практикой при выдувании стекла. Его очень часто используют при изготовлении осветительных приборов, неоновых вывесок , ламп-вспышек , научного оборудования, а также при производстве посуды и другой стеклянной посуды. Его также используют при литье стекла для соединения половин стеклянных форм, изготовления таких изделий, как бутылки и банки. Сварка стекла осуществляется путем нагревания стекла в процессе стеклования, превращая его в густую формуемую жидкую массу. Нагрев обычно осуществляется газовой или кислородно-газовой горелкой или печью, поскольку температура плавления стекла часто бывает довольно высокой. Эта температура может варьироваться в зависимости от типа стекла. Например, свинцовое стекло становится свариваемой жидкостью при температуре около 1600 ° F (870 ° C), и его можно сваривать простой пропановой горелкой. С другой стороны, кварцевое стекло ( плавленый кварц ) необходимо нагревать до температуры более 3000 °F (1650 °C), но при перегреве оно быстро теряет вязкость и формуемость, поэтому кислородно-водородную необходимо использовать горелку. Иногда к стеклу можно прикрепить трубку, позволяющую придавать ему различные формы, например лампочки, бутылки или трубки. Когда два куска жидкого стекла спрессованы вместе, они обычно очень легко свариваются. Приварить ручку к кувшину обычно можно относительно легко. Однако при сварке трубки с другой трубкой используется сочетание продувки и всасывания, а также сжатия и вытягивания, чтобы обеспечить хорошее уплотнение, придать стеклу форму и не дать поверхностному натяжению замкнуть трубку. Иногда можно использовать присадочный стержень, но обычно нет.
Поскольку стекло в твердом состоянии очень хрупкое, оно часто склонно к растрескиванию при нагревании и охлаждении, особенно если нагрев и охлаждение неравномерны. Это связано с тем, что хрупкость стекла не допускает неравномерного теплового расширения . Сваренное стекло обычно необходимо очень медленно и равномерно охлаждать в процессе стеклования, в процессе, называемом отжигом , чтобы снять любые внутренние напряжения, создаваемые температурным градиентом .
Существует много типов стекла, и чаще всего для сварки используются одни и те же типы. Разные стекла часто имеют разную степень теплового расширения, что может привести к их растрескиванию при охлаждении, когда они сжимаются по-разному. Например, кварц имеет очень низкое тепловое расширение, а натриево-известковое стекло имеет очень высокое тепловое расширение. При сварке разных стекол друг с другом обычно важно точно согласовать их коэффициенты теплового расширения, чтобы не возникло растрескивания. Кроме того, некоторые стекла просто не смешиваются с другими, поэтому сварка между определенными типами может быть невозможна.
Стекло также можно приваривать к металлам и керамике, хотя в случае металлов этот процесс обычно представляет собой скорее прилипание к поверхности металла, чем смешивание двух материалов. Однако некоторые стекла обычно связываются только с определенными металлами. Например, свинцовое стекло легко связывается с медью или молибденом , но не с алюминием. Вольфрамовые электроды часто используются в освещении, но они не связываются с кварцевым стеклом, поэтому вольфрам часто смачивается расплавленным боросиликатным стеклом , которое связывается как с вольфрамом, так и с кварцем. Однако необходимо позаботиться о том, чтобы все материалы имели одинаковые коэффициенты теплового расширения, чтобы предотвратить растрескивание как при охлаждении объекта, так и при его повторном нагреве. Для этой цели часто используются специальные сплавы , гарантирующие совпадение коэффициентов расширения, а иногда на металл можно наносить тонкие металлические покрытия для создания хорошей связи со стеклом. [ 74 ] [ 75 ] [ не удалось пройти проверку ]
Сварка пластика
[ редактировать ]Пластмассы обычно делятся на две категории: «реактопласты» и «термопластики». Термореактивный пластик — это пластик , в котором химическая реакция устанавливает молекулярные связи после первого формирования пластика, а затем связи не могут быть разорваны снова без разрушения пластика. Реактопласты нельзя плавить, поэтому, как только реактопласт затвердеет, его невозможно сваривать. Примеры термореактивных материалов включают эпоксидные смолы , силикон , вулканизированную резину , полиэстер и полиуретан .
Термопласты , напротив, образуют длинные молекулярные цепи, которые часто скручены или переплетены, образуя аморфную структуру без какого-либо дальнего кристаллического порядка. Некоторые термопласты могут быть полностью аморфными, тогда как другие имеют частично кристаллическую/частично аморфную структуру. Как аморфные, так и полукристаллические термопласты имеют температуру стеклования, выше которой может происходить сварка, но полукристаллические также имеют определенную температуру плавления, которая находится выше точки стеклования. Выше этой точки плавления вязкая жидкость станет сыпучей жидкостью (см. свариваемость термопластов Реологическую ). Примеры термопластов включают полиэтилен , полипропилен , полистирол , поливинилхлорид (ПВХ) и фторопласты, такие как тефлон и спектралон .
