Потерянный восковой кастинг

Кастинг с потерянными восками , также называемые инвестиционным кастингом , точным литьем или Cire Perdue ( Французский: [siʁ pɛʁdy] ; заимствован с французского ) [ 1 ] - это процесс, посредством которого дублирующая скульптура (часто металл , такой как серебро , золото , латунь или бронза ) отличается из оригинальной скульптуры. Сложные работы могут быть достигнуты этим методом.
Самыми старыми известными примерами этой методики являются около 6500 лет (4550–4450 гг. До н.э.) и приписываются золотыми артефактами, обнаруженными в некрополе Болгарии . [ 2 ] Медный амулет из Мергарха , цивилизация долины Инда , в Пакистане, датируется около 4000 г. до н.э. [ 3 ] Разлитые медные объекты, найденные в кладе Нахала Мишмара в южном Израиле , которые относятся к халколитическому периоду (4500–3500 г. до н.э.), оцениваются от датирования углерода-14 до 3500 г. до н.э. [ 4 ] [ 5 ] Другие примеры из несколько более поздних периодов - от Месопотамии в третьем тысячелетии до нашей эры. [ 6 ] Потерянный кастинг был широко распространен в Европе до 18-го века, когда кусочков преобладал процесс .
Шаги, используемые при ликвидации небольших бронзовых скульптур, довольно стандартизированы, хотя процесс сегодня варьируется от литейного завода к литейным заводам (в современном промышленном использовании процесс называется инвестиционным литьем). Изменения процесса включают в себя: «Потерянная плесень материалы, отличные от воска », которая признает, что можно использовать (такие как сал , смола , смола и текстиль ); [ 7 ] и «процесс отходов воска» (или «литье от отходов»), потому что плесень уничтожается, чтобы удалить литой элемент. [ 8 ] [ 9 ]
Процесс
[ редактировать ]
Можно изготовить листы из самой восковой модели, прямого метода или восковой копии модели, которая не должна быть из воска, косвенного метода. Это шаги для косвенного процесса (прямой метод начинается на шаге 7):
- Модель. Художник или производитель создания создает оригинальную модель из воска, глины или другого материала. Восковая и масляная глина часто предпочтительнее, потому что эти материалы сохраняют свою мягкость.
- Создание. Плесень . изготовлена из исходной модели или скульптуры Жесткие внешние формы содержат более мягкую внутреннюю плесень, которая является точным отрицательным отрицательным модели. Внутренние плесени обычно изготавливаются из латекса , полиуретановой резины или силикона , который поддерживается внешней плесенью. Внешняя форма может быть сделана из штукатурки , но также может быть сделана из стекловолокна или других материалов. Большинство форм изготовлены как минимум из двух частей, и между частями расположена прокладка с клавишами во время конструкции, так что плесень может быть точно складывается вместе. Если есть длинные тонкие кусочки, простирающиеся из модели, их часто отрезают оригинал и формируются отдельно. Иногда для воссоздания оригинальной модели необходимо много форм, особенно для больших моделей.
- Восковой Как только плесень закончена, в него выливают расплавленное воск и промахивается до ровного покрытия, обычно около 3 мм ( 1 ~ 8 дюймов) толщиной, покрывает внутреннюю поверхность формы. Это повторяется до тех пор, пока не будет достигнута желаемая толщина. Другой метод состоит в том, чтобы заполнить всю форму расплавленным воском и дать ему остыть, пока на поверхности формы не будет установлена желаемая толщина. После этого остальная часть воска снова изливается, плесень переворачивается вверх ногами, а восковой слой остается остыть и затвердевать. С помощью этого метода сложнее контролировать общую толщину воска слоя.
- Удаление воска . Эта пустого восклажа оригинальной модели удаляется из формы. Создатель модели может повторно использовать форму для создания нескольких копий, ограниченных только долговечностью формы.
- Погоня . Затем каждая пустого восклада «преследуется»: нагретый металлический инструмент используется, чтобы вытирать отметки, которые показывают линию прощания или мигание , где кусочки плесени собрались вместе. Воск одет, чтобы скрыть любые недостатки. Воск теперь выглядит как готовый кусок. Восковые кусочки, которые были отлиты отдельно, теперь могут быть нагреты и прикреплены; Файсри часто используют регистрационные знаки, чтобы точно указать, куда они идут.
- Лист. Восковая копия вырывается с тройной структурой воска, которая в конечном итоге обеспечит пути для расплавленного листового материала, а воздух - сбежать. Тщательно спланированная каскация обычно начинается сверху с восушней «чашкой», которая прикреплена восковыми цилиндрами к различным точкам на воск -копии. Рукоятка не обязательно должна быть пустой, так как он будет растоплен позже в процессе.
- Суспений. Выпрямленная восковая копия погружается в рамку кремнезема, а затем в песчаную штукатуру , или сухой кристаллический кремнезем контролируемого размера зерна. Комбинация суспензии и зернистости называется керамическим материалом для плесени оболочки, хотя она не изготовлена из керамики . Эта оболочка разрешена высохнуть, и процесс повторяется, пока не по крайней мере полуотдюймовое покрытие не покрывает весь кусок. Чем больше кусок, тем толще должна быть оболочка. Только внутренняя часть чашки не покрывается, а плоская вершина чашки служит основой, на которой стоит часть во время этого процесса. Ядро также заполнено огненным материалом.
