Операционное управление


| Бизнес-администрирование |
|---|
| Управление бизнесом |
Управление операциями занимается проектированием и производства товаров услуг и контролем . [1] обеспечение того, чтобы предприятия эффективно использовали ресурсы для удовлетворения требований клиентов.
Он занимается управлением всей производственной системой, которая преобразует ресурсы (в виде сырья , рабочей силы , потребителей и энергии ) в результаты (в форме товаров и услуг для потребителей). [2] Управление операциями охватывает такие сектора, как банковские системы, больницы, компании, работа с поставщиками, клиентами и использование технологий. Операционная деятельность является одной из основных функций в организации наряду с цепочками поставок, маркетингом , финансами и человеческими ресурсами. Операционная функция требует управления как стратегическим, так и ежедневным производством товаров и услуг. [3]
При управлении производственными или сервисными операциями принимаются несколько типов решений, включая операционную стратегию, проектирование продукции, проектирование процессов, управление качеством, мощность, планирование мощностей, планирование производства и контроль запасов. Каждый из этих факторов требует способности анализировать текущую ситуацию и находить лучшие решения для повышения эффективности и результативности производственных или сервисных операций. [4] [5] [6]
История [ править ]
История производственных и операционных систем начинается около 5000 г. до н.э., когда шумерские жрецы разработали древнюю систему учета запасов, кредитов, налогов и деловых операций. Следующее крупное историческое применение операционных систем произошло в 4000 году до нашей эры, когда египтяне начали использовать планирование , организацию и контроль в крупных проектах, таких как строительство пирамид. началась специализация труда К 1100 г. до н.э. в Китае ; Примерно к 370 году до нашей эры Ксенофонт описал преимущества разделения различных операций, необходимых для производства обуви, между разными людьми в Древней Греции : [7] [8]
«...Напротив, в больших городах, поскольку многие люди предъявляют требования к каждой отрасли промышленности, одной только профессии, а очень часто даже меньше, чем целой профессии, достаточно, чтобы прокормить человека: один человек например, шьет обувь для мужчин, а другой для женщин, и есть места, где один мужчина зарабатывает на жизнь только тем, что шьет обувь, другой кроит ее, третий сшивает верх, а есть другой, который ничего не делает; из этих операций, а лишь собирает части. Отсюда следует, что тот, кто посвящает себя очень узкоспециализированной работе, обязан делать ее наилучшим образом».

В средние века короли и королевы правили большими территориями. Верные дворяне владели большими участками территории монарха. Эта иерархическая организация, в которой люди делились на классы в зависимости от социального положения и богатства, стала известна как феодальная система . В феодальной системе вассалы и крепостные производили продукцию для себя и людей высших классов, используя землю и ресурсы правителя. Хотя большая часть рабочей силы была занята в сельском хозяйстве, ремесленники внесли свой вклад в экономическую продукцию и сформировали гильдии . Система гильдий, действовавшая в основном между 1100 и 1500 годами, состояла из двух типов: купеческих гильдий, которые покупали и продавали товары, и ремесленных гильдий, производивших товары. Хотя в гильдиях регулировалось качество выполняемых работ, полученная система была довольно жесткой: сапожникам , например, запрещалось дублить шкуры. [9]
Службы в средние века также выполнялись слугами. Они оказывали услуги знати в виде готовки, уборки и развлечений. Придворные шуты считались поставщиками услуг. Средневековую армию тоже можно было считать службой, поскольку она защищала знать. [ нужна ссылка ]
Промышленной революции способствовали два элемента: взаимозаменяемость деталей и разделение труда. Разделение труда было характерной чертой с самого начала цивилизации , степень осуществления этого разделения значительно варьировалась в зависимости от периода и местоположения. По сравнению со средневековьем, эпоха Возрождения и эпоха Великих географических открытий характеризовались большей специализацией труда, что было характерно для растущих городов и торговых сетей Европы. Важный скачок в эффективности производства произошел в конце восемнадцатого века, когда Эли Уитни популяризировал концепцию взаимозаменяемости деталей , изготовив 10 000 мушкетов. До этого момента в истории производства каждое изделие (например, каждый мушкет) считалось специальным заказом, что означало, что части данного мушкета подходили только для этого конкретного мушкета и не могли использоваться в других мушкетах. Взаимозаменяемость деталей позволила массово производить детали независимо от конечной продукции, в которой они будут использоваться. В это время возник совершенно новый рынок, удовлетворяющий потребность в продаже и производстве мушкетов. [ нужна ссылка ]
В 1883 году Фредерик Уинслоу Тейлор представил метод секундомера для точного измерения времени выполнения каждой отдельной задачи сложной работы. Он разработал научное исследование производительности и определил способы координации различных задач, чтобы исключить потерю времени и повысить качество работы. Следующее поколение научных исследований произошло с разработкой систем выборки работ и систем заранее определенного времени движения (PMTS). Выборка работ используется для измерения случайной величины, связанной со временем выполнения каждой задачи. PMTS позволяет использовать стандартные заранее заданные таблицы мельчайших движений тела (например, поворот левого запястья на 90°) и интегрировать их для прогнозирования времени, необходимого для выполнения простой задачи. PMTS приобрела большое значение благодаря тому, что она может прогнозировать измерения работы, не наблюдая за фактической работой. Основа PMTS была заложена исследованиями и разработками Фрэнка Б. и Лилиан М. Гилбрет примерно в 1912 году. Гилбреты воспользовались преимуществами съемки фильмов через известные промежутки времени, пока операторы выполняли поставленную задачу. [ нужна ссылка ]
На рубеже ХХ века сфера услуг уже была развита, но в значительной степени фрагментирована. В 1900 году сфера услуг США состояла из банков, профессиональных услуг, школ, универсальных магазинов, железных дорог и телеграфа. Услуги носили в основном местный характер (за исключением железных дорог и телеграфа) и принадлежали предпринимателям и семьям. В 1900 году в США было 31% занятости в сфере услуг, 31% в производстве и 38% в сельском хозяйстве. [10]
Идея производственной линии неоднократно использовалась в истории до Генри Форда: Венецианский арсенал (1104 г.); Производство булавок Смита в « Богатстве народов» Брюнеля» (1776 г.) или «Портсмутские блочные заводы (1802 г.). Рэнсом Олдс был первым, кто начал производить автомобили с использованием системы сборочной линии, но Генри Форд разработал первую систему сборки автомобилей, при которой шасси автомобиля перемещалось по сборочной линии с помощью конвейерной ленты , а рабочие добавляли к нему компоненты до тех пор, пока автомобиль не был готов. Во время Второй мировой войны рост вычислительной мощности привел к дальнейшему развитию эффективных методов производства и использованию передовых математических и статистических инструментов. Этому способствовало развитие академических программ по дисциплинам промышленной и системной инженерии , а также в области исследования операций и науки управления (как междисциплинарных областей решения проблем). В то время как системная инженерия сосредоточилась на общих характеристиках взаимосвязей между входными и выходными данными общих систем, исследователи операций сосредоточились на решении конкретных и целенаправленных проблем. Синергия исследование операций и системная инженерия позволили реализовать решение крупномасштабных и сложных проблем в современную эпоху. В последнее время развитие более быстрых и меньших по размеру компьютеров, интеллектуальных систем и Всемирной паутины открыло новые возможности для операционных, производственных, производственных и сервисных систем. [ нужна ссылка ]
Промышленная революция [ править ]

До Первой промышленной революции работа в основном осуществлялась посредством двух систем: домашней системы и ремесленных гильдий . В домашней системе купцы привозили материалы в дома, где ремесленники выполняли необходимую работу; с другой стороны, ремесленные гильдии представляли собой ассоциации ремесленников , которые передавали работу из одной мастерской в другую, например: кожа дублилась кожевником , передавалась кожевникам и наконец добрались до сапожников и шорников .
