Керамическая инженерия



Керамическая инженерия — это наука и технология создания объектов из неорганических, неметаллических материалов. Это осуществляется либо под действием тепла, либо при более низких температурах с помощью реакций осаждения из химических растворов высокой чистоты. Этот термин включает очистку сырья, изучение и производство соответствующих химических соединений, их формирование на компоненты и изучение их структуры, состава и свойств.
Керамические материалы могут иметь кристаллическую или частично кристаллическую структуру с дальним порядком в атомном масштабе. Стеклокерамика может иметь аморфную или стеклообразную структуру с ограниченным или ближним атомным порядком. Их либо формируют из расплавленной массы, затвердевающей при охлаждении, формируют и созревают под действием тепла, либо химически синтезируют при низких температурах, используя, например, гидротермальный или золь-гель синтез.
Особый характер керамических материалов обусловливает их многочисленные применения в области материаловедения , электротехники , химической технологии и машиностроения . Поскольку керамика термостойка, ее можно использовать для многих задач, для которых такие материалы, как металл и полимеры, непригодны. Керамические материалы используются в широком спектре отраслей промышленности, включая горнодобывающую, аэрокосмическую, медицинскую, нефтеперерабатывающую, пищевую и химическую промышленность, упаковочную науку, электронику, промышленную и передающую электроэнергию, а также управляемую передачу световых волн. [1]
История
[ редактировать ]Слово « керамика » происходит от греческого слова κεραμικός ( keramikos ), означающего керамику . Оно связано с более древним корнем индоевропейского языка «гореть». [2] «Керамика» может использоваться как существительное в единственном числе для обозначения керамического материала или продукта керамического производства, или как прилагательное. Керамика – это изготовление вещей из керамических материалов. Керамическая технология, как и многие другие науки, по сегодняшним меркам развилась из другой дисциплины. Материаловедение по сей день объединяется с керамикой. [ нужна ссылка ]

Авраам Дарби впервые использовал кокс в 1709 году в Шропшире, Англия, для повышения производительности плавильного процесса. [ нужна ссылка ] В настоящее время кокс широко используется для производства карбидной керамики. Поттер Джозайя Веджвуд открыл первую современную керамическую фабрику в Сток-он-Тренте , Англия, в 1759 году. Австрийский химик Карл Йозеф Байер , работавший в текстильной промышленности в России, в 1888 году разработал процесс отделения глинозема от бокситовой руды. Процесс Байера до сих пор используется для очистки глинозема в керамической и алюминиевой промышленности. [ нужна ссылка ] Братья Пьер и Жак Кюри открыли пьезоэлектричество в сешельской соли ок. 1880 . Пьезоэлектричество — одно из ключевых свойств электрокерамики .
Э. Э. Ачесон нагрел смесь кокса и глины в 1893 году и изобрел карборунд, или синтетический карбид кремния . Анри Муассан также синтезировал SiC и карбид вольфрама в своей дуговой печи в Париже примерно в то же время, что и Ачесон. Карл Шретер использовал жидкофазное спекание для соединения или «цементирования» частиц карбида вольфрама Муассан с кобальтом в 1923 году в Германии. (с металлической связкой) Лезвия из цементированного карбида значительно повышают долговечность режущих инструментов из закаленной стали . В. Х. Нернст разработал кубический стабилизированный диоксид циркония в 1920-х годах в Берлине. Этот материал используется в качестве датчика кислорода в выхлопных системах. Основным ограничением использования керамики в технике является ее хрупкость. [1]
Военный
[ редактировать ]
Военные стимулировали разработки, которые создали потребности Второй мировой войны потребность в высокопроизводительных материалах и помогли ускорить развитие керамической науки и техники. На протяжении 1960-х и 1970-х годов в ответ на достижения в области атомной энергии, электроники, связи и космических путешествий разрабатывались новые типы керамики. Открытие керамических сверхпроводников в 1986 году стимулировало интенсивные исследования по разработке сверхпроводящих керамических деталей для электронных устройств, электродвигателей и транспортного оборудования. [ нужна ссылка ]
В военном секторе растет потребность в высокопрочных и надежных материалах, способных передавать свет в видимой (0,4–0,7 микрометра) и средней инфракрасной (1–5 микрометров) областях спектра. Эти материалы необходимы для применений, требующих прозрачной брони . Прозрачная броня — это материал или система материалов, предназначенных для того, чтобы быть оптически прозрачными, но при этом защищать от осколков или баллистических ударов. Основное требование к прозрачной системе брони — не только победить обозначенную угрозу, но и обеспечить возможность нанесения нескольких ударов с минимальным искажением окружающих территорий. Прозрачные бронеокна также должны быть совместимы с приборами ночного видения. Ведется поиск новых материалов, которые тоньше, легче и обладают лучшими баллистическими характеристиками. [3]
Такие твердотельные компоненты нашли широкое применение для различных применений в электрооптической области, включая: оптические волокна для направленной передачи световых волн, оптические переключатели , лазерные усилители и линзы , основы для твердотельных лазеров и материалы оптических окон для газовых лазеров и инфракрасные (ИК) тепловые устройства наведения для систем наведения ракет и ИК ночного видения . [4]
Современная промышленность
[ редактировать ]Сегодня многомиллиардная промышленность, производство керамики и исследования зарекомендовали себя как важная область науки. Область применения продолжает расширяться по мере того, как исследователи разрабатывают новые виды керамики для различных целей. [1] [5]
- Керамика из диоксида циркония используется при изготовлении ножей. Лезвие керамического ножа останется острым гораздо дольше, чем лезвие стального ножа, хотя оно более хрупкое и его можно сломать, уронив его на твердую поверхность.
- Керамика, такая как оксид алюминия, карбид бора и карбид кремния, использовалась в бронежилетах для отражения огня из стрелкового оружия . Такие пластины широко известны как баллистические пластины . Подобный материал используется для защиты кабин некоторых военных самолетов из-за небольшого веса материала.