- Выгорание. Керамический кусок оболочки помещается в печь , чья жара затвердевает кремнеземные покрытия в оболочку, а воск тает и пробегает. Растопленный воск может быть восстановлен и повторно используется, хотя его часто просто сгорели. Теперь все, что осталось от оригинального произведения искусства, - это негативное пространство, ранее занятое воском, внутри закаленной керамической оболочки. Фидер, вентиляционные трубки и чашка также теперь полые.
- Тестирование. Керамическая оболочка разрешена остыть, затем проверяется, чтобы увидеть, будет ли вода свободно течь через фидеру и вентиляционные трубки. Трещины или утечки могут быть исправлены с толстой рефрактерной пастой. Чтобы проверить толщину, отверстия могут быть просверлены в оболочку, затем исправлены.
- Залив. Оболочка разогревается в печи, чтобы затвердеть пятна и удалить все следы влаги, затем помещают чашку вверх в ванну, заполненную песком. Металл расплавлен в тигеле в печи, а затем осторожно выливается в оболочку. Оболочка должна быть горячей, потому что в противном случае разница температур разбила бы ее. Затем заполненным раковинам разрешено остыть.
- Выпускать. Оболочка забивается или разбавляется песком, выпуская грубую литью. Литники, которые также верно воссозданы в металле, отрезаны, материал для повторного использования в другом кастинге.
- Погоня от металла. Подобно тому, как воссои были преследованы, кастинг обрабатывается до тех пор, пока не будут удалены конференц -признаки процесса литья, так что кастинг теперь выглядит как оригинальная модель. Ямы, оставленные пузырьками воздуха в литьях, и заглушки выросших подаются и отполированы.
Перед тем, как листовые формы на основе кремнезема эти формы были изготовлены из множества других огнестойких материалов, наиболее распространенными являются гипсовая , с добавленной затиркой и на основе глины . Перед использованием резиновых форм желатин был использован.
-
 Шаг 1: модель яблока в воск
Шаг 1: модель яблока в воск -
 Шаг 2: Из модели производится резиновая форма. (Плесень показана здесь с твердым литой в штукатурке)
Шаг 2: Из модели производится резиновая форма. (Плесень показана здесь с твердым литой в штукатурке) -
 Шаг 3: Из этой резиновой формы сделаны пустого воска или парафина
Шаг 3: Из этой резиновой формы сделаны пустого воска или парафина -
 Шаг 4: Полое парафиновое яблоко покрыто финальной, огнестойкой формой, в данном случае на основе глины, открытым видом. Ядро также заполнено огненным материалом. Обратите внимание на опоры ядра нержавеющей стали. На следующем этапе (не показана), плесень нагревается в духовке вверх дном, а воск «потерян»
Шаг 4: Полое парафиновое яблоко покрыто финальной, огнестойкой формой, в данном случае на основе глины, открытым видом. Ядро также заполнено огненным материалом. Обратите внимание на опоры ядра нержавеющей стали. На следующем этапе (не показана), плесень нагревается в духовке вверх дном, а воск «потерян» -
 Шаг 5: Жидкая бронза при 1200 ° C выливается в сушеную и пустую личную форму
Шаг 5: Жидкая бронза при 1200 ° C выливается в сушеную и пустую личную форму -
 Шаг 6: бронзовый лист, все еще с прикрепленным к износовым. Лип
Шаг 6: бронзовый лист, все еще с прикрепленным к износовым. Лип






Ювелирные изделия и небольшие части
[ редактировать ]Методы, используемые для мелких деталей и ювелирных изделий, несколько варьируются от методов, используемых для скульптуры. Восковая модель получается либо из инъекции в резиновую плесень, либо из-за создания на заказ при резьбе. Восковые или воски вырываются и сливаются на резиновое основание, называемое «базой литников». Затем металлическая колба, которая напоминает короткую длину стальной трубы, которая варьируется примерно от 3,5 до 15 сантиметров высотой и шириной, наносит на литниковую основу и воски. Большинство литников имеют круглый обод, который захватывает колбу стандартного размера, удерживая ее на месте. Инвестиции (рефрактерная штукатурка) смешаны и заливают в колбу, заполняя ее. Это затвердевает, затем сгореется, как указано выше. Кастинг обычно выполняется прямо из печи либо центробежным литьем , либо вакуумным литьем .
Процесс потерянного воска может использоваться с любым материалом, который может сжигать , плавить или испаряться , чтобы оставить полость пресс-формы. Некоторые производители автомобилей используют технику потерянного фоама для изготовления блоков двигателя . Модель изготовлена из пены из полистирола , которая помещается в листовую колбу , состоящую из копа и сопротивления , которое затем заполняется литьем песка . Пена поддерживает песок, позволяя формы, которые были бы невозможны, если бы процесс должен был полагаться только на песок. Металл заливается, испаряя пену с его теплом.
В стоматологии золотые короны, вставки и онлайны производятся методом потерянных восков. Применение техники потерянного воска для изготовления листовой инкрустации впервые сообщили Taggart. Типичный золотой сплав составляет около 60% золота и 28% серебра, а также медь и другие металлы, составляющие все остальное. Требуемое внимание к подготовке зубов, получению впечатлений и лабораторной технике необходимы для того, чтобы сделать этот тип реставрации успешным. Стоматологические лаборатории также делают другие предметы таким образом.