Начало промышленной революции обычно связывают с английской текстильной промышленностью восемнадцатого века , с изобретением летающего челнока Джоном Кеем в 1733 году, прядильной машины «Дженни» Джеймсом Харгривзом в 1765 году, водяной машины Ричардом Аркрайтом в 1769 году и паровой двигатель Джеймса Уатта в 1765 году. В 1851 году на выставке Хрустального дворца термин «американская система производства» использовался для описания нового подхода, развивавшегося в Соединенных Штатах Америки и основанного на двух основных чертах: взаимозаменяемости деталей и широком использовании. механизации их производства.
и постиндустриальное общество Вторая промышленная революция
Генри Форду было 39 лет, когда он основал Ford Motor Company в 1903 году с капиталом в 28 000 долларов от двенадцати инвесторов. Автомобиль модели Т был представлен в 1908 году, однако только после того, как Форд реализовал концепцию сборочной линии, его видение сделать популярный автомобиль доступным для каждого американского гражданина среднего класса было реализовано. Первым заводом, на котором Генри Форд применил концепцию конвейерной линии, был Хайленд-Парк (1913 г.), он охарактеризовал систему следующим образом:
«Дело в том, чтобы держать все в движении и доставлять работу человеку, а не человека работе. Это настоящий принцип нашего производства, а конвейеры — лишь одно из многих средств достижения цели» [11]
Это стало одной из центральных идей, которые привели к массовому производству , одному из основных элементов Второй промышленной революции , наряду с возникновением электротехнической и нефтяной промышленности .
Постиндустриальная экономика была отмечена в 1973 году Дэниелом Беллом. [12] Он заявил, что будущая экономика будет обеспечивать больший ВВП и занятость в сфере услуг, чем в производстве, и будет иметь большое влияние на общество. Поскольку все сектора тесно взаимосвязаны, это отражает не уменьшение важности обрабатывающей промышленности, сельского хозяйства и горнодобывающей промышленности, а просто изменение типа экономической деятельности.
Операционное управление [ править ]
Хотя производительность значительно выиграла от технологических изобретений и разделения труда, проблема систематического измерения производительности и ее расчета с использованием формул оставалась несколько неисследованной до Фредерика Тейлора , чьи ранние работы были сосредоточены на разработке того, что он называл «дифференциальным частичным трудом». система ставок" [13] и серия экспериментов, измерений и формул, касающихся резки металлов. [14] и ручной труд. [15] Дифференцированная сдельная система заключалась в предложении двух разных ставок оплаты труда за выполнение работы: более высокой для работников, имеющих высокую производительность (эффективность) и производивших продукцию высокого качества (эффективность), и более низкой ставки для тех, кто не достигает норматива. . Одной из проблем, которые, по мнению Тейлора, можно было решить с помощью этой системы, была проблема солдат : более быстрые рабочие снижали свою производительность до уровня самого медленного рабочего.
В 1911 году Тейлор опубликовал свои « Принципы научного менеджмента ». [16] в котором он охарактеризовал научный менеджмент (также известный как тейлоризм ) как:
- Развитие истинной науки ;
- Научный отбор работника ;
- Научное образование и развитие работника;
- Тесное дружеское сотрудничество руководства и рабочих.
Тейлору также приписывают разработку исследования времени по секундомеру . Это, в сочетании с Фрэнка и Лилиан Гилбрет исследованием движения , уступило место изучению времени и движения , которое сосредоточено на концепциях стандартного метода и стандартного времени . Фрэнк Гилбрет также ответственен за представление технологической схемы в 1921 году. [17] Другими современниками Тейлора, о которых стоит помнить, являются Моррис Кук (электрификация сельской местности в 1920-х годах и реализатор принципов Тейлора в области научного управления в Департаменте общественных работ Филадельфии), Карл Барт (логарифмические правила для расчета скорости и подачи) и Генри Гантт (Гантт). диаграмма). Также в 1910 году Хьюго Димер опубликовал первую книгу по промышленной инженерии : «Фабричная организация и управление» .
В 1913 году Форд Уитмен Харрис опубликовал статью «Сколько деталей производить одновременно», в которой представил идею модели экономического количества заказа . Он описал проблему следующим образом:
« Проценты на капитал, связанный с заработной платой , материалами и накладными расходами, устанавливают максимальный предел количества деталей, которые могут быть рентабельно изготовлены за один раз; « затраты на установку » на производстве фиксируют минимум. Опыт показал одному менеджеру, как определить экономичный размер лотов». [18]
Харрис охарактеризовал свою теорию как «достаточно правильную», хотя и «не строго точную». [18] Его статья вдохновила на создание большого количества математической литературы, посвященной проблемам планирования производства и управления запасами . [ нужна ссылка ]
В 1924 году Уолтер Шухарт представил контрольную диаграмму в техническом меморандуме во время работы в Bell Labs . Центральным элементом его метода было различие между общей причиной и особой причиной отклонения. В 1931 году Шухарт опубликовал работу «Экономический контроль качества производимой продукции». [19] первое систематическое лечение [20] субъекта статистического технологического контроля (СПК). Он определил контроль:
«Для нашей нынешней цели будет говориться, что явление находится под контролем, когда, используя прошлый опыт, мы можем предсказать, по крайней мере, в определенных пределах , как можно ожидать изменения явления в будущем. Здесь понимается, что предсказание в пределах «пределы» означают, что мы можем установить, по крайней мере приблизительно, вероятность того, что наблюдаемое явление попадет в заданные пределы». [19]
В 1940-х годах методы измерения времени (МТМ) были разработаны Х. Б. Мейнардом , Дж. Л. Швабом и Г. Дж. Стегемертеном. MTM была первой из серии систем с заранее заданным временем движения , предопределенными в том смысле, что оценки времени не определяются на месте, а выводятся из отраслевого стандарта. Это объяснили его создатели в книге, опубликованной ими в 1948 году, под названием «Методы измерения времени» .
Методы измерения времени можно определить следующим образом:
Методика измерения времени — это процедура, которая анализирует любую ручную операцию или метод на основные движения, необходимые для ее выполнения, и присваивает каждому движению заранее заданный стандарт времени, который определяется характером движения и условиями, при которых оно совершается.
Таким образом, можно видеть, что методы измерения времени — это, по сути, инструмент анализа методов, который дает ответы в терминах времени без необходимости проведения исследований времени по секундомеру. [21]
До этого момента в истории методы оптимизации были известны очень давно: от простых методов, использованных Харрисом, до более сложных методов вариационного исчисления, разработанных Эйлером в 1733 году, или множителей, использованных Лагранжем в 1811 году, и компьютеров. медленно разрабатывались, сначала как аналоговые компьютеры сэра Уильяма Томсона (1872 г.) и Джеймса Томсона (1876 г.), а затем электромеханические компьютеры Конрада Цузе (1939 и 1941 гг.). Однако во время Второй мировой войны развитие математической оптимизации получило значительный импульс с разработкой компьютера «Колосс» , первого электронного цифрового компьютера, который был полностью программируемым, и возможности вычислительного решения больших линейного программирования задач , впервые созданных Канторовичем. [22] в 1939 году работал на советское правительство , а затем в 1947 году по методу Данцига симплексному . Эти методы известны сегодня как принадлежащие к области исследования операций .