- Детали из нитрида кремния используются в керамических шарикоподшипниках. Их более высокая твердость означает, что они гораздо менее подвержены износу и могут обеспечить более чем утроенный срок службы. Они также меньше деформируются под нагрузкой, что означает меньший контакт с опорными стенками подшипника и может катиться быстрее. В условиях очень высоких скоростей тепло от трения во время качения может вызвать проблемы с металлическими подшипниками; проблемы, которые уменьшаются за счет использования керамики. Керамика также более химически устойчива и может использоваться во влажной среде, где стальные подшипники могут ржаветь. Основным недостатком использования керамики является значительно более высокая стоимость. Во многих случаях их электроизоляционные свойства также могут быть полезны в подшипниках. [ нужна ссылка ]
- В начале 1980-х годов компания Toyota исследовала производство адиабатического керамического двигателя, который может работать при температуре более 6000 °F (3300 °C). Керамические двигатели не требуют системы охлаждения и, следовательно, позволяют значительно снизить вес и, следовательно, повысить топливную экономичность. Топливная эффективность двигателя также выше при высокой температуре, как показывает теорема Карно . В обычном металлическом двигателе большая часть энергии, выделяемой топливом, должна рассеиваться в виде отходящего тепла , чтобы предотвратить расплавление металлических частей. Несмотря на все эти желательные свойства, такие двигатели не производятся, поскольку изготовление керамических деталей с необходимой точностью и долговечностью затруднено. Несовершенство керамики приводит к появлению трещин, что может привести к потенциально опасному выходу оборудования из строя. Такие двигатели возможны в лабораторных условиях, но массовое производство при нынешних технологиях невозможно. [ нужна ссылка ]
- Ведутся работы по разработке керамических деталей газотурбинных двигателей . В настоящее время даже лопатки из современных металлических сплавов, используемые в горячей части двигателей, требуют охлаждения и тщательного ограничения рабочих температур. Турбинные двигатели, изготовленные из керамики, могут работать более эффективно, обеспечивая самолетам большую дальность полета и полезную нагрузку при определенном количестве топлива. [ нужна ссылка ]

- В последнее время произошли успехи в области керамики, включая биокерамику, такую как зубные имплантаты и синтетические кости. Гидроксиапатит , природный минеральный компонент кости, был получен синтетически из ряда биологических и химических источников и может быть использован в керамических материалах. Ортопедические имплантаты, изготовленные из этих материалов, легко прикрепляются к костям и другим тканям организма без отторжения или воспалительных реакций. В связи с этим они представляют большой интерес для доставки генов и тканевой инженерии . Большая часть гидроксиапатитовой керамики очень пористая и не обладает механической прочностью и используется для покрытия металлических ортопедических устройств, чтобы способствовать образованию связи с костью или в качестве костных наполнителей. Они также используются в качестве наполнителей для ортопедических пластиковых винтов, чтобы уменьшить воспаление и повысить абсорбцию этих пластиковых материалов. Ведутся работы по созданию прочных, полностью плотных нанокристаллических гидроксиапатитовых керамических материалов для ортопедических устройств, несущих нагрузку, заменяя иностранные металлические и пластиковые ортопедические материалы синтетическим, но встречающимся в природе костным минералом. В конечном итоге эти керамические материалы могут быть использованы в качестве заменителей костей или с добавлением белковых коллагенов, синтетических костей. [ нужна ссылка ]
- Прочные актиноидсодержащие керамические материалы имеют множество применений, например, в ядерном топливе для сжигания избыточного Pu и в химически инертных источниках альфа-излучения для энергоснабжения беспилотных космических аппаратов или для производства электроэнергии для микроэлектронных устройств. Как использование, так и утилизация радиоактивных актинидов требуют их иммобилизации в прочном материале-хозяине. Долгоживущие радионуклиды ядерных отходов, такие как актиниды, иммобилизуются с помощью химически прочных кристаллических материалов на основе поликристаллической керамики и крупных монокристаллов. [6]
- Керамика из глинозема широко используется в химической промышленности благодаря своей превосходной химической стабильности и высокой устойчивости к коррозии . Он используется в качестве кислотостойких рабочих колес и корпусов насосов, обеспечивая длительную работу при перекачивании агрессивных жидкостей. [7] [8] Они также используются в покрытиях трубопроводов, переносящих кислоту, для предотвращения загрязнения и поддержания чистоты жидкости, что имеет решающее значение в таких отраслях, как фармацевтика и пищевая промышленность . [9] Клапаны , изготовленные из глиноземной керамики, демонстрируют исключительную долговечность и стойкость к химическому воздействию, что делает их надежными для контроля потока агрессивных жидкостей. [10]
Стеклокерамика
[ редактировать ]
Стеклокерамические материалы имеют много общих свойств со стеклом и керамикой. Стеклокерамика имеет аморфную фазу и одну или несколько кристаллических фаз и производится путем так называемой «контролируемой кристаллизации», которой обычно избегают при производстве стекла. Стеклокерамика часто содержит кристаллическую фазу, которая составляет от 30% [м/м] до 90% [м/м] ее состава по объему, что дает целый ряд материалов с интересными термомеханическими свойствами. [5]
При обработке стеклокерамики расплавленное стекло перед повторным нагревом и отжигом постепенно охлаждается. При такой термообработке стекло частично кристаллизуется . Во многих случаях добавляются так называемые «агенты зародышеобразования», чтобы регулировать и контролировать процесс кристаллизации. Поскольку прессование и спекание обычно не проводятся, стеклокерамика не содержит объемной доли пористости, обычно присутствующей в спеченной керамике. [1]
Этот термин в основном относится к смеси лития и алюмосиликатов , которая дает ряд материалов с интересными термомеханическими свойствами. Наиболее коммерчески важные из них отличаются тем, что невосприимчивы к тепловому удару. Таким образом, стеклокерамика стала чрезвычайно полезной для приготовления пищи на столешнице. Отрицательный коэффициент теплового расширения (КТР) кристаллической керамической фазы может быть сбалансирован положительным КТР стекловидной фазы. В определенной точке (~70% кристалличности) стеклокерамика имеет чистый КТР, близкий к нулю. Этот тип стеклокерамики обладает превосходными механическими свойствами и может выдерживать многократные и быстрые изменения температуры до 1000 °C. [1] [5]
Этапы обработки
[ редактировать ]Традиционный процесс керамики обычно следует следующей последовательности: измельчение → дозирование → смешивание → формование → сушка → обжиг → сборка. [11] [12] [13] [14]
- Фрезерование — это процесс, при котором материалы уменьшаются от большого размера до меньшего размера. Измельчение может включать разрушение сцементированного материала (в этом случае отдельные частицы сохраняют свою форму) или измельчение (что предполагает измельчение самих частиц до меньшего размера). Измельчение обычно осуществляется механическими средствами, включая истирание (которое представляет собой столкновение частиц с частицами, приводящее к разрушению агломерата или сдвигу частиц), сжатие (которое применяет силы, приводящие к разрушению) и удар (при котором используется фрезеруемая среда). или сами частицы, вызывающие разрушение). Оборудование для фрезерования истиранием включает в себя скруббер мокрого истирания (также называемый планетарной мельницей или мельницей мокрого истирания), лопасти которого находятся в воде, создавая вихри, в которых материал сталкивается и разрушается. Компрессионные мельницы включают щековую дробилку , валковую дробилку и конусную дробилку. К ударным мельницам относятся шаровые мельницы , в которых среда опрокидывается и разрушает материал. Импакторы вала вызывают истирание и сжатие частиц.