Сварка термопластика при нагревании очень похожа на сварку стекла. Пластик сначала необходимо очистить, а затем нагреть до стеклования, превращая поверхность сварного шва в густую вязкую жидкость. Затем две нагретые поверхности раздела можно сжать вместе, позволяя молекулам смешиваться посредством межмолекулярной диффузии, объединяя их в одно целое. Затем пластик охлаждается посредством стеклования, позволяя сварному шву затвердеть. Для определенных типов соединений часто можно использовать присадочный стержень. Основными различиями между сваркой стекла и пластика являются типы методов нагрева, гораздо более низкие температуры плавления и тот факт, что пластик горит при перегреве. Было разработано множество различных методов нагрева пластика до температуры, пригодной для сварки, без его сжигания. Для плавления пластика можно использовать духовки или электрические нагревательные инструменты. Другими методами являются ультразвуковой, лазерный или фрикционный нагрев. В пластик могут быть имплантированы резистивные металлы, реагирующие на индукционный нагрев. Некоторые пластмассы начинают гореть при температурах ниже температуры их стеклования, поэтому сварку можно выполнять, продувая пластик нагретым инертным газом, плавя его и в то же время защищая от кислорода. [ 76 ]
Сварка растворителем
[ редактировать ]Многие термопласты также можно сваривать с использованием химических растворителей . При контакте с пластиком растворитель начнет его размягчать, превращая поверхность в густой жидкий раствор. Когда две расплавленные поверхности прижимаются друг к другу, молекулы раствора смешиваются, объединяя их в одно целое. Поскольку растворитель может проникать в пластик, растворитель испаряется через поверхность пластика, в результате чего сварной шов выпадает из раствора и затвердевает. Сварка растворителем обычно используется для соединения из ПВХ ( поливинилхлорида ) или АБС ( акрилонитрил-бутадиен-стирола труб ) в водопроводных системах или для сварки стирола и полистирольных пластиков при изготовлении моделей . Сварка растворителем особенно эффективна для таких пластмасс, как ПВХ, которые горят при стекловании или ниже, но может быть неэффективна для таких пластмасс, как тефлон или полиэтилен, которые устойчивы к химическому разложению . [ 77 ]
См. также
[ редактировать ]- Соединение алюминия
- Крепежи
- Список сварочных кодов
- Перечень сварочных процессов
- Спецификация процедуры сварки
- Сертификация сварщика
- Сварная скульптура
- Сварочный стол
Ссылки
[ редактировать ]- ^ К. Браун, Уолтер; К. Браун, Райан (2011). Печатное чтение для промышленности, 10-е издание . Компания Goodheart-Wilcox, Inc. 422. ИСБН 978-1-63126-051-3 .
- ^ Этимологический словарь английского языка Уолтера Уильяма Скита - Oxford Press, 1898 г., стр. 702
- ^ Краткий англосаксонский словарь Джона Р. Кларка Холла, Герберта Т. Мерритта, Герберта Дина Меритта, Средневековая академия Америки - Cambridge University Press, 1960, стр. 289
- ^ Словарь английской этимологии Хенсли Веджвуда - Трубнер и компания, 1878 г., стр. 723
- ^ История английского языка Элли ван Гельдерен - John Benjamins Publishing, 2006 г.
- ^ Геродот. Истории . Пер. Р. Уотерфилд. Оксфорд: Издательство Оксфордского университета. Книга первая, 25.
- ^ Кэри и Хельцер 2005 , с. 4
- ^ Перейти обратно: а б Линкольн Электрик, с. 1.1-1
- ^ Lincoln Electric, Справочник по процедурам дуговой сварки, 14-е изд., стр. 1.1-1
- ^ Перейти обратно: а б Айртон, Герта Маркс (1902). Электрическая дуга . Нью-Йорк: Д. Ван Ностранд Ко., стр. 20, 24, 94.
- ^ Перейти обратно: а б с А. Андерс (2003). «Отслеживание происхождения дуговой плазменной науки-II. Ранние непрерывные разряды» (PDF) . Транзакции IEEE по науке о плазме . 31 (5): 1060–9. Бибкод : 2003ITPS...31.1060A . дои : 10.1109/TPS.2003.815477 . S2CID 11047670 .