С этого момента произошло любопытное развитие событий: в то время как в Соединенных Штатах возможность применения компьютера в бизнес-операциях привела к развитию архитектуры программного обеспечения управления, такой как MRP и последовательные модификации, а также все более совершенным методам оптимизации и для моделирования производства. программному обеспечению В послевоенной Японии серия мероприятий в Toyota Motor привела к развитию производственной системы Toyota (TPS) и бережливого производства .
В 1943 году в Японии Тайити Оно прибыл в компанию Toyota Motor . Toyota разработала уникальную производственную систему, основанную на двух взаимодополняющих понятиях: «точно в срок» (производить только то, что необходимо) и «автономизация» (автоматизация с участием человека). Что касается JIT, Оно вдохновилось американскими супермаркетами : [23] рабочие станции функционировали как полка супермаркета, где покупатель может получить необходимые ему продукты в нужное время и в необходимом количестве, а затем рабочая станция (полка) пополняется. Автономия была разработана Тойодой Сакичи из компании Toyoda Spinning and Weaving: автоматически активируемый ткацкий станок, который также был надежен и автоматически обнаруживал проблемы. В 1983 году Дж. Н. Эдвардс опубликовал свою книгу «MRP и канбан-американский стиль», в которой он описал цели точно в срок с помощью семи нулей: [24] ноль дефектов, нулевой (избыточный) размер партии, нулевые настройки, ноль поломок, нулевая обработка, нулевое время выполнения заказа и нулевые скачки напряжения. Этот период также знаменует собой распространение всеобщего управления качеством (TQM) в Японии, идей, первоначально разработанных американскими авторами, такими как Деминг , Джуран и Арманд В. Фейгенбаум . [25] TQM — это стратегия внедрения и управления улучшением качества на организационной основе, которая включает в себя: участие, культуру работы, ориентацию на клиента, улучшение качества поставщиков и интеграцию системы качества с бизнес-целями. [20] Шнонбергер выделил семь фундаментальных принципов, важных для японского подхода:
- Управление процессом: SPC и ответственность работника за качество
- Легкое и наглядное качество: доски, датчики, счетчики и т. д. и пока-йоке.
- Настойчивое соблюдение требований: «качество прежде всего»
- Остановка линии: остановите линию, чтобы устранить проблемы с качеством.
- Исправление собственных ошибок: рабочий починил бракованную деталь, если изготовил ее
- 100-процентная проверка: автоматизированные методы проверки и надежные машины
- Постоянное улучшение: в идеале отсутствие дефектов. [26]
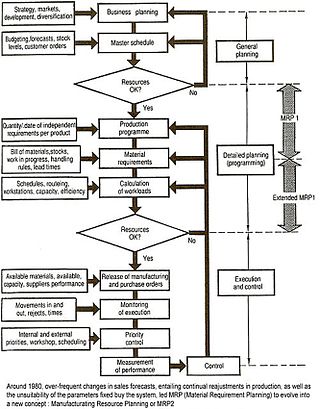
Между тем, в шестидесятых годах Джордж Плоссл и Оливер Уайт разработали другой подход. [27] этот подход был продолжен Джозефом Орлицки как ответ на Производственную программу TOYOTA, которая привела к планированию потребностей в материалах (MRP) в IBM , последнее набрало обороты в 1972 году, когда Американское общество контроля производства и запасов запустило «Крестовый поход MRP». Одним из ключевых идей этой системы управления было различие между зависимым спросом и независимым спросом . Независимый спрос — это спрос, который возникает за пределами производственной системы и, следовательно, не поддается прямому контролю, а зависимый спрос — это спрос на компоненты конечной продукции, который, следовательно, подлежит прямому контролю со стороны руководства через спецификацию материалов , посредством проектирования продукта . Орлицкий написал «Планирование потребности в материалах» в 1975 году. [28] первая книга в твердом переплете на эту тему. [27] MRP II был разработан Джином Томасом из IBM и расширил исходное программное обеспечение MRP, включив в него дополнительные производственные функции. Планирование ресурсов предприятия (ERP) — это современная программная архитектура, которая занимается, помимо производственных операций, распределением , бухгалтерским учетом , кадрами и закупками .
Серьезные изменения произошли и в сфере услуг. Начиная с 1955 года McDonald's представил одну из первых инноваций в сфере обслуживания. McDonald's основан на идее поточного подхода к обслуживанию. [29] Для этого необходимо стандартное и ограниченное меню, конвейерный тип производственного процесса в подсобном помещении, высокий уровень обслуживания клиентов в вестибюле с чистотой, вежливостью и быстрым обслуживанием. В то время как производство продуктов питания в подсобном помещении было смоделировано по образцу производства, обслуживание в переднем помещении было определено и ориентировано на клиента. Именно операционная система производства и обслуживания McDonald's имела решающее значение. McDonald's также был пионером идеи франчайзинга этой операционной системы, чтобы быстро распространить бизнес по стране, а затем и по всему миру. [30]
В 1971 году компания FedEx осуществила первую ночную доставку посылок в США. Это было основано на новаторской идее доставлять все посылки в единый аэропорт в Мемфисе, штат Теннеси, каждый день к полуночи, отправлять посылки для доставки в пункты назначения, а затем доставлять их обратно. на следующее утро для доставки во многие места. Эта концепция системы быстрой доставки посылок создала совершенно новую отрасль и в конечном итоге позволила быстро доставлять онлайн-заказы Amazon и другим розничным торговцам. [31]
Walmart представила первый пример очень дешевой розничной торговли благодаря дизайну своих магазинов и эффективному управлению всей цепочкой поставок. Начав с единственного магазина в Роджерс-Арканзасе в 1962 году, Walmart теперь стала крупнейшей компанией в мире. Это было достигнуто за счет соблюдения их системы доставки товаров и услуг клиентам по минимально возможным ценам. Операционная система включала тщательный отбор товаров, низкозатратные закупки, владение транспортом, перекрестное складирование, эффективное расположение магазинов и дружелюбное обслуживание клиентов в родном городе. [32]
В 1987 году Международная организация по стандартизации (ISO), признавая растущую важность качества, выпустила ISO 9000 — семейство стандартов, относящихся к системам управления качеством. Эти стандарты распространяются как на производственные, так и на обслуживающие организации. Были некоторые разногласия относительно правильных процедур и объема необходимой документации, но большая часть этого улучшилась в текущих версиях ISO 9000.
С появлением Интернета в 1994 году Amazon разработала сервисную систему онлайн-торговли и распространения. С помощью этой инновационной системы клиенты могли искать продукты, которые они хотели бы купить, размещать заказ на продукт, оплачивать его онлайн и отслеживать доставку продукта к месту их нахождения — и все это за два дня. Для этого требовались не только очень крупные компьютерные операции, но и рассредоточенные склады, а также эффективная транспортная система. Обслуживание клиентов, включающее широкий ассортимент товаров, услуги возврата покупок и быструю доставку, находится на переднем крае этого бизнеса. [33] Именно нахождение клиента в системе во время производства и оказания услуги отличает все услуги от производства.