- Пакетирование – это процесс взвешивания оксидов согласно рецептам и подготовки их к смешиванию и сушке.
- Смешивание происходит после дозирования и осуществляется с помощью различных машин, таких как ленточные миксеры сухого смешивания (разновидность бетономешалки), миксеры Мюллера, [ нужны разъяснения ] и заводы по производству мопсов . Для влажного смешивания обычно используется одно и то же оборудование.
- Формование — это придание смешанным материалам различных форм — от унитазов до изоляторов свечей зажигания. Формование может включать в себя: (1) экструзию, такую как экструзия «заготовок» для изготовления кирпичей, (2) прессование для изготовления фасонных деталей, (3) шликерное литье , например, при изготовлении унитазов, умывальников и декоративных изделий, таких как керамические статуи. Формованием получается «сырая» деталь, готовая к сушке. Зеленые детали мягкие, податливые и со временем потеряют форму. При обращении с зеленым продуктом его форма изменится. Например, зеленый кирпич можно «сжать», и после сжатия он таким и останется.
- Сушка – это удаление воды или связующего вещества из сформированного материала. Распылительная сушка широко используется для подготовки порошка к операциям прессования. Другими сушилками являются туннельные сушилки и сушилки периодического действия. В этом двухэтапном процессе применяется контролируемое тепло. Во-первых, тепло удаляет воду. Этот этап требует тщательного контроля, так как быстрый нагрев приводит к появлению трещин и дефектов поверхности. Высушенная часть меньше зеленой и хрупкая, что требует осторожного обращения, поскольку небольшой удар может привести к раскрошению и разрушению.
- Спекание — это процесс, при котором высушенные детали проходят контролируемый процесс нагрева, при этом оксиды химически изменяются, вызывая соединение и уплотнение. Обожженная часть будет меньше высушенной.
Методы формирования
[ редактировать ]Методы формования керамики включают литье, литье под давлением , ленточное литье , замораживание , литье под давлением, сухое прессование, изостатическое прессование, горячее изостатическое прессование (HIP), 3D-печать и другие. Способы придания керамическим порошкам сложной формы востребованы во многих областях техники. Такие методы необходимы для производства современных высокотемпературных деталей конструкций, таких как компоненты тепловых двигателей и турбин . Материалы, отличные от керамики, которые используются в этих процессах, могут включать: дерево, металл, воду, гипс и эпоксидную смолу, большая часть которых удаляется при обжиге. [11] Эпоксидная смола с керамическим наполнителем , такая как Martyte, иногда используется для защиты конструкционной стали в условиях воздействия выхлопных газов ракет. [15]
Эти методы формования хорошо известны тем, что обеспечивают инструментам и другим компонентам стабильность размеров, качество поверхности, высокую (близкую к теоретической) плотность и однородность микроструктуры. Растущее использование и разнообразие специальных форм керамики увеличивает разнообразие используемых технологических процессов. [11]
Таким образом, армирующие волокна и нити в основном производятся с помощью полимерных, золь-гель или CVD-процессов, но обработка из расплава также имеет применение. Наиболее широко используемой специальной формой являются слоистые структуры, при этом преобладает ленточное литье для электронных подложек и корпусов. Фотолитография вызывает все больший интерес для точного создания рисунков проводников и других компонентов такой упаковки. Процессы ленточного литья или формования также вызывают растущий интерес для других применений, от открытых структур, таких как топливные элементы, до керамических композитов. [11]
Другой основной структурой слоя является покрытие, где термическое напыление очень важно, но химическое и физическое осаждение из паровой фазы, а также химические методы (например, золь-гель и полимерный пиролиз) находят все более широкое применение. экструдированные структуры, такие как сотовые подложки катализаторов, и высокопористые структуры, включающие различные пенопласты, например сетчатый пенопласт . Помимо открытых структур из формованной ленты, все большее применение находят [11]
Уплотнение консолидированных порошковых тел по-прежнему достигается преимущественно за счет спекания (без давления). Однако использование спекания под давлением путем горячего прессования растет, особенно для неоксидных материалов и деталей простой формы, где требуется более высокое качество (в основном микроструктурная однородность), а больший размер или несколько деталей за прессование могут быть преимуществом. [11]
Процесс спекания
[ редактировать ]Принципы методов, основанных на спекании, просты («синтер» имеет корни от английского « cinder »). Обжиг производится при температуре ниже температуры плавления керамики. После того, как грубо скрепленный объект, называемый «зеленым телом», изготовлен, его обжигают в печи , где процессы атомной и молекулярной диффузии приводят к значительным изменениям в первичных микроструктурных особенностях. Это включает постепенное устранение пористости , что обычно сопровождается чистой усадкой и общим уплотнением компонента. Таким образом, поры в объекте могут закрыться, в результате чего получается более плотный продукт со значительно большей прочностью и вязкостью разрушения .
Еще одним важным изменением в теле во время процесса обжига или спекания будет установление поликристаллической природы твердого тела. Во время спекания имеет тенденцию происходить значительный рост зерна, причем этот рост зависит от температуры и продолжительности процесса спекания. Рост зерен приведет к определенной форме распределения зерен по размерам, что окажет существенное влияние на конечные физические свойства материала. В частности, аномальный рост зерен , при котором некоторые зерна становятся очень большими в матрице из более мелких зерен, значительно изменяет физические и механические свойства полученной керамики. В спеченном изделии размеры зерен являются продуктом параметров термической обработки, а также исходного размера частиц или, возможно, размеров агрегатов или кластеров частиц , которые возникают на начальных этапах обработки.
Конечная микроструктура (и, следовательно, физические свойства) конечного продукта будет ограничена формой структурного шаблона или предшественника, который создается на начальных стадиях химического синтеза и физического формования. Отсюда важность химической порошков и полимеров обработки при синтезе промышленной керамики, стекла и ситалла.
Существует множество возможных усовершенствований процесса спекания. Некоторые из наиболее распространенных включают прессование сырого тела, чтобы ускорить уплотнение и сократить необходимое время спекания. Иногда органические связующие , такие как поливиниловый спирт для скрепления зеленого тела добавляют ; они сгорают при обжиге (при 200–350 °С). Иногда при прессовании добавляют органические смазки для увеличения уплотнения. Обычно их объединяют и добавляют в порошок связующие и смазочные материалы, а затем прессуют. (Разработка этих органических химических добавок сама по себе является искусством. Это особенно важно при производстве высокоэффективной керамики, например, той, которую миллиарды используют в электронике , в конденсаторах, катушках индуктивности , датчиках и т. д.)