Текстиль
[ редактировать ]В этом процессе воск и текстиль заменяются металлом во время процесса литья, в результате чего армирование ткани обеспечивает более тонкую модель и, таким образом, уменьшает количество металла, затраченного в форме. [ 10 ] Evidence of this process is seen by the textile relief on the reverse side of objects and is sometimes referred to as "lost-wax, lost textile". This textile relief is visible on gold ornaments from burial mounds in southern Siberia of the ancient horse riding tribes, such as the distinctive group of openwork gold plaques housed in the Hermitage Museum, Saint Petersburg.[10] The technique may have its origins in the Far East, as indicated by the few Han examples, and the bronze buckle and gold plaques found at the cemetery at Xigou.[11] Such a technique may also have been used to manufacture some Viking Age oval brooches, indicated by numerous examples with fabric imprints such as those of Castletown (Scotland).[12]
Glass sculptures
[edit]
The lost-wax casting process may also be used in the production of cast glass sculptures. The original sculpture is made from wax. The sculpture is then covered with mold material (e.g., plaster), except for the bottom of the mold which must remain open. When the mold has hardened, the encased sculpture is removed by applying heat to the bottom of the mold. This melts out the wax (the wax is 'lost') and destroys the original sculpture. The mold is then placed in a kiln upside down with a funnel-like cup on top that holds small chunks of glass. When the kiln is brought up to temperature (1450-1530 degrees Fahrenheit), the glass chunks melt and flow down into the mold. Annealing time is usually 3–5 days, and total kiln time is 5 or more days. After the mold is removed from the kiln, the mold material is removed to reveal the sculpture inside.
Archaeological history
[edit]Black Sea
[edit]
Cast gold knucklebones, beads, and bracelets, found in graves at Bulgaria's Varna Necropolis, have been dated to approximately 6500 years BP. They are believed to be both some of the oldest known manufactured golden objects, and the oldest objects known to have been made using lost wax casting.[2]
Middle East
[edit]
Some of the oldest known examples of the lost-wax technique are the objects discovered in the Nahal Mishmar hoard in southern Land of Israel, and which belong to the Chalcolithic period (4500–3500 BC). Conservative Carbon-14 estimates date the items to around 3700 BC, making them more than 5700 years old.[4][5]
Near East
[edit]In Mesopotamia, from c. 3500–2750 BC, the lost-wax technique was used for small-scale, and then later large-scale copper and bronze statues.[4] One of the earliest surviving lost-wax castings is a small lion pendant from Uruk IV. Sumerian metalworkers were practicing lost-wax casting from approximately c. 3500–3200 BC.[13] Much later examples from northeastern Mesopotamia/Anatolia include the Great Tumulus at Gordion (late 8th century BC), as well as other types of Urartian cauldron attachments.[14]
South Asia
[edit]
The oldest known example of applying the lost-wax technique to copper casting comes from a 6,000-year-old (c. 4000 BC) copper, wheel-shaped amulet found at Mehrgarh, Pakistan.[3]
Metal casting, by the Indus Valley civilization, produced some of the earliest known examples of lost-wax casting applied to the casting of copper alloys, a bronze figurine, found at Mohenjo-daro, and named the "dancing girl", is dated to 2300-1750 BCE.[15][16] Other examples include the buffalo, bull and dog found at Mohenjodaro and Harappa,[7][16][17] two copper figures found at the Harappan site Lothal in the district of Ahmedabad of Gujarat,[15] and likely a covered cart with wheels missing and a complete cart with a driver found at Chanhudaro.[7][17]
During the post-Harappan period, hoards of copper and bronze implements made by the lost-wax process are known from Tamil Nadu, Uttar Pradesh, Bihar, Madhya Pradesh, Odisha, Andhra Pradesh and West Bengal.[15] Gold and copper ornaments, apparently Hellenistic in style, made by cire perdue were found at the ruins at Sirkap. One example of this Indo-Greek art dates to the 1st century BCE, the juvenile figure of Harpocrates excavated at Taxila.[15] Bronze icons were produced during the 3rd and 4th centuries, such as the Buddha image at Amaravati, and the images of Rama and Kartikeya in the Guntur district of Andhra Pradesh.[15] A further two bronze images of Parsvanatha and a small hollow-cast bull came from Sahribahlol, Gandhara, and a standing Tirthankara (2nd~3rd century CE ) from Chausa in Bihar should be mentioned here as well.[15] Other notable bronze figures and images have been found in Rupar, Mathura (in Uttar Pradesh) and Brahmapura, Maharashtra.[15]