- ^ Great Soviet Encyclopedia , Article "Дуговой разряд" (eng. electric arc )
- ^ Лазарев, П.П. (декабрь 1999 г.), «Исторический очерк о 200-летии развития естественных наук в России» (PDF) , УФН , 42 (1247): 1351–1361, doi : 10.1070/PU1999v042n12ABEH000750 , S2CID 250892442 , заархивировано из оригинала (русского) 11 февраля 2011 г.
- ^ «Полный словарь научной биографии» . Энциклопедия.com . Сыновья Чарльза Скрибнера. 2008 год . Проверено 9 октября 2014 г.
- ^ США 363,320 , Николай Бенардос и Станислав Ольшевский, «Процесс и устройство для обработки металлов прямым применением электрического тока», выдан 17 мая 1887 г.
- ^ Кэри и Хельцер 2005 , стр. 5–6.
- ^ Кэри и Хельцер 2005 , с. 6
- ^ Перейти обратно: а б с д и Веман, с. 26
- ^ «Урок 3: Покрытые электроды для сварки мягких сталей» . Проверено 18 мая 2017 г.
- ^ «Хронология сварки, 1900–1950 годы» . Дом истории термического соединения . Проверено 20 февраля 2023 г.
- ^ Каммелл, Лэрд и компания (6 февраля 1920 г.). «Дизельный двигатель Каммельлайрд-Фуллагар - (№ II)» . Инженер . стр. 132–144 - через Путеводитель Грейс по британской промышленной истории.
- ^ Линкольн Электрик, с. 1,1–5
- ^ Сапп, Марк Э. (22 февраля 2008 г.). «Хронология сварки 1900–1950» . WeldingHistory.org. Архивировано из оригинала 3 августа 2008 года . Проверено 29 апреля 2008 г.
- ^ Кэри и Хельцер 2005 , с. 7
- ^ Линкольн Электрик, с. 1,1–6
- ^ Кэри и Хельцер 2005 , с. 9
- ^ Казаков Н. Ф. (1985). «Диффузионное соединение материалов» . Кембриджский университет. Архивировано из оригинала 1 сентября 2013 г. Проверено 13 января 2011 г.
- ^ Мел Шварц (2011). Инновации в производстве материалов, производстве и экологической безопасности . ЦРК Пресс. п. 300. ИСБН 978-1-4200-8215-9 .
- ^ Линкольн Электрик, стр. 1.1–10.
- ^ Томас, Дэниел Дж. (01 апреля 2018 г.). «Анализ разрушения сварных стальных деталей строительных систем» . Журнал анализа и предотвращения отказов . 18 (2): 304–314. дои : 10.1007/s11668-018-0392-x . ISSN 1864-1245 . S2CID 139797543 .
- ^ Перейти обратно: а б с д Веман, с. 63
- ^ Перейти обратно: а б Кэри и Хельцер 2005 , с. 103
- ^ Линкольн Электрик, с. 5.4-3
- ^ Веман, с. 53
- ^ Перейти обратно: а б с Веман, с. 31
- ^ Веман, стр. 37–38
- ^ Веман, с. 68
- ^ Веман, стр. 93–94
- ^ Кэри и Хельцер 2005 , стр. 246–249.
- ^ Калпакджян и Шмид, с. 780
- ^ Линкольн Электрик, с. 5,4–5
- ^ Веман, с. 16
- ^ Перейти обратно: а б с д и ж Веман, стр. 80–84
- ^ Джон Джернберг (1919). Ковка . Американское техническое общество. п. 26 .
- ^ Веман, стр. 95–101
- ^ AWS A3.0:2001, Стандартные термины и определения сварки, включая термины клеевого соединения, пайки, пайки, термической резки и термического напыления, Американское общество сварщиков (2001), стр. 117. ISBN 0-87171-624-0
- ^ Перейти обратно: а б с д Веман, стр. 89–90
- ^ Стефан Калли (август 2006 г.) «Производители Новой Зеландии начинают использовать сварку трением с перемешиванием для производства алюминиевых компонентов и панелей» . Инженерные новости Новой Зеландии .
- ^ Стефан Калли и др. (2010) Индустриализация технологии электромагнитных импульсов (EMPT) в Индии, выпуск к 38-й годовщине журнала PURCHASE India.
- ^ Хикс, Джон (1999). Конструкция сварного соединения . Нью-Йорк : Промышленная пресса. стр. 52–55 . ISBN 0-8311-3130-6 .
- ^ Кэри и Хельцер 2005 , стр. 19, 103, 206.
- ^ Кэри и Хельцер 2005 , стр. 401–404.
- ^ Перейти обратно: а б Веман, стр. 60–62
- ^ Lincoln Electric, стр. 6.1-5–6.1–6.