Вместо порошка можно использовать суспензию, а затем придать ей желаемую форму, высушить и затем спекать. Действительно, традиционная керамика выполняется этим методом с использованием пластичной смеси, обрабатываемой руками. Если в керамике используется смесь различных материалов, температура спекания иногда превышает температуру плавления одного второстепенного компонента – спекания в жидкой фазе . Это приводит к сокращению времени спекания по сравнению со спеканием в твердом состоянии. [16] Такое жидкофазное спекание приводит к более быстрым диффузионным процессам и может привести к аномальному росту зерен .
Прочность керамики
[ редактировать ]Прочность материала зависит от его микроструктуры. Инженерные процессы, которым подвергается материал, могут изменить его микроструктуру. К разнообразию механизмов упрочнения, изменяющих прочность материала, относится механизм зернограничного упрочнения . Таким образом, хотя предел текучести максимизируется при уменьшении размера зерна, в конечном итоге очень маленькие размеры зерен делают материал хрупким. Учитывая тот факт, что предел текучести является параметром, который прогнозирует пластическую деформацию материала, можно принимать обоснованные решения о том, как повысить прочность материала, в зависимости от его микроструктурных свойств и желаемого конечного эффекта.
Связь между пределом текучести и размером зерна математически описывается уравнением Холла-Петча, которое имеет вид

где k y — коэффициент упрочнения (константа, уникальная для каждого материала), σ o — константа материала для начального напряжения движения дислокаций (или сопротивления решетки движению дислокаций), d — диаметр зерна, а σ y это предел текучести.
Теоретически материал можно сделать бесконечно прочным, если зерна сделать бесконечно маленькими. Это, к сожалению, невозможно, поскольку нижним пределом размера зерна является одна элементарная ячейка материала. Даже в этом случае, если зерна материала имеют размер одной элементарной ячейки, то материал на самом деле является аморфным, а не кристаллическим, поскольку в аморфном материале нет дальнего порядка и дислокации не могут быть определены. Экспериментально было обнаружено, что микроструктура с самым высоким пределом текучести имеет размер зерна около 10 нанометров, поскольку зерна меньшего размера подвергаются другому механизму текучести - зернограничному скольжению. [17] Производство конструкционных материалов с таким идеальным размером зерна затруднено из-за ограничений начального размера частиц, присущих наноматериалам и нанотехнологиям.
Модель Фабера-Эванса
[ редактировать ]Модель Фабера-Эванса , разработанная Кэтрин Фабер и Энтони Дж. Эвансом , была разработана для прогнозирования увеличения вязкости разрушения керамики из-за отклонения трещины вокруг частиц второй фазы, склонных к микротрещинам в матрице. [18] Модель учитывает морфологию частиц, соотношение сторон, расстояние и объемную долю второй фазы, а также снижение интенсивности локальных напряжений на вершине трещины, когда трещина отклоняется или плоскость трещины изгибается. Фактическая извилистость трещины получается с помощью методов визуализации, которые позволяют напрямую вводить в модель углы отклонения и изгиба.
Модель рассчитывает среднюю скорость высвобождения энергии деформации и сравнивает полученное увеличение вязкости разрушения с увеличением вязкости разрушения при плоской трещине через плоскую матрицу. Величина упрочнения определяется деформацией несоответствия, вызванной несовместимостью при термическом сжатии и сопротивлением микроразрушению границы раздела частица/матрица. Упрочнение становится заметным при узком распределении частиц соответствующего размера по размерам, и исследователи обычно признают, что эффекты отклонения в материалах с примерно равноосными зернами могут увеличить вязкость разрушения примерно в два раза по сравнению с граничным значением зерна. [19]
Модель показывает, что увеличение ударной вязкости зависит от формы частиц и объемной доли второй фазы, при этом наиболее эффективной морфологией является стержень с высоким удлинением, что может привести к четырехкратному увеличению вязкости разрушения. Упрочнение возникает в первую очередь из-за перекручивания фронта трещины между частицами, на что указывают профили прогиба. Частицы и сферы в форме дисков менее эффективны при упрочнении. Вязкость разрушения, независимо от морфологии, определяется закручиванием фронта трещины в наиболее тяжелой конфигурации, а не начальным наклоном фронта трещины. Лишь для частиц дискообразной формы первоначальный наклон фронта трещины обеспечивает значительное упрочнение; однако компонент скручивания по-прежнему переопределяет упрочнение, вызванное наклоном. [20]
Дополнительные важные особенности анализа прогиба включают появление асимптотического ужесточения для трех морфологий при объемных долях, превышающих 0,2. Отмечается также, что существенное влияние на упрочнение сферическими частицами оказывает распределение межчастичных расстояний; большее упрочнение достигается, когда сферы почти соприкасаются, так что углы закручивания приближаются к π/2. Эти предсказания легли в основу разработки высокопрочных двухфазных керамических материалов.
Идеальная вторая фаза, помимо обеспечения химической совместимости, должна присутствовать в количестве от 10 до 20 объемных процентов. Большие количества могут уменьшить увеличение ударной вязкости из-за перекрытия частиц. Частицы с высоким соотношением сторон, особенно имеющие стержнеобразную морфологию, наиболее подходят для максимального упрочнения. Эта модель часто используется для определения факторов, которые способствуют увеличению вязкости разрушения керамики, что в конечном итоге полезно при разработке современных керамических материалов с улучшенными характеристиками. [21] [22]
Теория химической обработки
[ редактировать ]Микроструктурная однородность
[ редактировать ]При обработке тонкой керамики неправильный размер и форма частиц в типичном порошке часто приводят к неоднородной морфологии упаковки, что приводит к изменениям плотности упаковки в прессовке порошка. Неконтролируемая агломерация порошков за счет сил притяжения Ван-дер-Ваальса также может приводить к микроструктурным неоднородностям. [11] [23]
Дифференциальные напряжения, возникающие в результате неравномерной усадки при высыхании, напрямую связаны со скоростью удаления растворителя и, таким образом, сильно зависят от распределения пористости. Такие напряжения были связаны с переходом от пластичности к хрупкости в консолидированных телах. [24] и может привести к распространению трещин в необожженном теле, если его не устранить.