Последние тенденции в этой области вращаются вокруг таких концепций, как:
- Реинжиниринг бизнес-процессов (начат Майклом Хаммером в 1993 г.) [34] ): стратегия управления бизнесом, ориентированная на анализ и проектирование рабочих процессов и бизнес-процессов внутри организации. BPR стремится помочь компаниям радикально реструктурировать свои организации, сосредоточив внимание на разработке бизнес-процессов с нуля.
- Бережливые системы — это системный метод устранения потерь (« Муда ») в процессе производства или оказания услуг. Бережливое производство также учитывает отходы, образующиеся в результате вскрышных пород (« Мури »), и отходы, возникающие из-за неравномерности рабочей нагрузки (« Мура »). Термин «бережливое производство» был придуман в книге «Машина, которая изменила мир» . [35] Впоследствии бережливые услуги получили широкое распространение.
- Шесть сигм (подход к качеству, разработанный в Motorola в период с 1985 по 1987 год): «Шесть сигм» относится к контрольным пределам, установленным на уровне шести стандартных отклонений от среднего значения нормального распределения . Это стало очень известным после того, как Джек Уэлч из General Electric запустил общекорпоративную программу. инициатива в 1995 году по внедрению этого набора методов во все производственные, сервисные и административные процессы. Совсем недавно в «Шесть сигм» вошли DMAIC (для улучшения процессов) и DFSS (для разработки новых продуктов и новых процессов).
- Реконфигурируемая производственная система : производственная система, изначально предназначенная для быстрого изменения ее структуры, а также ее аппаратных и программных компонентов, с целью быстрой корректировки ее производственных мощностей и функциональности внутри семейства деталей в ответ на внезапные изменения рынка или внутренней системы. изменять.
- Управление производством проекта : применение аналитических инструментов и методов, разработанных для управления операциями, как описано в «Заводской физике», к деятельности в рамках крупных капитальных проектов, например, встречающихся в нефтегазовой отрасли и строительстве гражданской инфраструктуры.
Темы [ править ]
Производственные системы [ править ]

Производственная система включает в себя как технологические элементы (машины и инструменты), так и организационное поведение (разделение труда и информационных потоков). Индивидуальная производственная система обычно анализируется в литературе применительно к одному предприятию; поэтому обычно неправильно включать в данную производственную систему операции, необходимые для переработки товаров, полученных путем покупки , или операции, выполняемые потребителем с проданной продукцией, поскольку предприятиям необходимо разрабатывать свои собственные производственные системы, это затем становится предметом анализа, моделирования и принятия решений (также называемого «настройкой» производственной системы).
Первое возможное различие в производственных системах (технологическая классификация) проводится между непрерывным процессным производством и производством дискретных деталей ( производством ).
- Процессное производство означает, что продукт подвергается физико-химическим превращениям и не требует операций сборки, поэтому исходное сырье нелегко получить из конечного продукта. Примеры включают: бумагу , цемент , нейлон и нефтепродукты .
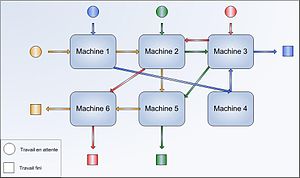
- Производство деталей (например, автомобилей и духовок) включает в себя как изготовления, системы так и системы сборки . К первой категории относятся мастерские , производственные цеха , гибкие производственные системы и конвейерные линии . В категории сборки представлены системы фиксированного положения , сборочные линии и сборочные цеха (как ручные, так и автоматизированные). [36] [37]

Другая возможная классификация [38] основан на времени выполнения заказа (время производства и время поставки): проектирование на заказ (ETO), закупка на заказ (PTO), изготовление на заказ (MTO), сборка на заказ (ATO) и изготовление на складе (MTS). . Согласно этой классификации, разные типы систем будут иметь разные точки развязки заказов клиентов (CODP), а это означает, что уровни запасов цикла незавершенного производства (НЗП) практически отсутствуют в отношении операций, расположенных после CODP (за исключением незавершенного производства из-за очередей). (См. Выполнение заказа .)
Концепцию производственных систем можно распространить на мир сферы услуг , учитывая, что услуги имеют некоторые фундаментальные отличия от материальных благ: нематериальность, клиент всегда присутствует в процессах трансформации, отсутствие запасов «готовой продукции». Услуги можно классифицировать в соответствии с матрицей процессов обслуживания: [39] степень трудоемкости (объем) и степень индивидуализации (разнообразие). С высокой степенью трудоемкости различают массовые услуги (например, оплата счетов коммерческих банков и государственные школы ) и профессиональные услуги (например, личные врачи и юристы ), а с низкой степенью трудоемкости — предприятия сферы услуг (например, авиалинии) . и гостиницы ) и сервисные мастерские (например, больницы и автомеханики ).
Описанные выше системы являются идеальными типами : реальные системы могут представлять собой гибриды этих категорий. Предположим, например, что производство джинсов включает в себя сначала чесание , прядение , крашение и ткачество , затем разрезание ткани на различные формы и сборку деталей в брюки или куртки путем объединения ткани с помощью ниток, застежек-молний и пуговиц, наконец, отделку и состаривание. брюки/куртки перед отправкой в магазины. [40] Начало можно рассматривать как процессное производство, середину как производство деталей и конец снова как процессное производство: маловероятно, что одна компания сможет держать все этапы производства под одной крышей, поэтому проблема вертикальной интеграции и аутсорсинга возникает . . большинство продуктов требуют С цепочки поставок точки зрения как непрерывного производства, так и производства деталей.
Метрики: эффективность и результативность [ править ]
Операционная стратегия касается политики и планов использования производственных ресурсов фирмы с целью поддержки долгосрочной конкурентной стратегии. Показатели в управлении операциями можно разделить на показатели эффективности и показатели результативности . Показатели эффективности включают в себя:
- Цена (фактически фиксированная маркетингом, но нижняя граница ограничена себестоимостью производства): цена покупки, затраты на использование, затраты на техническое обслуживание, затраты на модернизацию, затраты на утилизацию.
- Качество : спецификация и соответствие
- Время : продуктивное время выполнения заказа , время предоставления информации, пунктуальность.
- Гибкость : микс (возможность изменять пропорции между количествами, производимыми в системе), объем (возможность увеличения производительности системы ), гамма (возможность расширения семейства продуктов в системе)
- на складе Наличие
- Экологическая устойчивость: биологическое и экологическое воздействие исследуемой системы.
Более поздний подход, предложенный Терри Хиллом, [41] включает в себя различение конкурентных переменных среди победителей и квалификаторов заказов при определении операционной стратегии. Победители заказов — это переменные, позволяющие отличить компанию от конкурентов, а квалификаторы заказов — необходимые условия для заключения сделки. Эту точку зрения можно рассматривать как объединяющий подход между операционным управлением и маркетингом (см. сегментацию и позиционирование ).
Производительность — это стандартный показатель эффективности для оценки производственных систем, в широком смысле соотношение между выпуском и затратами, и может принимать множество конкретных форм. [42] например: производительность машин, производительность рабочей силы, производительность сырья, производительность склада (= оборачиваемость запасов ). Также полезно разделить производительность использования U (продуктивный процент от общего времени) и доходность η (соотношение между произведенным объемом и производительным временем), чтобы лучше оценить производительность производственных систем. Время цикла можно смоделировать с помощью технологии производства, если отдельные операции в значительной степени автоматизированы, если преобладает ручной компонент, используемые методы включают: исследование времени и движения , заранее определенные системы времени движения и выборку работ .