- ^ Калпакджян и Шмид, стр. 821–22.
- ^ Веман, с. 5
- ^ «Как сваривать» , Тодд Бридигам - Motorbook, 2008 г., стр. 37
- ^ Сварка, Найсли (15 сентября 2022 г.). «Как расширение и сжатие металлов влияют на процесс авиационной сварки» . Книсли Сварка . Проверено 22 декабря 2022 г.
- ^ Перейти обратно: а б с д и ж г час Ланкастер, Дж. Ф. (1999). Металлургия сварки (6-е изд.). Абингтон, Кембридж: паб Abington. ISBN 1-85573-428-1 .
- ^ Кэри и Хельцер 2005 , стр. 677–683.
- ^ ANSI/AWS Z49.1: «Безопасность при сварке, резке и родственных процессах» (2005)
- ^ «Паспорта безопасности и предотвращения травматизма (SHIPS) | Процесс: Горячие работы – Сварка, резка и пайка – Опасность: ожоги и удары» . Управление по охране труда . Проверено 12 октября 2019 г.
- ^ Эндрюс, Грэм. «Безопасная сварка». Практическая дуговая сварка, Flairnet, 2016, стр. 54–54.
- ^ Кэри и Хельцер 2005 , стр. 42, 49–51.
- ^ «Сварка: Риски для здоровья при сварке – ОТОСБ» . www.hse.gov.uk. Проверено 15 августа 2024 г.
- ^ «Знаете ли вы, насколько громко слишком громко? | NIDCD» . www.nidcd.nih.gov . 24 сентября 2020 г. Проверено 15 августа 2024 г.
- ^ Перейти обратно: а б Кэри и Хельцер, 2005 , стр. 52–62.
- ^ Национальный институт охраны труда и здоровья (04 мая 2022 г.). «Сварка и марганец» . Центры по контролю и профилактике заболеваний США . Министерство здравоохранения и социальных служб США . Проверено 20 февраля 2023 г.
- ^ Джеймс Д. Бирн; Джон А. Боуг (2008). «Значение наночастиц при фиброзе легких, вызванном частицами» . Медицинский журнал Макгилла . 11 (1): 43–50. ПМК 2322933 . ПМИД 18523535 .
- ^ Перейти обратно: а б с Веман, стр. 184–89
- ^ Линкольн Электрик, с. 4,5-1
- ^ АСМ Интернэшнл (2003). Тенденции в исследованиях в области сварки . Парк материалов, Огайо: ASM International. стр. 995–1005. ISBN 0-87170-780-2 .
- ^ Грегори Л. Сноу и В. Сэмюэл Истерлинг (октябрь 2008 г.) Прочность точечной дуговой сварки, выполненной из одиночных и нескольких стальных листов. Архивировано 11 июня 2014 г. в Wayback Machine , Материалы 19-й Международной специализированной конференции по холодноформованным стальным конструкциям, Университет науки и технологий Миссури.
- ^ Фрик Бос, Кристиан Лутер, Фред Вир (2008) «Вызов стекла: конференция по архитектурным и структурным применениям» . ЖОС Пресс. п. 194. ISBN 1-58603-866-4
- ^ Болас, Бернард Д. (1921). Справочник по лабораторному стеклодувному делу . Лондон: Дж. Рутледж и сыновья.
- ^ Пластмассы и композиты: Справочник по сварке Дэвида А. Гревелла, А. Бенатара, Джун Бу Пак - Hanser Gardener 2003
- ^ Справочник по соединению пластмасс: Практическое руководство Библиотеки проектирования пластмасс - PDL 1997, стр. 137, 146
Источники
[ редактировать ]- Кэри, Ховард Б; Хельцер, Скотт К. (2005). Современные сварочные технологии . Река Аппер-Сэддл, Нью-Джерси : Pearson Education. ISBN 0-13-113029-3 .
- Калпакджян, Серопа; Шмид, Стивен Р. (2001). Производственная инженерия и технология . Прентис Холл. ISBN 0-201-36131-0 .
- Линкольн Электрик (1994). Справочник по технологиям дуговой сварки . Кливленд : Линкольн Электрик. ISBN 99949-25-82-2 .
- Веман, Клас (2003). Справочник по сварочным процессам . Нью-Йорк, штат Нью-Йорк: CRC Press LLC. ISBN 0-8493-1773-8 .
Внешние ссылки
[ редактировать ]- Сварка в Керли
- Сварка соединений труб. Архивировано 23 июня 2023 г. на Wayback Machine.
- Процесс сварки
- Сварочная вентиляция в CCOHS