Gupta and post-Gupta period bronze figures have been recovered from the following sites: Saranath, Mirpur-Khas (in Pakistan), Sirpur (District of Raipur), Balaighat (near Mahasthan now in Bangladesh), Akota (near Vadodara, Gujarat), Vasantagadh, Chhatarhi, Barmer and Chambi (in Rajesthan).[15] The bronze casting technique and making of bronze images of traditional icons reached a high stage of development in South India during the medieval period. Although bronze images were modelled and cast during the Pallava Period in the eighth and ninth centuries, some of the most beautiful and exquisite statues were produced during the Chola Period in Tamil Nadu from the tenth to the twelfth century. The technique and art of fashioning bronze images is still skillfully practised in South India, particularly in Kumbakonam. The distinguished patron during the tenth century was the widowed Chola queen, Sembiyan Maha Devi. Chola bronzes are the most soughtafter collectors’ items by art lovers all over the world. The technique was used throughout India, as well as in the neighbouring countries Nepal, Tibet, Ceylon, Burma and Siam.[16]
Southeast Asia
[edit]
The inhabitants of Ban Na Di were casting bronze from c. 1200 BC to 200 AD, using the lost-wax technique to manufacture bangles.[18] Bangles made by the lost-wax process are characteristic of northeast Thailand.[19] Some of the bangles from Ban Na Di revealed a dark grey substance between the central clay core and the metal, which on analysis was identified as an unrefined form of insect wax.[19][18] It is likely that decorative items, like bracelets and rings, were made by cire perdue at Non Nok Tha and Ban Chiang.[7] There are technological and material parallels between northeast Thailand and Vietnam concerning the lost-wax technique.[7] The sites exhibiting artifacts made by the lost-mould process in Vietnam, such as the Dong Son drums, come from the Dong Son, and Phung Nguyen cultures,[7] such as one sickle and the figure of a seated individual from Go Mun (near Phung Nguyen, the Bac Bo Region), dating to the Go Mun phase (end of the General B period, up until the 7th century BC).[18]
West Africa
[edit]

Cast bronzes are known to have been produced in Africa by the 9th century AD in Igboland (Igbo-Ukwu) in Nigeria, the 12th century AD in Yorubaland (Ife) and the 15th century AD in the kingdom of Benin. Some portrait heads remain.[16] Benin mastered bronze during the 16th century, produced portraiture and reliefs in the metal using the lost wax process.[20]
Egypt
[edit]The Egyptians were practicing cire perdue from the mid 3rd millennium BC, shown by Early Dynastic bracelets and gold jewellery.[21][22] Inserted spouts for ewers (copper water vessels) from the Fourth Dynasty (Old Kingdom) were made by the lost-wax method.[22][23] Hollow castings, such as the Louvre statuette from the Fayum find appeared during the Middle Kingdom, followed by solid cast statuettes (like the squatting, nursing mother, in Brooklyn) of the Second Intermediate/Early New Kingdom.[23] The hollow casting of statues is represented in the New Kingdom by the kneeling statue of Tuthmosis IV (British Museum, London) and the head fragment of Ramesses V (Fitzwilliam Museum, Cambridge).[24] Hollow castings become more detailed and continue into the Eighteenth Dynasty, shown by the black bronze kneeling figure of Tutankhamun (Museum of the University of Pennsylvania). Cire Perdue is used in mass-production during the Late Period to Graeco-Roman times when figures of deities were cast for personal devotion and votive temple offerings.[13] Nude female-shaped handles on bronze mirrors were cast by the lost-wax process.[13]
Mediterranean
[edit]The lost-wax technique came to be known in the Mediterranean during the Bronze Age.[25] It was a major metalworking technique utilized in the ancient Mediterranean world, notably during the Classical period of Greece for large-scale bronze statuary[26] and in the Roman world.

Direct imitations and local derivations of Oriental, Syro-Palestinian and Cypriot figurines are found in Late Bronze Age Sardinia, with a local production of figurines from the 11th to 10th century BC.[25] The cremation graves (mainly 8th-7th centuries BC, but continuing until the beginning of the 4th century) from the necropolis of Paularo (Italian Oriental Alps) contained fibulae, pendants and other copper-based objects that were made by the lost-wax process.[27] Etruscan examples, such as the bronze anthropomorphic handle from the Bocchi collection (National Archaeological Museum of Adria), dating back to the 6th to 5th centuries BC, were made by cire perdue.[28] Most of the handles in the Bocchi collection, as well as some bronze vessels found in Adria (Rovigo, Italy) were made using the lost-wax technique.[28] The better known lost-wax produced items from the classical world include the "Praying Boy" c. 300 BC (in the Berlin Museum), the statue of Hera from Vulci (Etruria), which, like most statues, was cast in several parts which were then joined.[29] Geometric bronzes such as the four copper horses of San Marco (Venice, probably 2nd century) are other prime examples of statues cast in many parts.