ABC-анализ — это метод анализа запасов, основанный на распределении Парето . Он утверждает, что, поскольку доход от товаров в запасах будет распределяться по степенному закону , то имеет смысл управлять товарами по-разному в зависимости от их положения в матрице уровня доходов и запасов, 3 класса: построены (A, B и C) на основе совокупных доходов от товаров, поэтому в матрице каждому товару будет присвоена буква (A, B или C), обозначающая доход и запасы. Этот метод утверждает, что с товарами, расположенными за пределами диагонали, следует обращаться по-разному: товары в верхней части подвержены риску устаревания, товары в нижней части подвержены риску дефицита .
Пропускная способность — это переменная, которая количественно определяет количество деталей, произведенных в единицу времени. Хотя оценка производительности для одного процесса может быть довольно простой, ее выполнение для всей производственной системы сопряжено с дополнительными трудностями из-за наличия очередей, которые могут возникнуть из-за поломок оборудования , изменения времени обработки, брака, наладки, времени обслуживания , отсутствия заказов. , нехватка материалов, забастовки , плохая координация между ресурсами, изменчивость состава, плюс все эти неэффективности имеют тенденцию усугубляться в зависимости от характера производственной системы. Одним из важных примеров того, как пропускная способность системы связана с ее проектированием, являются узкие места : в цехах узкие места обычно динамичны и зависят от планирования, тогда как на линиях передачи имеет смысл говорить об «узких местах», поскольку они могут быть однозначно связаны с конкретной станцией. на линии. Это приводит к проблеме определения показателей мощности , то есть оценки максимального выпуска данной производственной системы, и загрузка мощностей .
Общая эффективность оборудования (OEE) определяется как результат доступности системы, эффективности времени цикла и уровня качества. OEE обычно используется в качестве ключевого показателя эффективности (KPI) в сочетании с подходом бережливого производства.
Конфигурация и управление [ править ]
Проектирование конфигурации производственных систем включает в себя как технологические , так и организационные переменные. Выбор технологии производства включает в себя: определение размеров мощности , мощность фракционирования, размещение мощностей, аутсорсинговые процессы, технологию процессов, автоматизацию операций, компромисс между объемом и разнообразием (см. матрицу Хейса-Уилрайта ). Выбор в организационной области включает в себя: определение навыков и обязанностей работников , координацию команды, стимулирование работников и поток информации.
В производственном планировании существует основное различие между подходом «выталкивание» и подходом «вытягивание» , причем последний включает особый подход « точно в срок» . Pull означает, что производственная система разрешает производство на основе уровня запасов; push означает, что производство происходит на основе спроса (прогнозируемого или текущего, то есть заказов на закупку ). Индивидуальная производственная система может быть как выталкивающей, так и вытягивающей; например, действия до CODP могут работать в рамках вытягивающей системы, тогда как действия после CODP могут работать в рамках выталкивающей системы.

Традиционный подход к управлению запасами , ряд методов был разработан на основе работ Форда У. Харриса. [18] (1913), которая стала известна как модель экономического объема заказа (EOQ). Эта модель знаменует начало теории запасов , которая включает в себя процедуру Вагнера-Внутри , модель поставщика новостей , модель базового запаса и модель фиксированного периода времени . Эти модели обычно включают расчет циклических запасов и буферных запасов , причем последний обычно моделируется как функция изменчивости спроса. Экономический объем производства [43] (EPQ) отличается от модели EOQ только тем, что предполагает постоянную скорость заполнения производимой детали вместо мгновенного пополнения, как в модели EOQ.
Джозеф Орликли и другие сотрудники IBM разработали импульсный подход к управлению запасами и планированию производства, известный теперь как планирование потребности в материалах (MRP), который принимает в качестве входных данных как основной график производства (MPS), так и спецификацию материалов (BOM) и дает вывести график поставок материалов (компонентов), необходимых в производственном процессе. Таким образом, MRP является инструментом планирования для управления заказами на покупку и производственными заказами (также называемыми заданиями).
MPS можно рассматривать как своего рода совокупное планирование производства, имеющее две принципиально противоположные разновидности: планы, которые пытаются преследовать спрос, и планы выравнивания , которые пытаются поддерживать равномерную загрузку мощностей. Для решения проблем MPS было предложено множество моделей:
- Аналитические модели (например, модель Маги Будмана)
- Точные алгоритмические модели оптимизации (например, LP и ILP )
- Эвристические модели (например, модель Aucamp).
MRP можно кратко описать как 3-секундную процедуру: суммирование (различные заказы), разделение (партиями), сдвиг (по времени в зависимости от времени выполнения заказа). Чтобы избежать «взрывного роста» обработки данных в MRP (количество спецификаций, необходимых для ввода), могут быть полезны счета планирования (такие как семейные счета или суперсчета), поскольку они позволяют рационализировать входные данные в общие коды.У MRP были некоторые известные проблемы, такие как бесконечная мощность и фиксированное время выполнения заказа , которые повлияли на последовательные модификации исходной архитектуры программного обеспечения в форме MRP II , планирования ресурсов предприятия (ERP) и расширенного планирования и планирования (APS).
проблемы планирования (последовательность производства) , загрузки (используемых инструментов), выбора типа детали (деталей для работы) и применения исследования операций В этом контексте важную роль играют .
Бережливое производство — это подход к производству, который возник в Toyota между концом Второй мировой войны и семидесятыми годами. В основном это происходит из идей Тайити Оно и Тойоды Сакичи , которые основаны на взаимодополняющих понятиях « точно вовремя» и автономии (дзидока), направленных на сокращение потерь (обычно применяемых в PDCA стиле ). Некоторые дополнительные элементы также имеют основополагающее значение: [44] сглаживание производства (Хейдзунка), буферы мощностей, сокращение переналадки, перекрестное обучение и планировка завода.
- Хейдзунка : сглаживание производства предполагает стратегию уровня для MPS и график окончательной сборки , разработанный на основе MPS путем сглаживания совокупных производственных требований в меньшие промежутки времени и установления последовательности окончательной сборки для достижения повторяющегося производства. Если эти условия соблюдены , ожидаемая пропускная способность может быть равна обратной величине времени такта . Помимо объема, хейдзунка также означает достижение смешанной модели производства , что, однако, может быть осуществимо только за счет сокращения производственных мощностей. Стандартным инструментом для достижения этой цели является коробка Хейдзунка .
- Буферы мощности: в идеале система JIT должна работать без сбоев, однако на практике этого очень трудно достичь, тем не менее Toyota предпочитает приобретение дополнительных мощностей вместо дополнительного незавершенного производства, чтобы справиться с истощением.
- Сокращение настроек : обычно необходимо для достижения производства смешанной модели, можно провести ключевое различие между внутренней и внешней настройкой. Внутренние настройки (например, удаление штампа) относятся к задачам, когда машина не работает, тогда как внешние настройки могут быть выполнены во время работы машины (например, транспортировка штампов).
- Перекрестное обучение : важно как элемент автономизации. Toyota перекрестно обучала своих сотрудников посредством ротации, это служило элементом производственной гибкости, целостного мышления и уменьшения скуки.
- Планировка : U-образные линии или ячейки широко распространены в бережливом подходе, поскольку они позволяют минимальное количество прогулок, большую эффективность труда и гибкую производительность.