Кроме того, любые колебания плотности упаковки прессовки при ее подготовке к печи часто усиливаются в процессе спекания, что приводит к неоднородному уплотнению. [25] [26] Было показано, что некоторые поры и другие структурные дефекты , связанные с изменениями плотности, играют вредную роль в процессе спекания, увеличивая и, таким образом, ограничивая конечную плотность. [27] Было также показано, что дифференциальные напряжения, возникающие в результате неоднородного уплотнения, приводят к распространению внутренних трещин, которые становятся дефектами, контролирующими прочность. [28]
Поэтому было бы желательно обрабатывать материал таким образом, чтобы он был физически однородным в отношении распределения компонентов и пористости, а не использовать распределения частиц по размерам, которые максимизируют плотность сырца. Удержание во взвешенном состоянии однородно дисперсной совокупности сильно взаимодействующих частиц требует полного контроля над межчастичными взаимодействиями. Монодисперсные коллоиды обеспечивают этот потенциал. [29]
Монодисперсные порошки коллоидного диоксида кремния , например, могут быть стабилизированы в достаточной степени, чтобы обеспечить высокую степень упорядоченности коллоидного кристалла или поликристаллического коллоидного твердого вещества, образующегося в результате агрегации. Степень порядка, по-видимому, ограничена временем и пространством, позволяющим установить долгосрочные корреляции. [30] [31]
Такие дефектные поликристаллические коллоидные структуры, по-видимому, являются основными элементами субмикрометрового коллоидного материаловедения и, следовательно, обеспечивают первый шаг в развитии более строгого понимания механизмов, участвующих в микроструктурной эволюции в неорганических системах, таких как поликристаллическая керамика.
Самостоятельная сборка
[ редактировать ]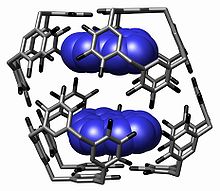
Самосборка — наиболее распространенный термин, используемый в современном научном сообществе для описания самопроизвольной агрегации частиц (атомов, молекул, коллоидов, мицелл и т. д.) без влияния каких-либо внешних сил. Известно, что большие группы таких частиц собираются в термодинамически стабильные, структурно четко определенные массивы, очень напоминающие одну из 7 кристаллических систем, встречающихся в металлургии и минералогии (например, гранецентрированную кубическую , объемноцентрированную кубическую и т. д.). [ нужна ссылка ] Принципиальное отличие равновесной структуры заключается в пространственном масштабе элементарной ячейки (или параметре решетки ) в каждом конкретном случае.
Таким образом, самосборка становится новой стратегией в химическом синтезе и нанотехнологиях . Молекулярная самосборка наблюдалась в различных биологических системах и лежит в основе формирования широкого спектра сложных биологических структур. Молекулярные кристаллы, жидкие кристаллы, коллоиды, мицеллы, эмульсии , полимеры с фазовым разделением, тонкие пленки и самоорганизующиеся монослои — все это примеры типов высокоупорядоченных структур, которые получаются с помощью этих методов. Отличительной особенностью этих методов является самоорганизация при отсутствии каких-либо внешних сил. [ нужна ссылка ]
Кроме того, основные механические характеристики и структуры биологической керамики, полимерных композитов , эластомеров и ячеистых материалов пересматриваются с упором на биоинспирированные материалы и структуры. Традиционные подходы сосредоточены на методах создания биологических материалов с использованием обычных синтетических материалов. Сюда входит новый класс механически превосходных биоматериалов, основанных на микроструктурных особенностях и конструкциях, встречающихся в природе. Открылись новые горизонты в синтезе биоинспирированных материалов посредством процессов, характерных для биологических систем в природе. Это включает в себя наномасштабную самосборку компонентов и развитие иерархических структур. [30] [31] [33]
Керамические композиты
[ редактировать ]
В последние годы возрос интерес к изготовлению керамических композитов. Хотя существует значительный интерес к композитам с одним или несколькими некерамическими компонентами, наибольшее внимание уделяется композитам, в которых все компоненты являются керамическими. Обычно они состоят из двух керамических компонентов: непрерывной матрицы и дисперсной фазы керамических частиц, нитевидных кристаллов или коротких (рубленых) или непрерывных керамических волокон . Задача, как и при влажной химической обработке, состоит в том, чтобы добиться равномерного или гомогенного распределения дисперсных частиц или фазы волокна. [34] [35]
Рассмотрим сначала обработку сыпучих композитов. Фаза частиц, представляющая наибольший интерес, представляет собой тетрагональный диоксид циркония из-за упрочнения, которого можно достичь в результате фазового превращения из метастабильной тетрагональной в моноклинную кристаллическую фазу, т. е. трансформационного упрочнения. Существует также значительный интерес к дисперсии твердых, неоксидных фаз, таких как SiC, TiB, TiC, бор , углерод и особенно оксидных матриц, таких как оксид алюминия и муллит . Также существует интерес к включению других керамических частиц, особенно тех, которые имеют сильно анизотропное тепловое расширение. Примеры включают Al 2 O 3 , TiO 2 , графит и нитрид бора. [34] [35]

При переработке дисперсных композитов проблемой является не только однородность размера и пространственного распределения дисперсной и матричной фаз, но и контроль размера зерна матрицы. Однако существует некоторый встроенный самоконтроль благодаря ингибированию роста зерен матрицы дисперсной фазой. Композиты в виде частиц, хотя обычно обладают повышенной устойчивостью к повреждениям, отказам или тому и другому, все же весьма чувствительны к неоднородностям состава, а также к другим дефектам обработки, таким как поры. Таким образом, чтобы быть эффективными, им нужна хорошая обработка. [1] [5]
Композиты в виде частиц производятся на коммерческой основе путем простого смешивания порошков двух компонентов. Хотя этот подход по своей сути ограничен в плане гомогенности, которую можно достичь, он наиболее легко адаптируется к существующей технологии производства керамики. Однако интерес представляют и другие подходы. [1] [5]

С технологической точки зрения особенно желательным подходом к изготовлению дисперсных композитов является нанесение матрицы или ее предшественника на мелкие частицы дисперсной фазы с хорошим контролем исходного размера дисперсных частиц и получаемой толщины матричного покрытия. В принципе, необходимо иметь возможность достичь максимальной однородности распределения и тем самым оптимизировать составные характеристики. Это также может иметь и другие последствия, например, возможность достижения более полезных характеристик композита в теле, имеющем пористость, что может быть желательно с учетом других факторов, таких как ограничение теплопроводности.
Существуют также некоторые возможности использования обработки расплава для изготовления керамических, дисперсных, нитевидных, коротковолокнистых и непрерывноволоконных композитов. Очевидно, что как дисперсные, так и нитевидные композиты могут быть получены путем осаждения в твердом состоянии после затвердевания расплава. В некоторых случаях его также можно получить путем спекания, как в случае дисперсионно-упрочненного частично стабилизированного диоксида циркония. Аналогичным образом известно, что можно направленно отверждать керамические эвтектические смеси и, следовательно, получать одноосноориентированные волокнистые композиты. Такая обработка композитов обычно ограничивается очень простыми формами и, таким образом, сталкивается с серьезными экономическими проблемами из-за высоких затрат на механическую обработку. [34] [35]
Очевидно, что для многих из этих подходов существуют возможности использования литья из расплава. Потенциально еще более желательным является использование частиц, полученных из расплава. В этом методе закалка осуществляется в твердом растворе или в тонкой эвтектической структуре, в которой частицы затем перерабатываются более типичными методами обработки керамического порошка в полезное тело. Также предпринимались предварительные попытки использовать напыление расплава в качестве средства формирования композитов путем введения дисперсной фазы частиц, нитевидных кристаллов или волокнистой фазы в сочетании с процессом напыления расплавом.