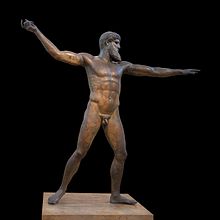
Examples of works made using the lost-wax casting process in Ancient Greece largely are unavailable due to the common practice in later periods of melting down pieces to reuse their materials.[31] Much of the evidence for these products come from shipwrecks.[32] As underwater archaeology became feasible, artifacts lost to the sea became more accessible.[32] Statues like the Artemision Bronze Zeus or Poseidon (found near Cape Artemision), as well as the Victorious Youth (found near Fano), are two such examples of Greek lost-wax bronze statuary that were discovered underwater.[32][33]
Some Late Bronze Age sites in Cyprus have produced cast bronze figures of humans and animals. One example is the male figure found at Enkomi. Three objects from Cyprus (held in the Metropolitan Museum of Art in New York) were cast by the lost-wax technique from the 13th and 12th centuries BC, namely, the amphorae rim, the rod tripod, and the cast tripod.[34]
Other, earlier examples that show this assembly of lost-wax cast pieces include the bronze head of the Chatsworth Apollo and the bronze head of Aphrodite from Satala (Turkey) from the British Museum.[35]
East Asia
[edit]
There is great variability in the use of the lost-wax method in East Asia. The casting method to make bronzes till the early phase of Eastern Zhou (770-256 BCE) was almost invariably section-mold process.[36] Starting from around 600 BCE, there was an unmistakable rise of lost-wax casting in the central plains of China, first witnessed in the Chu cultural sphere.[37] Further investigations have revealed this not to be the case as it is clear that the piece-mould casting method was the principal technique used to manufacture bronze vessels in China.[38] The lost-wax technique did not appear in northern China until the 6th century BC.[19] Lost-wax casting is known as rōgata in Japanese, and dates back to the Yayoi period, c. 200 BC.[16] The most famous piece made by cire perdue is the bronze image of Buddha in the temple of the Todaiji monastery at Nara.[16] It was made in sections between 743 and 749, allegedly using seven tons of wax.[16]
Northern Europe
[edit]
The Dunaverney (1050–910 BC) and Little Thetford (1000–701 BC) flesh-hooks have been shown to be made using a lost-wax process. The Little Thetford flesh-hook, in particular, employed distinctly inventive construction methods.[39][40] The intricate Gloucester Candlestick (1104–1113 AD) was made as a single-piece wax model, then given a complex system of gates and vents before being invested in a mould.[9]
Americas
[edit]The lost-wax casting tradition was developed by the peoples of Nicaragua, Costa Rica, Panama, Colombia, northwest Venezuela, Andean America, and the western portion of South America.[41] Lost-wax casting produced some of the region's typical gold wire and delicate wire ornament, such as fine ear ornaments. The process was employed in prehispanic times in Colombia's Muisca and Sinú cultural areas.[42] Two lost-wax moulds, one complete and one partially broken, were found in a shaft and chamber tomb in the vereda of Pueblo Tapado in the municipio of Montenegro (Department of Quindío), dated roughly to the pre-Columbian period.[43] The lost-wax method did not appear in Mexico until the 10th century,[44] and was thereafter used in western Mexico to make a wide range of bell forms.[45]
Literary history
[edit]Indirect evidence
[edit]
Some early literary works allude to lost-wax casting. Columella, a Roman writer of the 1st century AD, mentions the processing of wax from beehives in De Re Rustica, perhaps for casting, as does Pliny the Elder,[46] who details a sophisticated procedure for making Punic wax.[47] One Greek inscription refers to the payment of craftsmen for their work on the Erechtheum in Athens (408/7–407/6 BC). Clay-modellers may use clay moulds to make terracotta negatives for casting or to produce wax positives.[47] Pliny portrays[46] Zenodorus as a well-reputed ancient artist producing bronze statues,[48] and describes[46] Lysistratos of Sikyon, who takes plaster casts from living faces to create wax casts using the indirect process.[48]
Many bronze statues or parts of statues in antiquity were cast using the lost wax process. Theodorus of Samos is commonly associated with bronze casting.[46][49] Pliny also mentions the use of lead, which is known to help molten bronze flow into all areas and parts of complex moulds.[50] Quintilian documents the casting of statues in parts, whose moulds may have been produced by the lost wax process. Scenes on the early-5th century BC Berlin Foundry Cup depict the creation of bronze statuary working, probably by the indirect method of lost-wax casting.[51]
Direct evidence
[edit]India
[edit]The lost-wax method is well documented in ancient Indian literary sources. The Shilpa Shastras, a text from the Gupta Period (c. 320–550 AD), contains detailed information about casting images in metal. The 5th-century AD Vishnusamhita, an appendix to the Vishnu Purana, refers directly to the modeling of wax for making metal objects in chapter XIV: "if an image is to be made of metal, it must first be made of wax."[15] Chapter 68 of the ancient Sanskrit text Mānasāra Silpa details casting idols in wax and is entitled Maduchchhista Vidhānam, or the "lost wax method".[15][16] The 12th century text Mānasollāsa, allegedly written by King Someshvara III of the Western Chalukya Empire, also provides detail about lost-wax and other casting processes.[15][16]
In a 16th-century treatise, the Uttarabhaga of the Śilparatna written by Srïkumāra, verses 32 to 52 of Chapter 2 ("Linga Lakshanam"), give detailed instructions on making a hollow casting.[15][16]
Theophilus
[edit]An early medieval writer Theophilus Presbyter, believed to be the Benedictine monk and metalworker Roger of Helmarshausen, wrote a treatise in the early-to-mid-12th century[52] that includes original work and copied information from other sources, such as the Mappae clavicula and Eraclius, De dolorous et artibus Romanorum.[52] It provides step-by-step procedures for making various articles, some by lost-wax casting: "The Copper Wind Chest and Its Conductor" (Chapter 84); "Tin Cruets" (Chapter 88), and "Casting Bells" (Chapter 85), which call for using "tallow" instead of wax; and "The Cast Censer". In Chapters 86 and 87 Theophilus details how to divide the wax into differing ratios before moulding and casting to achieve accurately tuned small musical bells. The 16th-century Florentine sculptor Benvenuto Cellini may have used Theophilus' writings when he cast his bronze Perseus with the Head of Medusa.[16][53]
America
[edit]The Spanish writer Releigh (1596) in brief account refers to Aztec casting.[16]
Gallery
[edit]-
 A wax model is sprued with vents for casting metal and for the release of air, and covered in heat-resistant material.