Ряд инструментов был разработан главным образом с целью повторить успех Toyota: очень распространенная реализация включает в себя небольшие карточки, известные как канбаны ; они также бывают нескольких разновидностей: канбаны с переупорядочением, канбаны с сигналами тревоги, треугольные канбаны и т. д. В классической процедуре канбана с одной карточкой:
- Детали хранятся в контейнерах с соответствующими канбанами.
- Последующая станция перемещает канбан на вышестоящую станцию и начинает производство детали на нижестоящей станции.
- Оператор верхнего уровня берет самый срочный канбан из своего списка (сравните с дисциплиной очереди из теории очередей), создает его и прикрепляет соответствующий канбан.
Процедура канбана с двумя карточками немного отличается:
- Нижестоящий оператор забирает производственный канбан из своего списка.
- Если необходимые детали доступны, он удаляет канбан перемещения и помещает их в другую коробку, в противном случае он выбирает другую производственную карту.
- Он производит деталь и прикрепляет соответствующий производственный канбан.
- Периодически грузчик забирает канбаны перемещения на вышестоящих станциях и ищет соответствующие детали. При обнаружении он обменивает производственные канбаны на канбаны перемещения и перемещает детали на нижестоящие станции.
Поскольку количество канбанов в производственной системе устанавливается менеджерами как постоянное число, процедура канбана работает как устройство контроля незавершенного производства , которое при заданной скорости поступления, согласно закону Литтла , работает как устройство контроля времени выполнения заказа.
В Toyota TPS представлял собой скорее философию производства, чем набор конкретных инструментов бережливого производства, последние включали:
- SMED : метод сокращения времени переналадки
- Картирование потока создания ценности : графический метод анализа текущего состояния и проектирования будущего состояния.
- уменьшение размера партии
- устранение группирования времени
- Кластеризация рангового порядка : алгоритм, который группирует машины и семейства продуктов вместе, используемый для проектирования производственных ячеек.
- по одной точке планирование , противоположность традиционному подходу push
- многопроцессная обработка : когда один оператор отвечает за управление несколькими машинами или процессами.
- пока-йоке : любой механизм в бережливом производстве, который помогает оператору оборудования избегать ( йокэру ) ошибок ( пока )
- 5S : описывает, как организовать рабочее пространство для повышения эффективности и результативности путем выявления и хранения используемых предметов, поддержания зоны и предметов, а также поддержания нового порядка.
- учет по план-базису : подход к калькуляции себестоимости продукта, при котором калькуляция затрат откладывается до тех пор, пока товары не будут готовы.
В более широком смысле, JIT может включать в себя такие методы, как: стандартизация и модульность продукции , групповые технологии , общее производственное обслуживание , расширение рабочих мест , обогащение рабочих мест , плоская организация и рейтинг поставщиков (производство JIT очень чувствительно к условиям пополнения запасов).
В сильно автоматизированных производственных системах планирование производства и сбор информации могут выполняться через систему управления , однако следует обратить внимание на то, чтобы избежать таких проблем, как тупиковые ситуации , поскольку они могут привести к потерям производительности.
Управление производством проектов (PPM) применяет концепции управления операциями к реализации капитальных проектов, рассматривая последовательность действий в проекте как производственную систему. [45] [46] Принципы управления операциями по уменьшению и управлению изменчивостью применяются путем буферизации за счет сочетания мощностей, времени и запасов.
Сервисные операции [ править ]
Сфера услуг составляет основную часть экономической деятельности и занятости во всех промышленно развитых странах, составляя 80 процентов занятости и ВВП в США. Операционное управление этими услугами, в отличие от производства, развивается с 1970-х годов за счет публикации уникальных практик и научных исследований. . [47] Обратите внимание, что в этот раздел не включены «Фирмы, предоставляющие профессиональные услуги», а также профессиональные услуги, оказываемые на основе этого опыта (специализированное обучение и образование).
По мнению Фитцсиммонса, Фитцсиммонса и Бордолои (2014), различия между промышленными товарами и услугами заключаются в следующем: [48]
- Одновременное производство и потребление. Услуги с высоким уровнем контакта (например, здравоохранение) должны предоставляться в присутствии потребителя, поскольку они потребляются в том виде, в каком они произведены. В результате услуги не могут производиться в одном месте и транспортироваться в другое, как товары. Таким образом, сервисные операции сильно рассредоточены географически близко к клиентам. Кроме того, одновременное производство и потребление дает возможность самообслуживания с участием клиента в точке потребления (например, на заправочных станциях). Вдали от клиента могут предоставляться только бесконтактные услуги, оказываемые в «подсобке» (например, клиринг чеков).
- Скоропортящийся. Поскольку услуги являются скоропортящимися, их нельзя хранить для последующего использования. В производственных компаниях запасы могут использоваться для буферизации спроса и предложения. Поскольку в сфере услуг буферизация невозможна, сильно изменчивый спрос должен удовлетворяться за счет операций или спроса, модифицируемого для удовлетворения предложения.
- Право собственности. В производстве право собственности переходит к покупателю. Право собственности не передается на обслуживание. В результате услуги не могут находиться в собственности или перепродаваться.
- Осязаемость. Услуга нематериальна, что затрудняет ее предварительную оценку покупателем. В случае с промышленным товаром покупатели могут его увидеть и оценить. Обеспечение качества обслуживания часто осуществляется путем лицензирования, государственного регулирования и брендинга, чтобы гарантировать клиентам, что они получат качественные услуги.
Эти четыре сравнения показывают, насколько управление операциями по обслуживанию сильно отличается от управления производством в отношении таких вопросов, как требования к мощности (сильно варьируются), обеспечение качества (трудно поддается количественной оценке), расположение объектов (рассредоточено) и взаимодействие с клиентом во время предоставления услуги. (проектирование продукта и процесса).
Несмотря на различия, есть и много общего. Например, подходы к управлению качеством, используемые в производстве, такие как премия Болдриджа и шесть сигм, широко применяются в сфере услуг. Аналогичным образом, принципы и методы бережливого обслуживания также применяются в сфере обслуживания. Важным отличием является то, что клиент находится в системе во время предоставления услуги, и это необходимо учитывать при применении этих методов. [49]
Одним из важных отличий является восстановление службы. Если при предоставлении услуги возникает ошибка, поставщик услуг должен выполнить восстановление на месте. Если официант в ресторане прольет суп клиенту на колени, то возмещение может включать бесплатную еду и обещание бесплатной химчистки. Еще одно отличие заключается в мощности планирования. Поскольку продукт не может храниться, сервисный центр должен управляться с учетом пикового спроса, что требует большей гибкости, чем производство. Объекты должны располагаться рядом с потребителями, а эффект масштаба может отсутствовать. При планировании необходимо учитывать, что клиент может стоять в очереди. Теория массового обслуживания была разработана для помощи в проектировании очередей ожидания в учреждениях обслуживания. Управление доходами важно для сервисных операций, поскольку пустые места в самолете теряют доход при вылете самолета и не могут быть сохранены для использования в будущем. [50]
Математическое моделирование [ править ]
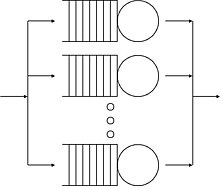

Существуют также области математической теории, которые нашли применение в области управления операциями, например исследование операций : главным образом задачи математической оптимизации и теория массового обслуживания . Теория очередей используется для моделирования очередей и времени обработки в производственных системах, а математическая оптимизация в значительной степени опирается на многомерное исчисление и линейную алгебру . Теория массового обслуживания основана на цепях Маркова и случайных процессах . [51] Расчеты резервных запасов обычно основаны на моделировании спроса как нормального распределения и MRP, а некоторые проблемы запасов могут быть сформулированы с использованием оптимального управления . [52]
Когда аналитических моделей недостаточно, менеджеры могут прибегнуть к использованию моделирования . Моделирование традиционно выполнялось с использованием парадигмы моделирования дискретных событий , где имитационная модель обладает состоянием, которое может измениться только при возникновении дискретного события, которое состоит из часов и списка событий. Более поздняя парадигма моделирования на уровне транзакций состоит из набора ресурсов и набора транзакций: транзакции перемещаются через сеть ресурсов (узлов) в соответствии с кодом, называемым процессом.