Другими методами, помимо инфильтрации из расплава, для производства керамических композитов с армированием длинными волокнами являются химическая инфильтрация в паровой фазе и пропитка заготовок волокон органическим предшественником , которые после пиролиза дают аморфную керамическую матрицу первоначально с низкой плотностью. Путем повторных циклов пропитки и пиролиза один из таких типов композитов с керамической матрицей получается . Химическая паровая инфильтрация используется для производства углерода/углерода и карбида кремния, армированного волокнами углерода или карбида кремния.
Помимо многих усовершенствований процесса, первой из двух основных потребностей волокнистых композитов является снижение стоимости волокна. Вторая важная потребность — это композиции волокон или покрытия, или обработка композитов, чтобы уменьшить деградацию, возникающую в результате высокотемпературного воздействия композита в окислительных условиях. [34] [35]
Приложения
[ редактировать ]
К изделиям из технической керамики относятся плитки, используемые в программе «Спейс шаттл» газовых горелок , сопла , баллистическая защита , таблетки оксида урана для ядерного топлива, биомедицинские имплантаты , реактивных двигателей лопатки турбин и ракет носовые обтекатели .
Ее изделия часто изготавливаются не из глины, а из других материалов, выбранных из-за их особых физических свойств. Их можно классифицировать следующим образом:
- Оксиды : кремнезем, оксид алюминия, цирконий.
- Неоксиды: карбиды, бориды , нитриды , силициды.
- Композиты : матрицы, армированные частицами или нитевидными кристаллами, комбинации оксидов и неоксидов (например, полимеры).
Керамика может использоваться во многих технологических отраслях. Одним из применений является керамическая плитка на космическом корабле НАСА , используемая для защиты его и будущих сверхзвуковых космических самолетов от жгучей жары при входе в атмосферу Земли. Они также широко используются в электронике и оптике. Помимо перечисленных здесь применений, керамику также используют в качестве покрытия в различных технических случаях. Примером может служить керамическое покрытие подшипников титановой рамы, используемое в самолетах. В последнее время в эту область стали входить исследования монокристаллов или стеклянных волокон в дополнение к традиционным поликристаллическим материалам, и их области применения частично перекрываются и быстро меняются.
Аэрокосмическая промышленность
[ редактировать ]- Двигатели : защита горячего работающего авиационного двигателя от повреждения других компонентов.
- Планеры : используются в качестве высоконагруженного, высокотемпературного и легкого несущего и структурного компонента.
- Носовые обтекатели ракет: защита внутренних частей ракеты от тепла.
- космического корабля Плитки
- от космического мусора Баллистические щиты : щиты из керамического волокна обеспечивают лучшую защиту от частиц со сверхскоростью (~ 7 км/с), чем алюминиевые щиты того же веса. [36]
- Сопла ракеты: фокусировка высокотемпературных выхлопных газов ракетного ускорителя.
- Беспилотные летательные аппараты : использование керамических двигателей в авиационной технике (например, в беспилотных летательных аппаратах) может привести к улучшению эксплуатационных характеристик и снижению эксплуатационных затрат. [37]
Биомедицинский
[ редактировать ]
- Искусственная кость ; Стоматологические приложения, зубы.
- Биоразлагаемые шины; Укрепление костей, восстанавливающихся после остеопороза
- Имплантационный материал
Электроника
[ редактировать ]Оптический
[ редактировать ]- Оптические волокна, направленная передача световых волн
- Переключатели
- Лазерные усилители
- Линзы
- Инфракрасные устройства теплового поиска
Автомобильная промышленность
[ редактировать ]Биоматериалы
[ редактировать ]
Окремнение довольно распространено в биологическом мире и встречается у бактерий, одноклеточных организмов, растений и животных (беспозвоночных и позвоночных). Кристаллические минералы, образующиеся в такой среде, часто демонстрируют исключительные физические свойства (например, прочность, твердость, вязкость разрушения) и имеют тенденцию образовывать иерархические структуры, которые демонстрируют микроструктурный порядок в диапазоне длин или пространственных масштабов. Кристаллизация минералов происходит в среде, недонасыщенной кремнием, в условиях нейтрального рН и низкой температуры (0–40 °С). Образование минерала может происходить как внутри, так и снаружи клеточной стенки организма, и существуют специфические биохимические реакции отложения минералов, включающие липиды, белки и углеводы.
Большинство природных (или биологических) материалов представляют собой сложные композиты, механические свойства которых часто превосходны, учитывая слабые компоненты, из которых они собраны. Эти сложные структуры, возникшие в результате сотен миллионов лет эволюции, вдохновляют на разработку новых материалов с исключительными физическими свойствами, обеспечивающими высокую производительность в неблагоприятных условиях. Их определяющие характеристики, такие как иерархия, многофункциональность и способность к самовосстановлению, в настоящее время исследуются. [39]
Основные строительные блоки начинаются с 20 аминокислот и переходят в полипептиды, полисахариды и полипептиды-сахариды. Они, в свою очередь, составляют основные белки, которые являются основными компонентами «мягких тканей», общих для большинства биоминералов. Поскольку существует более 1000 белков, текущие исследования подчеркивают использование коллагена, хитина, кератина и эластина. «Твердые» фазы часто укрепляются кристаллическими минералами, которые зарождаются и растут в биоопосредованной среде, определяющей размер, форму и распределение отдельных кристаллов. Наиболее важные минеральные фазы идентифицированы как гидроксиапатит, кремнезем и арагонит . С помощью классификации Вегста и Эшби представлены основные механические характеристики и структура биологической керамики, полимерных композитов, эластомеров и ячеистых материалов. Отдельные системы каждого класса исследуются с упором на взаимосвязь между их микроструктурой в диапазоне масштабов длины и их механическим откликом.
Таким образом, кристаллизация неорганических материалов в природе обычно происходит при температуре и давлении окружающей среды. Однако жизненно важные организмы, посредством которых образуются эти минералы, способны постоянно создавать чрезвычайно точные и сложные структуры. Понимание процессов, в которых живые организмы контролируют рост кристаллических минералов, таких как кремнезем, может привести к значительному прогрессу в области материаловедения и открыть двери для новых методов синтеза наноразмерных композитных материалов или нанокомпозитов.