A wax model is sprued with vents for casting metal and for the release of air, and covered in heat-resistant material. -
 A cast in bronze, still with spruing
A cast in bronze, still with spruing -
 A bronze cast, with part of the spruing cut away
A bronze cast, with part of the spruing cut away -
 A nearly finished bronze casting. Only the core supports have yet to be removed and closed
A nearly finished bronze casting. Only the core supports have yet to be removed and closed -
 Hugo Rheinhold's Affe mit Schädel is cast out of bronze using the lost-wax process.
Hugo Rheinhold's Affe mit Schädel is cast out of bronze using the lost-wax process.





-
 Эта бронзовая пьеса под названием «Ленивая леди » скульптором Роуэн Гиллеспи была брошена с использованием процесса потерянного воска.
Эта бронзовая пьеса под названием «Ленивая леди » скульптором Роуэн Гиллеспи была брошена с использованием процесса потерянного воска. -
 Блаттербруннен 1976 года Эмилем Симиотти, как видно в 2014 году в центре города Ганновер, Германия . Для бронзовых листьев использовался метод потерянного воска.
Блаттербруннен 1976 года Эмилем Симиотти, как видно в 2014 году в центре города Ганновер, Германия . Для бронзовых листьев использовался метод потерянного воска.


Смотрите также
[ редактировать ]Ссылки
[ редактировать ]- ^ "Cire Perdue" . Оксфордский английский словарь .
- ^ Jump up to: а беременный Леш, Верена; Армбрустер, Барбара; Перникка, Эрнст; Славчев, Владимир (1 февраля 2015 г.). «О изобретении золотой металлургии: золотые объекты с кладбища Варны I (Болгария) - Технологические последствия и изобретательное творчество» . Кембриджский археологический журнал . 25 (1): 353–376. doi : 10.1017/s0959774314001140 . ISSN 0959-7743 . S2CID 163291835 .
- ^ Jump up to: а беременный Thoury, M.; и др. (2016). «Высокая пространственная динамика-фотолуминесцентная визуализация раскрывает металлургию самого раннего объекта с утраченным воском» . Природная связь . 7 : 13356. Bibcode : 2016natco ... 713356t . doi : 10.1038/ncomms13356 . PMC 5116070 . PMID 27843139 .
- ^ Jump up to: а беременный в МОРЕЙ, PRS «Ранняя металлургия в Месопотамии». В Мэддина (1988) .
- ^ Jump up to: а беременный Muhly, JD «Начало металлургии в старом мире». В Мэддина (1988) .
- ^ Jairazbhoy, Rafique A. (1982). Распространение древних цивилизаций Bognor Regis: New Horizon. П. 9. ISBN 978-0-86116-688-6 .
- ^ Jump up to: а беременный в дюймовый и фон Agrawal, DP (2000). Древние металлические технологии и археология Южной Азии. Паназиатская перспектива . Нью -Дели: Aryan Books International. ISBN 978-81-7305-177-7 .
- ^ McCreight, Tim (1991). Полный металлов: иллюстрированный справочник . Дэвис Публикации. ISBN 978-0-87192-240-3 .
- ^ Jump up to: а беременный Мэрион, Герберт (1954). Металлокообразные и эмалирование, практическое трактат о работе золота и серебряных и их союзных ремесел (3 -е изд.). Чепмен и Холл.
- ^ Jump up to: а беременный Бункер, ЕС "Потерянный воск и потерянный текстиль: необычная древняя техника для литья бляшек золотых пояса". В Мэддина (1988) .
- ^ Чжунгеер Баннер, Западная Внутренняя Монголия, 3-й века до н.э.
- ^ Смит, MH (2005). «Разрушение формы: переоценка методов создания эпох викингов для овальных брошей» . В Борке, Ро (ред.). De re Metallica: использование металла в средние века . Ависта Исследования по истории средневековых технологий, науки и искусства. Тол. 4. Ашгейт. ISBN 978-0-7546-5048-5 .
- ^ Jump up to: а беременный в Scheel, B. (1989). Египетская металлообработка и инструменты . Shire Publications. ISBN 978-0-7478-0001-9 .
- ^ Азарпай, Г. (1968). Урартское искусство и артефакты. Хронологическое исследование . Беркли и Лос -Анджелес: издательство Калифорнийского университета.
- ^ Jump up to: а беременный в дюймовый и фон глин час я Дж k л Kuppuram, Govindarajan (1989). Древняя индийская добыча, металлургия и металлическая промышленность . Сандип Пракашан. ISBN 978-81-85067-28-5 .
- ^ Jump up to: а беременный в дюймовый и фон глин час я Дж k л Krishnan, M.V. (1976). Cire perdue casting in India . Kanak Publications.
- ^ Jump up to: а беременный Кенойер, JM; Миллер, HM-L. (1999). «Металлические технологии традиции долины Инда в Пакистане и Западной Индии». В Пиготте, VC (ред.). Археометаллургия азиатского старого мира . Филадельфия, Пенсильвания: Музей Университета Пенсильвании.
- ^ Jump up to: а беременный в Higham, C. «Доисторическая металлургия в Юго -Восточной Азии: некоторая новая информация от раскопок Ban na di». В Мэддина (1988) .
- ^ Jump up to: а беременный в Уайт, JC «Ранняя восточная азиатская металлургия: южная традиция». В Мэддина (1988) .
- ^ Дэвидсон, Василий (1971). Африканские королевства . Нью-Йорк: Книги по времени жизни, с. 146 (7).