Поскольку на реальные производственные процессы всегда влияют нарушения как на входе, так и на выходе, многие компании внедряют ту или иную форму управления качеством или контроля качества . Обозначение «Семь основных инструментов качества» представляет собой краткое описание часто используемых инструментов:
- контрольные листы
- Диаграммы Парето
- Диаграммы Исикавы (Диаграмма причин и следствий)
- контрольные карты
- гистограмма
- диаграмма рассеяния
- стратификация
Они используются в таких подходах, как тотальное управление качеством и шесть сигм . Контроль качества важен как для повышения удовлетворенности клиентов, так и для сокращения отходов переработки.
по операционному менеджменту Учебники обычно охватывают прогнозирование спроса , хотя, строго говоря, это не является операционной проблемой, поскольку спрос связан с некоторыми переменными производственных систем. Например, классический подход к определению резервных запасов требует расчета стандартного отклонения прогноза ошибок . Прогнозирование спроса также является важной частью push-систем, поскольку выпуск заказов необходимо планировать раньше, чем фактические заказы клиентов. Кроме того, любое серьезное обсуждение планирования мощности предполагает приведение продукции компании в соответствие с требованиями рынка.
Безопасность, обслуживание и риски
Другие важные управления проблемы технического обслуживания . связаны с политикой [53] (см. также обеспечения надежности и философию технического обслуживания ), системы управления безопасностью (см. также инженерию безопасности и управление рисками ), управление объектами и интеграцию цепочки поставок.
Организации [ править ]
Следующие организации поддерживают и продвигают операционное управление:
- Ассоциация управления операциями (APICS), которая поддерживает журнал управления производством и запасами.
- Европейская ассоциация управления операциями (EurOMA), которая поддерживает Международный журнал управления операциями и производством.
- Общество управления производством и эксплуатацией (POMS), которое поддерживает журнал: Управление производством и операциями.
- Институт исследования операций и наук управления (ИНФОРМС)
- Общество управления производством и обслуживанием (MSOM) INFORMS, которое поддерживает журнал: Управление производством и обслуживанием.
- Институт операционного менеджмента (Великобритания)
- Ассоциация технологий, менеджмента и прикладной инженерии (ATMAE)
Журналы [ править ]
Следующие высокопоставленные [54] научные журналы посвящены вопросам оперативного управления:
- Наука управления
- Управление производственными и сервисными операциями
- Исследование операций
- Международный журнал операций и управления производством
- Управление производством и операциями
- Транспортные исследования – Часть E
- Журнал операционного менеджмента
- Европейский журнал операционных исследований
- Анналы исследования операций
См. также [ править ]
- Ассоциация управления цепочками поставок (APICS)
- Бенчмаркинг
- Управление бизнес-процессами
- Картирование бизнес-процессов
- Причинно-следственный анализ
- Управление изменениями
- Пакет преимуществ для клиентов
- Анализ характера и последствий отказов
- Промышленные технологии
- Программное обеспечение для управления запасами
- Линейное управление
- Национальный институт промышленной инженерии
- Показатели производительности
- Управление проектом
- Управление производством проектов
- Разработка требований
- Управление рисками
- Анализ первопричин
- Эвристика Сильвер-Мил
- Структура декомпозиции работ
Ссылки [ править ]
- ^ OperationsAcademia.org: Новейшие исследования докторантуры в области исследований операций / науки управления и смежных дисциплин. Проверено 22 октября 2016 г.
- ^ Великие операции: что такое управление операциями. Архивировано 7 октября 2016 г. на Wayback Machine. Проверено 3 июля 2013 г.
- ^ Jump up to: Перейти обратно: а б Р.Б. Чейз , Ф.Р. Джейкобс, Н. Аквилано, Управление операциями: ради конкурентного преимущества, McGraw-Hill, 2007 г.
- ^ Краевский, LJ; Ритцман, LP; Мальхорта, MJ (2013). Управление операциями: процессы и цепочки поставок (10-е изд.). Пирсон. ISBN 978-0-13-280739-5 .
- ^ Рид, Р. Дэн; Нада Р. Сандерс (2019). Операционный менеджмент: комплексный подход (Седьмое изд.). Хобокен, Нью-Джерси: Уайли. ISBN 978-1-119-49733-2 . OCLC 1119125081 .
- ^ Ханна, Марк; У. Рокки Ньюман (2007). Интегрированное управление операциями: взгляд на цепочку поставок (2-е изд.). Огайо, Огайо: Томсон/Юго-Запад. ISBN 978-0-324-37787-3 . OCLC 73996956 .
- ^ Фридрик Клемм, История западных технологий, Сыновья Чарльза Скрибнера, 1959 г., в Д. А. Рене и А. Г. Бедейане, Эволюция управленческой мысли, Wiley, 2009 г.
- ^ Ксенофонт, Cyropedia , Книга VIII, Delphi Classics
- ^ Д. А. Рен и А. Г. Бедеян , Эволюция управленческой мысли, Wiley, 2009 г.
- ^ Фиск, Дональд М. (30 января 2003 г.). «Американский труд в 20 веке» (PDF) .
- ^ Генри Форд , Сегодня и завтра, Нью-Йорк, 1926 г.
- ^ Белл, Дэниел (1973). Приход постиндустриального общества: опыт социального прогнозирования . Нью-Йорк: Основные книги. ISBN 978-0465012817 .
- ^ Тейлор, Фредерик Уинслоу (1896), Система сдельной оплаты, прочитано в Американском обществе инженеров-механиков http://wps.prenhall.com/wps/media/objects/107/109902/ch17_a3_d2.pdf
- ^ Тейлор, Ф.В. , Об искусстве резки металлов, Американское общество инженеров-механиков (1906).
- ^ Тейлор, Ф.В. , Управление магазином (1903), руководство, прочитанное перед Американским обществом инженеров-механиков, Нью-Йорк (переиздано в 1911 году https://archive.org/details/shopmanagement00taylgoog )
- ^ Тейлор, Фредерик Уинслоу (1911), Принципы научного менеджмента. Нью-Йорк, штат Нью-Йорк, США и Лондон, Великобритания: Harper & Brothers. LCCN 11010339. OCLC 233134. Также доступен в Project Gutenberg.
- ^ Фрэнк Банкер Гилбрет, Лилиан Моллер Гилбрет (1921) Диаграммы процессов . Американское общество инженеров-механиков.
- ^ Jump up to: Перейти обратно: а б с Харрис, Форд В. (1990) [Перепечатка 1913 года]. «Сколько деталей сделать одновременно» (PDF) . Исследование операций . 38 (6). ИНФОРМАЦИЯ: 947–950. дои : 10.1287/опре.38.6.947 . JSTOR 170962 . Проверено 21 ноября 2012 г.