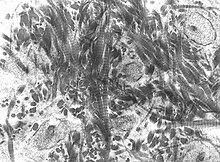
(СЭМ) высокого разрешения С помощью сканирующего электронного микроскопа были выполнены наблюдения за микроструктурой перламутровой (или перламутровой ) части раковины морского ушка . Эти оболочки обладают высочайшей механической прочностью и вязкостью разрушения среди всех известных неметаллических веществ. Перламутр раковины морского ушка стал одной из наиболее интенсивно изучаемых биологических структур в материаловедении. На этих изображениях отчетливо видны аккуратно уложенные (или упорядоченные) минеральные плитки, разделенные тонкими органическими листами, а также макроструктура из более крупных периодических полос роста, которые в совокупности образуют то, что ученые сейчас называют иерархической сложной структурой. (Термин «иерархия» просто подразумевает, что существует ряд структурных особенностей, которые существуют в широком диапазоне масштабов длины). [40]
Будущие разработки связаны с синтезом биоматериалов с использованием методов и стратегий обработки, характерных для биологических систем. Они включают наномасштабную самосборку компонентов и развитие иерархических структур. [30] [31] [33] [41]
См. также
[ редактировать ]- Композит с керамической матрицей - Композитный материал, состоящий из керамических волокон в керамической матрице.
- Химическая инженерия - инженерная дисциплина, посвященная эксплуатации и проектированию химических предприятий.
- Коллоид – смесь нерастворимых веществ, микроскопически рассеянных в другом веществе.
- Уплотнения стеклокерамика-металл – герметичное уплотнение между стеклокерамической и металлической поверхностями.
- Лео Моранди – итальянский бизнесмен (1923–2009).
- Материаловедение - Исследование материалов.
- Машиностроение – Инженерная дисциплина
- Наночастица – частица размером менее 100 нм.
- Фотонный кристалл - периодическая оптическая наноструктура, влияющая на движение фотонов.
- Закалка – быстрое охлаждение заготовки для получения определенных свойств материала.
- Испытание на трехточечный изгиб . Стандартная процедура измерения модуля упругости при изгибе.
- Прозрачные материалы — свойство объекта или вещества пропускать свет с минимальным рассеянием.
- Цирконий, стабилизированный иттрием – керамика со стабильной кубической кристаллической структурой при комнатной температуре.
- В. Дэвид Кингери – инженер по керамике
Ссылки
[ редактировать ]- ^ Jump up to: а б с д и ж г Кингери, В.Д., Боуэн, Х.К., и Ульманн, Д.Р., Введение в керамику , с. 690 (Wiley-Interscience, 2-е издание, 2006 г.)
- ^ фон Хиппель; АР (1954). «Керамика». Диэлектрические материалы и их применение . Technology Press (MIT) и John Wiley & Sons. ISBN 978-1-58053-123-8 .
- ^ Патель, Паримал Дж. (2000). «Прозрачная керамика для брони и ЭМ окон» . В Маркере III, Александр Дж.; Артурс, Юджин Г. (ред.). Труды SPIE . Неорганические оптические материалы II. Том. 4102. стр. 1–14. дои : 10.1117/12.405270 . S2CID 136568127 .
- ^ Харрис, округ Колумбия, «Материалы для инфракрасных окон и куполов: свойства и характеристики», монография SPIE PRESS, Vol. PM70 (Международное общество инженеров-оптиков, Беллингем, Вашингтон, 2009 г.) ISBN 978-0-8194-5978-7
- ^ Jump up to: а б с д и Ричерсон, Д.В., Современная керамическая инженерия , 2-е изд. (Marcel Dekker Inc., 1992). ISBN 0-8247-8634-3 .
- ^ Б.Е. Бураков, М.И. Оджован, В.Е. Ли. Кристаллические материалы для иммобилизации актинидов, Imperial College Press, Лондон, 198 стр. (2010). http://www.worldscientific.com/worldscibooks/10.1142/p652 .
- ^ Росс, Лиза. «Все, что вам нужно знать о глиноземной керамике» . Точная керамика . Проверено 5 июля 2024 г.
- ^ Парих, ПБ (1995). «Глиноземная керамика: инженерное применение и потенциал внутреннего рынка». Труды Индийского керамического общества . 54 (5): 179–184. дои : 10.1080/0371750X.1995.10804716 .
- ^ Идамайант, Деви; Гинанжар, Диа. «Нанесение алюмофосфатного керамического покрытия на сталь для труб пульверизатора» (PDF) . Политехническая мануфактура Бандунг . Проверено 5 июля 2024 г.
- ^ Медведовский, Евгений (2013). «Влияние коррозии и механических нагрузок на современные керамические компоненты, Ceramics International». Керамика Интернешнл . 39 (3): 2723–2741. doi : 10.1016/j.ceramint.2012.09.040 .
- ^ Jump up to: а б с д и ж г Онода, Дж.Ю. младший; Хенч, LL, ред. (1979). Обработка керамики перед обжигом . Нью-Йорк: Wiley & Sons.
- ^ Бринкер, CJ; Шерер, Г.В. (1990). Золь-гель наука: физика и химия золь-гель обработки . Академическая пресса. ISBN 978-0-12-134970-7 .
- ^ Хенч, LL; Уэст, Дж. К. (1990). «Золь-гель процесс». Химические обзоры . 90:33 . дои : 10.1021/cr00099a003 .
- ^ Кляйн, Л. (1994). Золь-гель оптика: обработка и применение . Спрингер Верлаг. ISBN 978-0-7923-9424-2 .
- ^ Огнеупорные материалы для борьбы с коррозией в системе защиты от пламени: исследование аналогичных отраслей и/или стартовых объектов , NASA/TM-2013-217910, январь 2009 г., по состоянию на 17 ноября 2020 г.
- ^ Рахаман, Миннесота, Обработка и спекание керамики , 2-е изд. (Марсель Деккер Инк., 2003 г.) ISBN 0-8247-0988-8
- ^ Шу, Кристофер; Ние, Т.Г. (2002). «Твердость и стойкость к истиранию нанокристаллических никелевых сплавов вблизи режима распада Холла-Петча» (PDF) . Матер. Рез. Соц. Симп. Проц . 740 . дои : 10.1557/PROC-740-I1.8 . Архивировано (PDF) из оригинала 2 декабря 2012 года.
- ^ Эванс, АГ; Фабер, КТ (1981). «Упрочнение керамики круговым микрорастрескиванием» . Журнал Американского керамического общества . 64 (7): 394–398. дои : 10.1111/j.1151-2916.1981.tb09877.x . ISSN 0002-7820 .
- ^ Фабер, КТ; Эванс, АГ (1 апреля 1983 г.). «Процессы отклонения трещины. I. Теория» . Акта Металлургика . 31 (4): 565–576. дои : 10.1016/0001-6160(83)90046-9 . ISSN 0001-6160 .