- ^ Огден, Джек (1982). Ювелирные изделия древнего мира . Нью -Йорк: Риццоли. ISBN 978-0-8478-0444-3 .
- ^ Jump up to: а беременный Дорогая, как (1990). «Необогательные материалы». В Макнил, Ян (ред.). Энциклопедия истории технологий . Лондон и Нью -Йорк: Routledge. ISBN 978-0-415-14792-7 .
- ^ Jump up to: а беременный Огден Дж. (2000). Металлы, в древних египетских материалах и технологиях , ред. PT Nicholson & I. Shaw Cambridge: издательство Кембриджского университета.
- ^ Олдред, Г. Египетское искусство во времена фараонов 3100 - 320 г. до н.э. Лондон: Темза и Хадсон.
- ^ Jump up to: а беременный Loschiavo, F. «Ранняя металлургия в Сардинии». В Мэддина (1988) .
- ^ Фуллертон, Марк Д. (2016). Греческая скульптура . Чичестер, Западный Суссекс, Великобритания: Джон Уайли и сыновья, Incorporated. п. 139. ISBN 978-1-119-11531-1 .
- ^ Giumlia-mair, a.; Vitre, S.; Corazza, S. «Находки из некрополиса Paularo в итальянской восточной Альп на основе железного века». В археометаллургии в Европе (2003) .
- ^ Jump up to: а беременный Bonomi, S.; Мартини, Г.; Поли, Г.; Prandstraller, D. «Современность ранней металлургии: исследования на этрусской антропоморфной бронзовой ручке». В археометаллургии в Европе (2003) .
- ^ Neuburger, A., 1930. Технические искусства и науки «Древние» , Лондон: Methuen & Co. Ltd.
- ^ Маттуш, Кэрол С. (1997). Победовая молодежь . Лос -Анджелес, Калифорния: Кристофер Хадсон. п. 10. ISBN 0-89236-470-х .
- ^ Фуллертон, Марк Д. (2016). Греческая скульптура . Чичестер, Западный Суссекс, Великобритания: Джон Уайли и сыновья, Incorporated. С. 139–40. ISBN 978-1-119-11531-1 .
- ^ Jump up to: а беременный в Sparkes, Брайан А. (1987). "Греческие бронзы". Греция и Рим . 34 (2): 152–168. doi : 10.1017/s0017383500028102 . JSTOR 642943 . S2CID 248520562 .
- ^ Ллойд, Джеймс (2012). «Архис бронза» . Всемирная история энциклопедии . Получено 7 декабря 2021 года .
- ^ Шорш, Дебора; Хендрикс, Элизабет. « Производство облегчения орнамента на кипрском бронзовом кастинге позднего бронзового века ». В археометаллургии в Европе (2003) .
- ^ Мэрион, Герберт (1956). «Прекрасная металлическая работа». У певца, Эйх Чарльз; Холл, Ар; Уильямс, Тревор I. (ред.). Средиземноморские цивилизации и средневековья c. 700 г. до н.э. в c. ОБЪЯВЛЕНИЕ. 1500 . История технологий. Тол. II Оксфорд: Clarendon Press. ISBN 978-0-19-858106-2 Полем OCLC 491563676 . ; Смотрите также Дафас, Ка (2019). «Греческая крупномасштабная бронзовая скульптура: поздние архаичные и классические периоды». Бюллетень Института классических исследований, монография (приложение 138). Лондон: Институт классических исследований, Школа передовых исследований, Лондонский университет.
- ^ Пенг, Пэн (2020). Металлообработка в бронзовом веке, Китай: процесс потерянного воска Пенга Пенга . Cambria Press. С. 19–22.
- ^ Пенг, Пэн (2020). Металлообработка в бронзовом веке, Китай: процесс потерянного воска Пенга Пенга . Cambria Press. п. 99
- ^ Мейерс П. «Характеристики кастинга, выявленные изучением древних китайских бронз». В Мэддина (1988) .
- ^ Боуман, Шеридан; Стюарт Нидхэм. «Dunaverney и Little Thetford Fleshs-Hooks: история, технологии и их положение в более позднем бронзовом веке атлантической зоны писали» . Журнал антикваров . 87 Общество антикваров Лондона. Архивировано из оригинала 24 августа 2010 года . Получено 27 июня 2010 года .
- ^ Боуман, S (1953). «Поздний бронзовый век, маленький Тетфорд» . Кембриджшир ее . Получено 27 июня 2010 года .
- ^ Лехтман, Х. «Традиции и стили в центральной Андской металлообработке». В Мэддина (1988) .
- ^ Скотт, Д.А. (1991). «Техническое обследование некоторой золотой проволоки от доспешений Южной Америки». Исследования по сохранению . 36 (2): 65–75. doi : 10.1179/sic.1991.36.2.65 .
- ^ Bruhns, KO (1972). "Мужчина". Две предиспанические формы Cire Perdue Casting из Колумбии .
- ^ Ходжес, Х., 1970. Технология в древнем мире , Лондон: Аллен Лейн Пенгеин Пресс.
- ^ Хослер Д. «Металлургия древнего Западной Мексики». В Мэддина (1988) .
- ^ Jump up to: а беременный в дюймовый Плиний . Естественная история (77 г. н.э.) .
- ^ Jump up to: а беременный Хамфри, JW; Олесон, JP; Шервуд, Ан, ред. (2003). Греческие и римские технологии: сборник источников: аннотированные переводы греческих и латинских текстов и документов . Routledge. ISBN 978-1-134-92620-6 .