- ^ Jump up to: Перейти обратно: а б Шухарт, Уолтер Эндрю , Экономический контроль качества производимой продукции, 1931, Нью-Йорк: Компания Д. Ван Ностранда. стр. 501 ISBN 0-87389-076-0 (издание 1-е). LCCN 132090. OCLC 1045408. LCC TS155 .S47.
- ^ Jump up to: Перейти обратно: а б Округ Колумбия, Монтгомери, Статистический контроль качества: современное введение , 7-е издание, 2012 г.
- ^ Х. Б. Мейнард, Дж. Л. Шваб, Г. Дж. Стегемертен, Методы измерения времени, McGraw-Hill, 1948 http://www.library.wisc.edu/selectedtocs/ca1794.pdf
- ^ Л. В. Канторович, Математические методы организации и планирования производства, Наука управления, 1960 г. [английский перевод 1939 г.]
- ^ Тайити Оно , Производственная система Toyota, Productivity Pres, 1988 г.
- ^ Дж. Н. Эдвардс, MRP и американский канбан-стиль, Материалы 26-й конференции APICS, стр. 586–603, 1983 г.
- ^ Фейгенбаум , Арман Валлен (1961). Тотальный контроль качества . МакГроу-Хилл. OCLC 250573852 .
- ^ Р. Дж. Шнонбергер, Японские производственные технологии: девять скрытых уроков простоты, Нью-Йорк, 1982 г.
- ^ Jump up to: Перейти обратно: а б Р.Б. Граббстрем, Моделирование производственных возможностей – исторический обзор, Int. Дж. Экономика производства, 1995 г.
- ^ Орликли, Планирование потребности в материалах, McGraw-Hill, 1975.
- ^ Левитт, Теодор (1972). «Производственный подход к услугам». Гарвардское деловое обозрение . 50 (4): 41–52.
- ^ С любовью, Джон Ф. (1986). Макдональдс: За арками . Нью-Йорк: Бантам. ISBN 0-553-34759-4 .
- ^ Бирла, Мадан (2007). Доставка FedEx . Нью-Йорк: Уайли.
- ^ Фишман, Чарльз (2006). Эффект Уол-Марта . Нью-Йорк: Книги Пингвина.
- ^ «14 необычных вещей об Amazon, которые вы не знали» . Бизнес-инсайдер .
- ^ М.Хаммер , Дж.Чампи , Реинжиниринг корпорации: Манифест бизнес-революции, Harper Business, 1993 г.
- ^ Вомак , Джонс, Роос, Машина, изменившая мир, Free Press, 1990.
- ^ Jump up to: Перейти обратно: а б А. Портиоли, А. Поццетти, Проектирование производственных систем, Hoepli, 2003 г.
- ^ Примечание: эта классификация очень старая, но она подвергалась обновлению по мере развития производственных систем на протяжении 20-го века. Для получения полной картины обратитесь к недавним текстам.
- ^ Дж. К. Вортманн , Глава: «Схема классификации основного производственного графика», в книге «Эффективность производственных систем», К. Берг, Д. Френч и Б. Уилсон (редакторы) Нью-Йорк, Plenum Press, 1983 г.
- ^ Роджер В. Шменнер, Как предприятия сферы услуг могут выжить и процветать?, Sloan Management Review, vol. 27, нет. 3, весна 1986 г. http://umairbali.ekalaam.com/Business%20Process%20Workflow%20Anaанализ/Week6/SMR-ServiceBusiness.pdf. Архивировано 13 ноября 2013 г. в Wayback Machine.
- ^ «Как производятся синие джинсы – материал, производство, изготовление, история, использование, процедура, этапы, продукт, машина» . madehow.com .
- ^ Т. Хилл, Производственная стратегия, текст и примеры , 3-е изд. Мак-Гроу Хилл 2000
- ^ Грандо А., Организация и управление промышленным производством, Egea, 1993.
- ^ Тафт, Э.В. «Самая экономичная производственная партия». Железный век 101.18 (1918): 1410–1412.
- ^ В. Хопп, М. Спирман, Фабричная физика , 3-е изд. Вейвленд Пресс, 2011 г.
- ^ «Фабрика фабрики для менеджеров», ES Pound, JH Bell и ML Spearman, McGraw-Hill, 2014, стр. 47.
- ^ «Новая эра реализации проектов - проект как производственная система», Р.Г. Шеной и Т.Р. Забель, Журнал управления проектным производством, том 1, стр, ноябрь 2016 г., стр. 13–24 https://www.researchgate.net/publication/312602707_New_Era_of_Project_Delivery_ -_Проект_как_Производственная_Система
- ^ «Сектор услуг: как его лучше всего измерить?» . Архивировано из оригинала 3 декабря 2010 г.
- ^ Фицсиммонс, Дж.; Фицсиммонс, М.; Бордолой, С. (2014). Управление услугами: операции, стратегия и технологии . Нью-Йорк: МакГроу-Хилл. ISBN 978-0-07-802407-8 .
- ^ Хейзер, Джей; Рендер, Барри (2011). Операционный менеджмент (10-е изд.). Река Аппер-Сэддл, Нью-Джерси: Прентис-Холл. ISBN 978-0-13-611941-8 .
- ^ Джонстон, Роберт; Кларк, Грэм; Шулвер, Майкл (2012). Сервисные операции: Управление: улучшение предоставления услуг (Четвертое изд.). Лондон, Англия: Пирсон. ISBN 978-0-273-74048-3 .
- ^ Бурнетас А.Н. и М.Н.Катехакис (1993).. «О последовательном выполнении двух типов задач на одном процессоре в условиях неполной информации», Вероятность в инженерных и информационных науках, 7 (1), 85–0119.
- ^ Зипкин Пол Х., Основы управления запасами, Бостон: McGraw Hill, 2000, ISBN 0-256-11379-3
- ^ Катехакис М.Н. и К. Дерман (1989). «Об обслуживании систем, состоящих из высоконадежных компонентов», Management Science, 6 (5): 16–28.
- ^ «Рейтинги» (PDF) . Архивировано из оригинала (PDF) 27 мая 2013 г. Проверено 17 июля 2012 г.
Дальнейшее чтение [ править ]
- Дэниел Рен , Эволюция управленческой мысли , 3-е издание, New York Wiley, 1987.
- У. Хопп, М. Спирман, Фабричная физика , 3-е изд. Waveland Press, 2011 онлайн (Часть 1 содержит как описание, так и критическую оценку исторического развития этой области).
- Р.Б. Чейз , Ф.Р. Джейкобс, Н.Дж.Акилано, Управление операциями ради конкурентного преимущества , 11-е издание, McGraw-Hill, 2007.
- Аскин, Р.Г., Ч.Р. Стэндридж, Моделирование и анализ производственных систем , Джон Уайли и сыновья, Нью-Йорк, 1993.
- Дж. А. Бузакотт, Дж. Г. Шантикумар, Стохастические модели производственных систем , Прентис Холл, 1993.
- Округ Колумбия Монтгомери, Статистический контроль качества: современное введение , 7-е издание, 2012 г.
- Р. Г. Полуха: Квинтэссенция управления цепочками поставок: что действительно нужно знать, чтобы управлять процессами в сфере закупок, производства, складирования и логистики (серия «Квинтэссенция») . Первое издание. Спрингер Гейдельберг Нью-Йорк Дордрехт Лондон 2016. ISBN 978-3662485132 .