- ^ Фабер, КТ; Эванс, Энтони Г. (1983). «Упрочнение межзеренной трещины в карбиде кремния» . Журнал Американского керамического общества . 66 (6): С–94-С-95. дои : 10.1111/j.1151-2916.1983.tb10084.x . ISSN 0002-7820 .
- ^ Лю, Хайян; Вайскопф, Карл-Л.; Петцов, Гюнтер (1989). «Процесс отклонения трещины в керамических композитах, армированных горячим прессованием усами» . Журнал Американского керамического общества . 72 (4): 559–563. дои : 10.1111/j.1151-2916.1989.tb06175.x . ISSN 0002-7820 .
- ^ Картер, Дэвид Х.; Херли, Джордж Ф. (1987). «Прогиб трещины как механизм упрочнения в MoSi2, армированном карбидом кремния» . Журнал Американского керамического общества . 70 (4): С–79–С-81. дои : 10.1111/j.1151-2916.1987.tb04992.x . ISSN 0002-7820 .
- ^ Аксай И.А., Ланге Ф.Ф., Дэвис Б.И.; Ланге; Дэвис (1983). «Однородность композитов Al 2 O 3 -ZrO 2 методом коллоидной фильтрации». Дж. Ам. Керам. Соц . 66 (10): С–190. дои : 10.1111/j.1151-2916.1983.tb10550.x .
{{cite journal}}: CS1 maint: несколько имен: список авторов ( ссылка ) - ^ Фрэнкс, Г.В.; Ланге, Ф.Ф. (1996). «Переход от пластичности к хрупкости прессовок насыщенного порошка оксида алюминия». Дж. Ам. Керам. Соц . 79 (12): 3161. doi : 10.1111/j.1151-2916.1996.tb08091.x .
- ^ Эванс, АГ; Дэвидж, RW (1969). «Прочность и разрушение полностью плотного поликристаллического оксида магния». Фил. Маг . 20 (164): 373. Бибкод : 1969PMag...20..373E . дои : 10.1080/14786436908228708 .
- ^ Эванс, АГ; Дэвидж, RW (1970). «Прочность и разрушение полностью плотного поликристаллического оксида магния». Дж. Матер. Наука . 5 (4): 314. Бибкод : 1970JMatS...5..314E . дои : 10.1007/BF02397783 . S2CID 137539240 .
- ^ Ланге, ФФ; Меткалф, М. (1983). «Происхождение трещин, связанных с обработкой, в композитах Al 2 O 3 /ZrO 2 II: движение агломерата и трещинообразные внутренние поверхности, вызванные дифференциальным спеканием». Дж. Ам. Керам. Соц . 66 (6): 398. doi : 10.1111/j.1151-2916.1983.tb10069.x .
- ^ Эванс, АГ (1987). «Учет эффектов неоднородности при спекании». Дж. Ам. Керам. Соц . 65 (10): 497. doi : 10.1111/j.1151-2916.1982.tb10340.x .
- ^ Мангельс, Дж. А.; Мессинг, Г.Л., ред. (1984). «Микроструктурный контроль посредством коллоидной консолидации». Достижения в керамике: формовка керамики . 9:94 .
{{cite journal}}: CS1 maint: несколько имен: список авторов ( ссылка ) - ^ Jump up to: а б с Уайтсайдс, генеральный менеджер; и др. (1991). «Молекулярная самосборка и нанохимия: химическая стратегия синтеза наноструктур». Наука . 254 (5036): 1312–9. Бибкод : 1991Sci...254.1312W . дои : 10.1126/science.1962191 . ПМИД 1962191 .
- ^ Jump up to: а б с Даббс Д.М., Аксай И.А.; Аксай (2000). «Самодельная керамика». Анну. Преподобный физ. Хим . 51 : 601–22. Бибкод : 2000ARPC...51..601D . doi : 10.1146/annurev.physchem.51.1.601 . ПМИД 11031294 . S2CID 14113689 .
- ^ Далгарно, С.Дж.; Такер, ЮАР; Бэзил, Д.Б.; Этвуд, Дж.Л. (2005). «Флуоресцентные гостевые молекулы сообщают об упорядоченной внутренней фазе капсул-хозяев в растворе». Наука . 309 (5743): 2037–9. Бибкод : 2005Sci...309.2037D . дои : 10.1126/science.1116579 . ПМИД 16179474 . S2CID 41468421 .
- ^ Jump up to: а б Арига, К.; Хилл, JP; Ли, М.В.; Вину, А.; Шарве, Р.; Ачарья, С. (2008). «Проблемы и прорывы в последних исследованиях самосборки» . Наука и технология перспективных материалов . 9 (1): 014109. Бибкод : 2008STAdM...9a4109A . дои : 10.1088/1468-6996/9/1/014109 . ПМК 5099804 . ПМИД 27877935 .
- ^ Jump up to: а б с д Халл Д. и Клайн Т.В. (1996) Введение в композитные материалы . Кембриджская серия по науке о твердом теле, издательство Кембриджского университета
- ^ Jump up to: а б с д Барберо, Э.Дж. (2010) Введение в дизайн композитных материалов , 2-е изд., CRC Press.
- ^ Керамическая ткань обеспечивает защиту от космической эры , Симпозиум по воздействию гиперскорости, 1994 г.
- ^ Гохардани, А.С.; Гохардани, О. (2012). «Аспекты керамических двигателей для будущих аэрокосмических двигателей». Авиастроение и аэрокосмические технологии . 84 (2): 75. дои : 10.1108/00022661211207884 .
- ^ Стронг, М. (2004). «Белковые наномашины» . ПЛОС Биология . 2 (3): е73. дои : 10.1371/journal.pbio.0020073 . ПМК 368168 . ПМИД 15024422 .
- ^ Перри, CC (2003). «Силикатизация: процессы, с помощью которых организмы захватывают и минерализуют кремнезем». Преподобный Минерал. Геохим . 54 (1): 291. Бибкод : 2003РвМГ...54..291П . дои : 10.2113/0540291 .
- ^ Мейерс, Массачусетс; Чен, П.Ю.; Лин, AYM; Секи, Ю. (2008). «Биологические материалы: Структура и механические свойства». Прогресс в материаловедении . 53 : 1–206. дои : 10.1016/j.pmatsci.2007.05.002 .
- ^ Хойер, АХ; и др. (1992). «Инновационные стратегии обработки материалов: биомиметический подход». Наука . 255 (5048): 1098–105. Бибкод : 1992Sci...255.1098H . дои : 10.1126/science.1546311 . ПМИД 1546311 .
Внешние ссылки
[ редактировать ]
Отрасли материаловедения |
|---|
Отрасли химии |
|---|
| Базы данных органов управления : Национальные |
|---|