- ^ Jump up to: а беременный Jex-Blake, K. & E. Sellers, 1967. Главы старшего Плиния по истории искусства , Чикаго: Ares Publishers, Inc.
- ^ Паусания, описание Греции 8.14.8
- ^ Hurcombe, LM (2014). Археологические артефакты как материальная культура . Routledge. п. 207. ISBN 978-1-136-80200-3 .
- ^ Mattusch, CC (октябрь 1980 г.). «Кубок Берлинского литейного завода: кастинг греческой бронзовой скульптуры в начале пятого века до нашей эры». Американский журнал археологии . 84 (4): 435–444. doi : 10.2307/504071 . JSTOR 504071 . S2CID 191571821 .
- ^ Jump up to: а беременный Феофил (Пресвитер.) (1963). Хоторн, Джон Г .; Смит, Кирилл Стэнли (ред.). На Divers Arts: ведущий средневековый трактат о живописи, изготовлении стекла и металлических работах . Дувр. ISBN 978-0-486-23784-8 .
- ^ MD (февраль 1944 г.). "Cire Perdue". Научный ежемесячный . 58 (2): 158. Bibcode : 1944scimo..58..158d . Jstor 18097 .
Источники
[ редактировать ]- Forbes, RJ (1971). Металлургия в древности, часть 1: ранняя металлургия, Смит и его инструменты, золото, серебро и свинец, цинк и бронза . Исследования в области древних технологий. Тол. 8. Брилл. ISBN 978-90-04-02652-0 .
- Харт, GH; Кили, Г. (1945). Металл работает для ремесленников . Лондон, Великобритания: сэр Исаак Питман и сыновья.
- Ходжес, Х. (1995) [1864]. Артефакты . Bloomsbury Academic. ISBN 978-0-7156-2316-9 .
- Джонс, Д.М., изд. (2001). Археометаллургия . Лондон, Великобритания: английское наследие .
- Конкова, LV; Король, Г.Г. «Южный Сибирский импорт в Восточной Европе в 10 -м - 13 -м веках: традиции металлообработки». В археометаллургии в Европе (2003) .
- Лонг, С. (октябрь 1964 г.). «Cire Perdue Copper Casting в доколумбовой Мексике: экспериментальный подход». Американская древность . 30 (2): 189–192. doi : 10.2307/278850 . JSTOR 278850 . S2CID 163771730 .
- Макартур, М. (2005). Искусство Азии: материалы, методы, стили . Лондон, Великобритания: Темза и Хадсон.
- Мэддин, Роберт, изд. (21–26 октября 1986 г.). Начало использования металлов и сплавов . Вторая международная конференция в начале использования металлов и сплавов. Чжэнчжоу, Китай: MIT Press (опубликовано 1988). ISBN 978-0-262-13232-9 Полем OCLC 644557973 .
- Мэддин, Роберт (1988). Начало использования металлов и сплавов . MIT Press. ISBN 9780262132329 .
- Нобл, СП (октябрь 1975 г.). «Восковой процесса потерянного воска». Американский журнал археологии . 79 (4): 368–9. doi : 10.2307/503070 . JSTOR 503070 . S2CID 193070936 .
- Пенг, Пэн (2020). Металлообработка в бронзовом веке, Китай: процесс потерянного воска . Cambria Press. ISBN 9781604979626 .
- Тейлор, SE (1978). Маслирование металлов темного возраста: экспериментальное исследование возможности использования восковых моделей для формирования глинистых форм, со специальной ссылкой на производство пар лисовых объектов (отчет). Департамент археологии Кардифф. Тол. 97. Университет Кардиффа.
- Тренч, Люси (2000). Материалы и методы в декоративном искусстве: иллюстрированный словарь . Университет Чикагской Прессы. ISBN 978-0-226-81200-7 - через интернет -архив (archive.org).
- Разбирательство . Археометаллургия в Европе: Международная конференция. Милан, ИТ: Итальянская ассоциация металлургии. 24–26 сентября 2003 г. ISBN 978-88-85298-50-7 .
Внешние ссылки
[ редактировать ]| Внешние видео | |
|---|---|
- «Процесс бронзового кастинга» . Андре Стед Скульптура . Архивировано с оригинала 6 ноября 2016 года.
- «Металлическое искусство фотографий бастара» . chhattisgarh.blogspot.com (блог). Февраль 2011 г.
- «Флэш-анимация процесса кастинга потерянных восков» . Скульптура Джеймса Пенистон . Получено 24 октября 2007 года .
- «Виртуальный литейный» . Национальный музей искусства дикой природы. Архивировано из оригинала 16 мая 2008 года.
- «Согласно медаль» . Скульптура. Музей Виктории и Альберта . Архивировано из оригинала 29 января 2009 года . Получено 22 сентября 2007 года .
- «Реконструирование бронзового века Trundholm Sun Cariot» . comhem.se . Викинговая бронза. Архивировано из оригинала 11 октября 2008 года.
- «Процесс" Cire-Perdue "бронзового кастинга» . Научное американское прошлое . 15 октября 1904 года. Архивировано с оригинала 5 октября 2011 года.
- Харви А. "Андре Харви потерял воск ( Cire Perdue )" . Архивировано из оригинала 28 мая 2014 года . Получено 18 июня 2014 года .